基板研磨系统及其方法与流程
1.以下实施例涉及一种基板研磨系统及其方法。
背景技术:
2.在制造基板时需要包括研磨、抛光及清洗在内的cmp(chemical mechanical polishing,化学机械研磨)作业。在基板的cmp作业中,需要通过研磨垫对基板的被研磨面进行研磨的工艺。cmp装置作为用于对基板的一面或两面进行研磨、抛光和清洗的构成要素,包括支撑基板的载体、使得基板表面物理磨损的研磨垫。在基板研磨过程中,在被研磨垫研磨的基板部位可供给有研磨液。
3.研磨液供给到基板和研磨垫之间,通过由研磨液颗粒和研磨垫表面凸起引起的机械性摩擦来进行基板的研磨的同时,可以通过由构成研磨液的组合物引起的化学反应来对基板的表面进行研磨。在这种情况下,通过研磨液的化学反应可诱导研磨垫的物性变化,而这种化学反应与研磨液的温度有关,最终会影响基板的研磨率。
4.以往,将研磨液存储在储罐内,对存储的研磨液的温度进行统一地调节并供给到基板,但这很难在研磨液的流动过程中改变温度或细致地对供给到研磨垫的研磨液的温度进行调节。
5.因此,实情是需要一种用于均一且细致地调节在基板研磨过程中供给的研磨液的温度的技术。
技术实现要素:
6.根据一个实施例的目的在于提供一种基板研磨系统及其方法,可在基板研磨过程中通过供给到研磨垫的研磨液来调节研磨垫的温度。
7.根据一个实施例的目的在于提供一种基板研磨系统及其方法,可通过研磨垫的温度控制,同时确保基板的研磨率上升和防止劣化效果。
8.根据一个实施例的通过研磨垫对基板进行研磨的基板研磨方法,可包括:预加热步骤,在对基板进行研磨之前,通过向研磨垫供给加热过的纯水来使得研磨垫的温度上升;以及温度控制步骤,在基板的研磨过程中,通过对向研磨垫供给的研磨液的温度进行调节来控制研磨垫的温度。
9.在预加热步骤中供给的纯水的温度可以是20℃至80℃。
10.在温度控制步骤中供给的研磨液的温度可以是0℃到80℃。
11.在研磨过程的末期,可使得研磨垫的温度降低。
12.冷却步骤可包括冷却研磨液供给步骤,向研磨垫供给具有-10℃至10℃温度的冷却过的研磨液。
13.冷却步骤可包括高流量纯水供给步骤,向研磨垫以91pm至131pm的流量供给纯水。
14.高流量纯水供给步骤可进行1秒至2秒。
15.冷却步骤可包括加压力减少步骤,使得相对于研磨垫加压基板的压力减少。
16.加压力减少步骤可以是在研磨过程中将压力减少到相当于相对于研磨垫加压基板的压力的2/3的压力的步骤。
17.根据一个实施例的基板研磨系统,可包括:供给臂,其配置于对基板进行研磨的研磨垫的上部,并形成有内部收容空间;第一加热模块,其配置于收容空间内部,在对基板进行研磨之前,为了使得研磨垫的温度上升,向研磨垫供给加热过的纯水;第二加热模块,其配置于收容空间内部,在基板的研磨过程中,为了控制研磨垫的温度,向研磨垫供给加热过的研磨液;以及冷却模块,其配置于收容空间内部,在基板的研磨过程中,为了控制研磨垫的温度,向研磨垫供给冷却过的研磨液。
18.在对基板进行研磨之前,从第一加热模块供给的纯水的温度可以是20℃至80℃。
19.在研磨过程中,从第二加热模块供给的研磨液的温度可以是0℃至80℃。
20.在研磨过程的末期,为使得研磨垫的温度降低,冷却模块可向研磨垫供给冷却过的研磨液。
21.在研磨过程的末期,从冷却模块供给的研磨液的温度可以是-10℃至10℃。
22.还可包括纯水供给模块,其在研磨过程的末期,向研磨垫以91pm至131pm的流量供给纯水。
