一种硼硅玻璃改性氧化钇稳定氧化锆热障涂层及其制备方法与流程
1.本发明属于高温防护技术领域,涉及一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法。
背景技术:
2.热障涂层作为一种高温防护技术用于降低汽轮机或发动机叶片的表面温度,可以大大延长叶片的服役寿命。
3.氧化钇稳定氧化锆(ysz)涂层作为传统的热障涂层材料有着熔点高、热膨胀系数稳定、导热系数小等优点。通过等离子喷涂的方式将ysz喂料送进高温喷枪,经熔化或半熔化后击打在工件表面,冷却凝固后形成涂层。但由于ysz粉末的熔点高,且在火焰中停留的时间很短,通常会造成ysz粉体不能完全熔化,从而导致制备的ysz涂层的致密度不高、孔隙多、成分分布不均匀等问题,这些缺陷大大降低了热障涂层的稳定性和使用寿命。
技术实现要素:
4.本发明的目的是提供一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法。通过引入硼硅玻璃来填充涂层内部空隙,从而获得高致密的氧化钇稳定氧化锆(ysz)热障涂层,可以解决涂层致密度低、孔隙多、分布不均匀的问题。
5.本发明采用如下技术方案来实现的:
6.一种硼硅玻璃改性氧化钇稳定氧化锆热障涂层的制备方法,包括以下步骤:
7.步骤1,按设定比例配置zrocl2·
8h2o/y(no3)3·
6h2o混合溶液;
8.步骤2,将过量的氨水滴加于步骤1中的混合溶液并持续搅拌直至生成白色沉淀;
9.步骤3,向步骤2中的溶液加入pva水溶液;
10.步骤4,向步骤3的混合溶液中加入超细硼硅玻璃粉;
11.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨;
12.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的zr(oh)4、y(oh)3和硼硅玻璃的球形喷涂喂料混合粉体;
13.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下zr(oh)4和y(oh)3经过高温分解,且y
3+
溶于zro2晶格中,形成ysz涂层;
14.步骤8,将步骤7得到的涂层在马弗炉中进行热处理,使硼硅玻璃重新融化后填充涂层内部孔隙,获得高致密的ysz涂层。
15.本发明进一步的改进在于,步骤1中混合溶液的容积为1600ml,zrocl2·
8h2o/y(no3)3·
6h2o的质量分数为10wt.%~50wt.%,zr
4+
的y
3+
摩尔浓度比为89:11~97:3。
16.本发明进一步的改进在于,步骤2中氨水的浓度为20~50%。
17.本发明进一步的改进在于,步骤3中pva水溶液的浓度为5~7%,加入量为200~300ml。
18.本发明进一步的改进在于,步骤4中,硼硅玻璃粉的粒度范围为300nm~2μm,加入硼硅玻璃粉的质量分数占ysz涂层的10wt.%~20wt.%。
19.本发明进一步的改进在于,步骤5中辊式球磨机的转速为60~80r/min,工作时间为24~48h。
20.本发明进一步的改进在于,步骤6中喷雾造粒机的参数为:喷雾造粒机进气温度为320~350℃,出口温度130~150℃,腔内温度180~200℃,喷嘴速度32000~35000r/min,浆液进料速度120~150g/min。
21.本发明进一步的改进在于,步骤7中真空等离子喷涂的参数为:电流240~260a,电压40~60v,一次气体(ar+n2)流速14.0~16.0l/min,二次气体(n2)流速2.0~4.0l/min,喷射距离90~110mm,粉末载气流速3.0~5.0l/min,送粉速率2.0~2.5g/min。
22.本发明进一步的改进在于,步骤8中热处理的温度为600~800℃,时间为1~2h。
23.一种硼硅玻璃改性氧化钇稳定氧化锆热障涂层,采用所述的制备方法制备得到。
24.本发明至少具有如下有益的技术效果:
25.1.本发明的目的是提供一种硼硅玻璃粉改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法。利用共沉淀和喷雾造粒制备zr(oh)4、y(oh)3和硼硅玻璃的球状混合粉体,经等离子喷涂后得到ysz涂层和硼硅玻璃的复合涂层,最后经高温处理后使硼硅玻璃融化后填充涂层内部孔隙,获得高致密涂层。
26.2.本发明为一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法。与传统的等离子喷涂工艺相比,本发明利用纳米级的混合粉料作为喷涂喂料,通过等离子喷枪的高温作用使其分解制备ysz/硼硅玻璃涂层,两相成分分布均匀,几乎无团聚现象。
27.3.本发明为一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法。利用硼硅玻璃在高温下熔化后产生的流动性来填充涂层之间的孔洞,其致密度比未加玻璃改性的涂层提高了36%,从而获得了更加致密的涂层。
附图说明
28.图1是本发明制备的硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层的xrd图;
29.图2是本发明制备的硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层的sem图;
30.图3是本发明制备的硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层的致密度。
具体实施方式
31.下面结合具体实施方式对本发明进行详细说明。
32.本发明一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法,具体按照以下步骤实施:
33.步骤1,按设定比例配置zrocl2·
8h2o/y(no3)3·
6h2o混合溶液,溶液的容积为1600ml,zrocl2·
8h2o/y(no3)3·
6h2o的质量分数为10wt.%~50wt.%,zr
4+
的y
3+
摩尔浓度比为89:11~97:3。
34.步骤2,将过量的氨水滴加于步骤1中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为20~50%。
35.步骤3,向步骤2中的溶液加入一定量的pva水溶液,pva水溶液的浓度为5~7%,加
入量为200~300ml。
36.步骤4,向步骤3的混合溶液中加入一定量的超细硼硅玻璃粉,硼硅玻璃粉的粒度范围为300nm~2μm,加入硼硅玻璃粉的质量分数占ysz涂层的10wt.%~20wt.%。
37.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,转速为60~80r/min,工作时间为24~48h。
38.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的zr(oh)4、y(oh)3和硼硅玻璃的球形喷涂喂料混合粉体,喷雾造粒机进气温度为320~350℃,出口温度130~150℃,腔内温度180~200℃,喷嘴速度32000~35000r/min,浆液进料速度120~150g/min。
39.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下zr(oh)4和y(oh)3经过高温分解,且y
3+
溶于zro2晶格中,形成ysz涂层,真空等离子喷涂的参数为:电流240~260a,电压40~60v,一次气体(ar+n2)流速14.0~16.0l/min,二次气体(n2)流速2.0~4.0l/min,喷射距离90~110mm,粉末载气流速3.0~5.0l/min,送粉速率2.0~2.5g/min。
40.步骤8,将步骤7得到的涂层在马弗炉中进行热处理,使硼硅玻璃重新融化后填充涂层内部孔隙,获得高致密的ysz涂层,热处理的温度为600~800℃,时间为1~2h。
41.实施例1
42.步骤1,按设定比例配置zrocl2·
8h2o/y(no3)3·
6h2o混合溶液,溶液的容积为1600ml,zrocl2·
8h2o/y(no3)3·
6h2o的质量分数为10wt.%,zr
4+
的y
3+
摩尔浓度比为89:11。
43.步骤2,将过量的氨水滴加于步骤1中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为20%。
44.步骤3,向步骤2中的溶液加入一定量的pva水溶液,pva水溶液的浓度为5%,加入量为200ml。
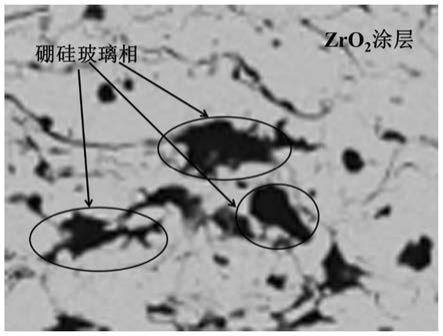
45.步骤4,向步骤3的混合溶液中加入一定量的超细硼硅玻璃粉,硼硅玻璃粉的粒度范围为300nm,加入硼硅玻璃粉的质量分数占ysz涂层的10wt.%。
46.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,转速为60r/min,工作时间为24h。
47.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的zr(oh)4、y(oh)3和硼硅玻璃的球形喷涂喂料混合粉体,喷雾造粒机进气温度为320℃,出口温度130℃,腔内温度180℃,喷嘴速度32000r/min,浆液进料速度120g/min。
48.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下zr(oh)4和y(oh)3经过高温分解,且y
3+
溶于zro2晶格中,形成ysz涂层,真空等离子喷涂的参数为:电流240a,电压40v,一次气体(ar+n2)流速14.0l/min,二次气体(n2)流速2.0l/min,喷射距离90mm,粉末载气流速3.0l/min,送粉速率2.0g/min。
49.步骤8,将步骤7得到的涂层在马弗炉中进行热处理,使硼硅玻璃重新融化后填充涂层内部孔隙,获得高致密的ysz涂层,热处理的温度为600℃,时间为2h。
50.实施例2
51.步骤1,按设定比例配置zrocl2·
8h2o/y(no3)3·
6h2o混合溶液,溶液的容积为
1600ml,zrocl2·
8h2o/y(no3)3·
6h2o的质量分数为50wt.%,zr
4+
的y
3+
摩尔浓度比为97:3。
52.步骤2,将过量的氨水滴加于步骤1中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为50%。
53.步骤3,向步骤2中的溶液加入一定量的pva水溶液,pva水溶液的浓度为7%,加入量为300ml。
54.步骤4,向步骤3的混合溶液中加入一定量的超细硼硅玻璃粉,硼硅玻璃粉的粒度范围为2μm,加入硼硅玻璃粉的质量分数占ysz涂层的20wt.%。
55.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,转速为80r/min,工作时间为48h。
56.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的zr(oh)4、y(oh)3和硼硅玻璃的球形喷涂喂料混合粉体,喷雾造粒机进气温度为350℃,出口温度150℃,腔内温度200℃,喷嘴速度35000r/min,浆液进料速度150g/min。