23.纯水供给模块可以以供给1秒至2秒的纯水的形式构成。
24.在研磨过程的末期,相对于研磨垫加压基板的压力可减少。
25.在研磨过程的末期,加压基板的压力可以是在研磨过程中加压基板的压力的2/3。
26.根据一个实施例的通过研磨垫对基板进行研磨的基板研磨方法可包括:在基板的研磨过程初期,将研磨垫的温度调节至第一温度的步骤;在基板的研磨过程中期,将研磨垫的温度调节至第二温度的步骤;以及在基板的研磨过程末期,将研磨垫的温度调节至第三温度的步骤。
27.将研磨垫的温度调节至第一温度的步骤可包括通过向研磨垫供给加热过的纯水来使得研磨垫的温度上升至第一温度的步骤。
28.将研磨垫的温度调节至第二温度的步骤可包括通过调节向研磨垫供给的研磨液的温度来使得研磨垫的温度控制为第二温度的步骤。
29.将研磨垫的温度调节至第三温度的步骤可包括向研磨垫供给冷却过的研磨液的步骤。
30.将研磨垫的温度调节至第三温度的步骤可包括向研磨垫以91pm至131pm的流量供给纯水的步骤。
31.将研磨垫的温度调节至第三温度的步骤可包括使得相对于研磨垫加压基板的压力减少的步骤。
32.根据一个实施例的基板研磨系统及其方法,在基板研磨过程中,可通过供给到研磨垫的研磨液来调节研磨垫的温度。
33.根据一个实施例的基板研磨系统及其方法,可通过研磨垫的温度控制,同时确保基板的研磨率上升和防止劣化效果。
34.根据一个实施例的基板研磨系统及其方法的效果不限于以上所提及的,未提及的其他效果可以从以下记载被一般的技术人员所明确地理解。
附图说明
35.本说明书中的以下附图是对本发明的一个优选实施例的例示,与发明的详细的说明一起,起到进一步理解本发明的技术思想的作用,因此不应解释为本发明只限定于附图中记载的事项。
36.图1是示出在基板研磨过程中供给的研磨液的温度和基板研磨率的相关关系的图表。
37.图2是示出在基板研磨过程中供给的研磨液的温度和基板表面的平坦度之间的相关关系的图表。
38.图3是根据一个实施例的基板研磨系统的立体图。
39.图4是根据一个实施例的基板研磨系统的平面图。
40.图5是根据一个实施例的研磨液供给装置的透视立体图。
41.图6是根据一个实施例的加热模块的立体图。
42.图7是根据一个实施例的加热模块的平面图。
43.图8是根据一个实施例的冷却模块的立体图。
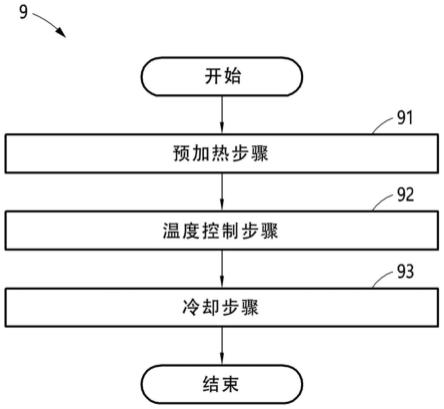
44.图9是根据一个实施例的基板研磨方法的顺序图。
45.图10是根据一个实施例的冷却步骤的顺序图。
46.标号说明
47.1:基板研磨系统
48.10:研磨液供给装置
49.w:基板
具体实施方式
50.以下,通过例示的附图对实施例进行详细的说明。在给各个附图的构成要素附加参照标号时,应注意对同一构成要素,即使在不同的图上标示,也使其尽可能具有同一标号。另外,在说明本实施例时,如果认为对相关公知构成或功能的具体说明会妨碍对实施例的理解,则省略其详细说明。
51.另外,在说明实施例的构成要素时,可以使用第一、第二、a、b、(a)、(b)等术语。这些术语只是为了将该构成要素与其他构成要素区别开来,并不因该术语而限制相关构成要素的本质或顺序或步骤等。当某个构成要素被记载为“连接”、“结合”或“接入”于其他构成要素时,应理解为该构成要素可以直接连接或接入于其他构成要素,但在各构成要素之间也可以“连接”、“结合”或“接入”有另外的构成要素。
52.对于某一个实施例中包含的构成要素和包含共同功能的构成要素,在另一个实施例中使用相同的名称进行说明。除非有相反的记载,任何一个实施例中记载的说明也可以适用于其他实施例,在重复的范围内省略具体说明。
53.以下对包括研磨液供给装置的基板研磨系统进行说明。基板研磨系统可进行基板的化学机械平坦化工艺(cmp,chemical mechanical planarization)。cmp工艺可包括通过研磨垫对基板进行物理磨损的物理研磨和利用研磨液的化学反应的化学研磨过程。
54.使用基板研磨系统的基板可以是半导体装置(semiconductor)制造用的硅晶片(silicon wafer)。基板可形成为以对金属(metal)或绝缘体层进行叠层的形式形成的多层
结构(multilayer),为了确保目标概要文件(target profile),必须通过研磨工艺实现表面的平坦化。
55.在基板的研磨过程中,可供给研磨液(slurry)。研磨液供给到基板和研磨垫之间,在对基板的表面进行物理研磨的同时,与基板表面的材料发生化学反应并形成化合物。另一方面,在基板研磨过程中,研磨液可能会对基板表面的研磨状态有密切的影响。
56.图1是示出在基板研磨过程中供给的研磨液的温度和基板研磨率的相关关系的图表,图2是示出在基板研磨过程中供给的研磨液的温度和基板表面的平坦度之间的相关关系的图表。
57.参照图1,可确认研磨液的温度与基板的研磨率(rr,remove rate)有关。虽然根据研磨液种类的不同,研磨率数值也有差异,但可确认的是到一定温度,随着研磨液的温度增加,基板研磨率也随之增加。另外,当超过一定温度时,可确认的是基板研磨率保持在一定范围内。因此,可理解为若在基板的研磨过程中供给一定温度以上的研磨液,则可提高基板研磨率。基板研磨率的增加可缩短到目标厚度为止的基板磨损时间,从而最终可减少基板研磨所需的时间。
58.参照图2,可以确认的是在基板研磨过程中供给的研磨液的温度与基板表面的平坦度有关。虽然根据研磨液种类的不同,对温度范围的不均匀数值也存在差异,但可以确认的是在特定的研磨液温度范围内基板表面的不均匀度较低。通常,在研磨多层图层的过程中,由于构成图层的物质的差异,可能会发生特定部分凹陷的凹陷(dishing)现象。因此,对在基板的研磨过程中供给的研磨液温度进行调节时,最小化基板表面凹陷的发生,从而可使得基板的表面不均匀度大大减少,并使得基板的质量提高。
59.图3是根据一个实施例的基板研磨系统的立体图,图4是根据一个实施例的基板研磨系统的平面图。
60.参照图3和图4,根据一个实施例的基板研磨系统1可对基板w进行研磨。基板研磨系统1可通过在基板w研磨过程中供给的研磨液来调节基板w的研磨工艺温度,并使得基板w的研磨率和研磨均匀度提高。基板研磨系统1可包括载体头12、研磨平板11、调节器13及研磨液供给装置10等。
61.载体头12可对基板w进行抓取。载体头12在抓取基板w的状态下将基板w加压于后述的研磨垫111,从而可对基板w进行研磨。载体头12可以在抓取基板w的状态下进行旋转。如图3所示,载体头12可以以垂直于基板w面的轴为中心旋转。载体头12可以在平行于基板w面的平面上沿第一方向和垂直于第一方向的第二方向移动。因此,可根据载体头12的移动来调节基板w在研磨垫111的上部的位置。
62.研磨平板11可与被载体头12抓取的基板w相接触,并对基板w进行研磨。研磨平板11可包括旋转台112和研磨垫111。
63.旋转台112可以以垂直于地面的轴为中心旋转。在旋转台112的上部可设置有研磨垫111。研磨垫111在表面可形成有凹槽(groove)。研磨垫111可具有大于基板w的面积。在研磨基板w的过程中,基板w可与研磨垫111的局部地点相接触。以下,为了便于说明,将与基板w相接触的研磨垫111部位称为研磨部位。