57.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下zr(oh)4和y(oh)3经过高温分解,且y
3+
溶于zro2晶格中,形成ysz涂层,真空等离子喷涂的参数为:电流260a,电压60v,一次气体(ar+n2)流速16.0l/min,二次气体(n2)流速4.0l/min,喷射距离110mm,粉末载气流速5.0l/min,送粉速率2.5g/min。
58.步骤8,将步骤7得到的涂层在马弗炉中进行热处理,使硼硅玻璃重新融化后填充涂层内部孔隙,获得高致密的ysz涂层,热处理的温度为800℃,时间为1h。
59.实施例3
60.步骤1,按设定比例配置zrocl2·
8h2o/y(no3)3·
6h2o混合溶液,溶液的容积为1600ml,zrocl2·
8h2o/y(no3)3·
6h2o的质量分数为20wt.%,zr
4+
的y
3+
摩尔浓度比为95:5。
61.步骤2,将过量的氨水滴加于步骤1中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为30%。
62.步骤3,向步骤2中的溶液加入一定量的pva水溶液,pva水溶液的浓度为55%,加入量为250ml。
63.步骤4,向步骤3的混合溶液中加入一定量的超细硼硅玻璃粉,硼硅玻璃粉的粒度范围为500nm,加入硼硅玻璃粉的质量分数占ysz涂层的15wt.%。
64.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,转速为70r/min,工作时间为36h。
65.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的zr(oh)4、y(oh)3和硼硅玻璃的球形喷涂喂料混合粉体,喷雾造粒机进气温度为330℃,出口温度140℃,腔内温度180℃,喷嘴速度33000r/min,浆液进料速度130g/min。
66.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下zr(oh)4和y(oh)3经过高温分解,且y
3+
溶于zro2晶格中,形成ysz涂层,真空等离子喷涂的参数为:电流250a,电压50v,一次气体(ar+n2)流速15.0l/min,二次气体(n2)流速3.0l/min,喷射距离100mm,粉末载气流速4.0l/min,送粉速率2.2g/min。
67.步骤8,将步骤7得到的涂层在马弗炉中进行热处理,使硼硅玻璃重新融化后填充
涂层内部孔隙,获得高致密的ysz涂层,热处理的温度为700℃,时间为1.5h。
68.实施例4
69.步骤1,按设定比例配置zrocl2·
8h2o/y(no3)3·
6h2o混合溶液,溶液的容积为1600ml,zrocl2·
8h2o/y(no3)3·
6h2o的质量分数为30wt.%,zr
4+
的y
3+
摩尔浓度比为90:10。
70.步骤2,将过量的氨水滴加于步骤1中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为40%。
71.步骤3,向步骤2中的溶液加入一定量的pva水溶液,pva水溶液的浓度为7%,加入量为280ml。
72.步骤4,向步骤3的混合溶液中加入一定量的超细硼硅玻璃粉,硼硅玻璃粉的粒度范围为1μm,加入硼硅玻璃粉的质量分数占ysz涂层的16wt.%。
73.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,转速为80r/min,工作时间为24h。
74.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的zr(oh)4、y(oh)3和硼硅玻璃的球形喷涂喂料混合粉体,喷雾造粒机进气温度为340℃,出口温度130℃,腔内温度185℃,喷嘴速度34000r/min,浆液进料速度150g/min。
75.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下zr(oh)4和y(oh)3经过高温分解,且y
3+
溶于zro2晶格中,形成ysz涂层,真空等离子喷涂的参数为:电流245a,电压50v,一次气体(ar+n2)流速15.0l/min,二次气体(n2)流速3.5l/min,喷射距离110mm,粉末载气流速4.0l/min,送粉速率2.3g/min。
76.步骤8,将步骤7得到的涂层在马弗炉中进行热处理,使硼硅玻璃重新融化后填充涂层内部孔隙,获得高致密的ysz涂层,热处理的温度为800℃,时间为1.5h。
77.利用本发明方法制备的一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层及其制备方法的xrd图,如图1所示,由图可知,经过喷涂之后得到的涂层中只有四方相的zro2,说明经过高温喷涂后y
3+
溶入zro2的晶格中,起到了稳定zro2晶型的作用;此外,还检测到了硼硅酸玻璃的衍射峰;
78.利用本发明方法制备的一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层的sem图,如图2所示,制备的涂层熔化程度很高,涂层非常致密,几乎没有明显的气孔;涂层中夹杂了大量的黑色玻璃相,这有利于填充涂层内部气孔,提高致密度,从而提高热障涂层与基体之间的结合强度。
79.利用本发明方法制备的一种硼硅玻璃改性氧化钇稳定氧化锆(ysz)热障涂层的致密度,如图3所示,经硼硅玻璃改性后的涂层致密度明显提高,相比未改性的涂层,其致密度提高了近36%,从而获得了更加致密的涂层,能够提高叶片的使用寿命。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1