64.调节部13可对研磨垫111的表面进行调节。随着研磨的进行,研磨垫111的表面可能会受到磨损,例如,在研磨垫111表面形成的凹槽会变平坦。由于凹槽的磨损降低了基板w
的研磨效率,因此调节器13可通过削去研磨垫111的表面的再生化作业进行复原,使得研磨垫111的表面具有充分的粗糙度。调节器13可包括与研磨垫111相接触的调节器垫和使调节器垫相对于研磨垫111旋转的调节器头。
65.研磨液供给装置10可向研磨垫111喷射研磨液。研磨液供给装置10可通过控制在基板w的研磨过程中喷射到研磨垫111的研磨液的温度来调节研磨垫111的温度。换句话说,研磨液供给装置10可通过研磨液来调节基板w的研磨工艺温度。
66.图5是根据一个实施例的研磨液供给装置10的透视立体图,图6是根据一个实施例的加热模块102的立体图,图7是根据一个实施例的加热模块102的平面图,图8是根据一个实施例的冷却模块103的立体图。
67.参照图5至图8,根据一个实施例的研磨液供给装置10可包括旋转部104、供给臂101、加热模块102及冷却模块103。
68.旋转部104可配置于研磨垫111外侧。旋转部104可具有垂直于研磨垫111面的长度方向。供给臂101配置于研磨垫111的上部,并可向研磨垫111供给研磨液。供给臂101一侧连接到旋转部104,以可旋转的形式连接到旋转部104,从而可以在研磨垫111的上部进行摆动动作。供给臂101可包括内部收容空间。在收容空间内部可配置有后述的加热模块102和冷却模块103。
69.供给臂101可包括构成收容空间底面的支撑板和配置于收容空间内并与支撑板以一定距离隔开的固定板。在这种情况下,冷却模块配置于固定板的下侧,并且在固定板的上面可分别配置有多个加热模块。
70.另一方面,如下所述,多个加热模块和冷却模块独立地对研磨液的温度进行调节并排出,各加热模块和冷却模块可连接有用于流动排出的研磨液的排出管。在这种情况下,在支撑板可形成以开放的形式形成的开放口,以便排出管能够向供给臂101外部凸出,并且在开放口的下侧可形成有供向外部凸出的排出管的端部插入固定的排出管固定部。在排出管固定部可形成有供排出管插入的插孔。
71.加热模块102可配置于供给臂101内部。加热模块102可对供给到内部的研磨液进行加热,并将加热过的研磨液通过供给臂101喷射到研磨垫111。在供给臂101内部可设置有多个加热模块102。在这种情况下,通过多个加热模块102可将研磨液或纯水加热并供给到研磨垫111。例如,在多个加热模块102中的至少一个可分为研磨液加热模块和备用加热模块,其中,研磨液加热模块对研磨液进行加热后排出,备用加热模块对纯水(去离子水,deionized water)进行加热后供给到研磨垫111。多个加热模块102以相同的结构形成,各个加热模块102可单独地获得流体的供给并进行加热,并将加热过的流体分别向供给臂101的外部排出。经过各个加热模块102的流体的温度可单独地设定。
72.加热模块102可包括外壳1021、加热器1026、加热传感器、温度传感器1024及温度控制部。
73.外壳1021可以在内部形成有流路。在外壳1021的外面可分别形成有与在内部形成的流路相连通的流入口1022和排出口1023。通过流入口1022供给到外壳1021内部的流体在流过外壳1021内部的流路后,可通过排出口1023排出到外壳1021外部。在流入口1022和排出口1023分别连接有供给管和排出管,通过供给管可向加热模块102内部供给加热对象流体,并且通过排出管排出流经加热模块102的流体。
74.加热器1026可对流经流路的流体进行加热。加热器可包括发热元件,其安装在外壳1021内部并直接对流路进行加热。相反,如图7所示,加热器1026可包括加热流路,其与外壳1021的流路相连通,在这种情况下,流经外壳1021的流路的流体流经加热流路的同时可被加热。例如,在外壳内部形成的流路可包括:第一加热流路,其一侧与流入口相连接,另一侧与加热流路的入口相连接;第二加热流路,其一侧与加热流路的出口相连接,另一侧与排出口相连接。
75.加热传感器可检测加热器1026的温度。加热传感器可防止加热器过热而损坏加热模块102。
76.温度传感器1024安装于排出口周围,可检测通过排出口1023排出的流体的温度。通过排出口1023排出到外壳1021外部的流体被直接喷射到研磨垫111,因此通过温度传感器可实时检测喷射到研磨垫111的流体的温度。另一方面,在与排出口相邻的流路部位,可形成与外壳的外部相连通的温度测量器,在这种情况下,温度传感器可以是安装在形成有温度测量器的外壳的外面的双金属(bi-metal)温度传感器。
77.温度控制部可以基于温度传感器检测出的流体的温度来控制加热器的运转。因此,可对通过排出口排出到研磨垫111的流体的温度进行调节。
78.冷却模块103可配置于供给臂101的收容空间内部。冷却模块103可在获得研磨液的供给后对其进行冷却,并将冷却过的研磨液通过供给臂101喷射到研磨垫111。
79.冷却模块103以独立于加热模块102的形式获得研磨液的供给并可排出至供给臂101外部。冷却模块103可包括冷却外壳1031、第一流路(未示出)、第二流路(未示出)及热交换部(未示出)。
80.冷却外壳1031可形成冷却模块103的外观。在外壳1021可形成彼此分离的第一流路和第二流路。研磨液和冷却水可通过第一流路和第二流路分别流动。在外壳1021外部可分别形成与第一流路相连接的第一流入口1032及第一排出口1033,与第二流路相连接的第二流入口1034和第二排出口1035。
81.研磨液通过第一流入口1032供给到冷却外壳内部,在沿第一流路流动后,可通过第一排出口1033排出到外壳1021外部。在第一排出口1033可连接有用于使得冷却过的研磨液流动到研磨垫111的排出管。同样,冷却水可通过第二流入口1034供给到冷却外壳内部,并在沿第二流路流动后,通过第二排出口1035排出到外壳1021外部。
82.在外壳1021内部可设置有热交换部。热交换部可包括,例如,帕尔贴元件。热交换部可以在沿第一流路流动的研磨液和沿第二流路流动的冷却水之间进行热交换。热交换部可使得热量从沿第一流路流动的研磨液向沿第二流路流动的冷却水方向移动。因此,流经第一流路的研磨液可以在温度降低的状态下排出到研磨垫111。
83.另一方面,用于排出研磨液的排出管可分别连接到各个加热模块102和冷却模块103,在供给臂101可形成有沿研磨垫111方向固定多个排出管的端部的排出管固定部。
84.根据上述结构,研磨液供给装置10可通过加热模块102和冷却模块103的运转,将不同温度的研磨液供给到研磨垫111,从而选择性地调节研磨垫111的温度。因此,研磨液供给装置10可通过调节研磨垫111的温度来调节在研磨基板w的过程中适用于基板w的最佳工艺温度。
85.特别是,在进行基板w的研磨之前,研磨液供给装置10通过加热模块102将加热过
的纯水喷射到研磨垫111,在基板w的研磨开始时将研磨垫111的温度调节到最佳范围内,从而可以提高基板w的研磨率和研磨均匀度。特别是,由于通过研磨液供给装置10直接将调节好温度的研磨液供给到研磨垫111,因此可以使得研磨液的流动过程中研磨液的温度变化最小化。
86.以下,对根据一个实施例的基板研磨方法进行说明。在说明基板研磨方法时,省略了与上述说明的记载重复的记载。
87.基板研磨方法可通过将基板加压于研磨垫来对基板进行研磨。基板研磨方法可通过供给到研磨垫的研磨液温度来有效地调节基板的研磨工艺温度。
88.基板研磨方法可包括预加热步骤、加热步骤及冷却步骤。
89.在预加热步骤中,可通过将加热过的纯水供给到研磨垫来提高研磨垫的温度。预加热步骤是在基板被研磨之前进行的,可对研磨垫进行预热。因此,在随后的基板研磨过程中,可缩短研磨垫的温度到达最佳范围的时间。
90.在加热步骤,可通过将加热过的研磨液供给到研磨垫来使研磨垫的温度位于设定的温度范围内。加热步骤可以在基板研磨过程中进行。通过加热步骤供给的研磨液,可达到基板研磨所需的最佳工艺温度。加热步骤可提高基板研磨工艺间的研磨率,从而缩短达到目标概要文件的基板研磨时间,最终可提高基板研磨工艺的生产率。
91.冷却步骤是通过在加热步骤之后将冷却过的研磨液供给到研磨垫来将研磨垫的温度减小到设定的范围温度。在基板研磨工艺的后半步骤,由于多层图层的物质差异,在基板表面可能会发生凹陷现象,在降低研磨工艺的温度时,通过最小化凹陷现象的发生来提高基板表面的研磨均匀度,并且最终提高基板的收率。
92.图9是根据一个实施例的基板研磨方法的顺序图,图10是根据一个实施例的冷却步骤的顺序图。
93.以下,参照图9和图10,对根据一个实施例的基板研磨方法9进行说明。在说明基板研磨方法9时,省略与前面说明的记载重复的记载。基板研磨方法9可通过上述的基板研磨系统来进行。
94.以下说明的基板的研磨过程可以是一个广义的概念,不仅包括使得基板在研磨垫摩擦的直接研磨过程,还包括准备研磨的过程和结束研磨的过程。例如,研磨过程可包括研磨过程初期、研磨过程中期及研磨过程末期。例如,研磨过程初期可包括以使得基板直接在研磨垫摩擦的形式进行研磨之前的准备研磨的过程。例如,研磨过程中期可包括使得基板直接在研磨垫摩擦的过程。例如,研磨过程中期可包括主抛光过程。例如,研磨过程末期可包括结束研磨的过程。例如,研磨过程末期可包括主抛光过程之后再进一步研磨基板的超抛光过程。例如,研磨过程末期可包括降低研磨速度或降低研磨压力的过程。
95.根据一个实施例的研磨基板方法9可包括预加热步骤91、温度控制步骤92及冷却步骤93。
96.预加热步骤91可以是通过将加热过的纯水供给到研磨垫来提高研磨垫温度的步骤。预加热步骤91可在研磨过程初期进行。例如,预加热步骤91可在研磨基板之前进行。在研磨过程初期,研磨垫的温度可调节为第一温度。例如,从预加热步骤91供给的纯水的温度可以是20℃至80℃。预加热步骤91可借助于第一加热模块进行。换句话说,第一加热模块可在研磨基板之前将加热过的纯水供给到研磨垫,以提高研磨垫的温度。通过上述预加热步
骤91,可对研磨垫进行预热。因此,在随后的基板研磨过程中可缩短研磨垫的温度达到最佳范围的时间。
97.温度控制步骤92可以是通过调节供给到研磨垫的研磨液温度来控制研磨垫温度的步骤。温度控制步骤92可在基板研磨过程中进行。例如,温度控制步骤92可在研磨过程中期进行。例如,温度控制步骤92可在基板的主抛光过程中进行。在研磨过程中期,研磨垫的温度可调节为第二温度。第二温度可以与第一温度不同。例如,温度控制步骤92中供给的研磨液温度可以是0℃至80℃。在温度控制步骤92中,为了增加研磨垫的温度,可供给温度高于当前研磨垫的温度的研磨液,或者为了降低研磨垫的温度,可供给温度低于当前研磨垫温度的研磨液。温度控制步骤92可借助于第二加热模块和冷却模块进行。换句话说,第二加热模块可将加热过的研磨液供给到研磨垫,以控制基板的研磨过程中研磨垫的温度,冷却模块可将冷却过的研磨液供给到研磨垫,以控制基板的研磨过程中研磨垫的温度。第二加热模块和冷却模块可相互联动并进行控制以便达到目标温度。根据上述温度控制,可缩短基板的研磨工艺时间,并且可最小化凹陷现象的发生。
98.冷却步骤93可以是减少研磨垫温度的步骤。冷却步骤93可在研磨过程的末期进行。例如,冷却步骤93可在基板的超抛光过程中进行。在研磨过程末期,研磨垫的温度可调节为第三温度。第三温度可以与第一温度或第二温度不同。例如,第三温度可以低于第二温度。
99.冷却步骤93可包括冷却研磨液供给步骤931、高流量纯水供给步骤932及加压力减少步骤933中的至少任意一个步骤。
100.冷却研磨液供给步骤931可以是将温度在-10℃至10℃的冷却过的研磨液供给到研磨垫的步骤。例如,冷却过的研磨液可具有约0℃的温度。冷却研磨液供给步骤931可借助于冷却模块进行。换句话说,冷却模块可将冷却过的研磨液供给到研磨垫,以降低在基板的研磨过程末期的研磨垫的温度。通过冷却研磨液供给步骤931将冷却过的研磨液供给到研磨垫,从而可降低研磨垫的温度。
101.高流量纯水供给步骤932可以是以高流量将纯水供给到研磨垫的步骤。例如,纯水可以以91pm至131pm的流量供给。例如,纯水可以以约111pm的流量供给。高流量纯水供给步骤932可进行1秒至2秒。例如,高流量纯水供给步骤932可在超抛光过程的初期进行1秒至2秒。高流量纯水供给步骤932可借助于纯水供给模块进行。换句话说,纯水供给模块在研磨过程末期可以以91pm至131pm的流量向研磨垫供给纯水。另一方面,纯水供给模块可以与第一加热模块是相同的构成,而不是单独的构成。如上所述,当将高流量的纯水供给到研磨垫时,研磨垫的温度会急剧下降。
102.加压力减少步骤933可以是使得相对于研磨垫加压基板的压力减少的步骤。例如,使得设置在载体头的膜的各腔室的压力减少,从而可减少加压力。例如,加压力减少步骤933可以是在研磨过程(例如,主抛光过程)中将压力减少到相当于相对于研磨垫加压基板的压力的2/3的压力的步骤。如上所述,当使得施加到基板的压力减少时,可降低研磨垫的温度。
103.冷却研磨液供给步骤931、高流量纯水供给步骤932及加压力减少步骤933可同时或单独进行。例如,在研磨过程末期的初期,可进行高流量纯水供给步骤932,之后也可以进行冷却研磨液供给步骤931及加压力减少步骤933。通过冷却步骤93可使得研磨过程末期研
磨垫的温度降低,从而提高研磨均匀度和平坦度。
104.如上所述,虽然通过有限的图对实施例进行了说明,但如果是在相关技术领域具有一般知识的人,可以以上述记载为基础进行多种修改和变形。例如,即使说明的技术按照与说明的方法不同的顺序进行,以及/或者说明的结构、装置等构成要素以与说明的方法不同的形态结合或组合,或者被其他构成要素或均等物替换或置换,都可以取得适当的结果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1