一种低屈强比低合金高强度钢板的生产方法与流程
1.本发明属于冶金技术领域,涉及一种强度级别为550mpa,屈强比≤0.85的低合金高强钢板的生产方法。
背景技术:
2.随着建筑行业的发展,建筑功能的增加,钢结构建筑占新建建筑物的比例越来越高,建筑用钢板的强度级别也越来越高。建筑用钢板从十年前主要以q235gj,q345gj级别的高建刚,已经逐渐过渡到q420gj,q460gj级别的建筑用钢,并且q460gj级别的高建钢最大厚度到了100mm以上。在确保建筑物功能的前提下,继续对钢结构建筑进行减重,必须要设计并使用q500gj级别以上的高建钢,这是建筑行业发展的必然趋势。
3.目前高建钢gb/t19879-2015中已经对q500gj级别以上的高建钢进行了标准设计,但是受限于低屈强比高强度低合金钢板的技术发展,目前并无规模的应用。为实现低屈强比高强度高建钢q550gj的推广应用,本专利特别设计的一种采用tmcp方式生产交付的低屈强比超高强q550gj,以满足建筑行业对于更高强度高建钢的需求。
4.中国专利cn201510403905.8
ꢀ“
一种v-n微合金化q550级别中厚钢板及其制备方法”公开了一种利用vn微合金化细化晶粒,从而提高钢板强度和冲击韧性的方法,其特征在于,化学组成按重量百 分比为:c:0.06~0.12%,mn:1.20~2.00%,si:0.10~0.50%,s:0.002~0.01%, p:0.003~0.01%,al:0.01~0.05%,v:0.06~0.15%,n:0.01~0.02%,余量为fe 和其他不可避免的杂质;所述钢板厚度为20~50mm。此专利利用细小的vn细化晶粒,从而利用针状铁素体组织来实现q550级别中厚板的生产。但是此专利所述成分加入大量n元素,在实际连铸坯生产过程中,n元素与钢种的al元素等结合并偏聚在晶界,降低奥氏体晶界强度,极易形成横向裂纹,不仅带来极大的板坯修磨量与判废量,板坯也因此不能进行热装热送,必须进行表面检查及清理。因此该专利并不适合连铸坯的使用,也无法向本专利一样实现板坯热装热送。
5.中国专利cn201410725954.9
ꢀ“
一种v-n-cr微合金化的q550级别热轧带钢及其制备方法”, c:0.05~0.15%,mn:1.5~2.0%,si:0.10~0.50%,s:0.002~0.005%,p:0.005~0.015%,al:0.01~0.05%,v:0.06~0.15%,n:0.008~0.020%,cr:0.10~0.30%,余量为fe和其他不可避免的杂质,所述热轧带钢的组织为细晶的多边形铁素体、针状铁素体及粒状贝氏体,涉及一种通过v-n-cr微合金化生产2.5-20mm的q550级热轧带钢生产。此生产方案仅限于带钢的轧制,现于生产设备的不同,其轧制工艺与厚度与中板生产均有区别,无法像本专利一样生产20-40mm厚q550gj。
6.中国专利cn201410725954.9
ꢀ“
一种q550级抗震钢和用炉卷轧机生产q550级抗震钢的方法”, c0.05~0.15wt%、si0.20~0.35wt%、mn1.00~1.90wt%、s≤0.030wt%、p≤0.030wt%、nb0.045~0.10wt%、v0.05~0.12wt%、ti0.08~0.20wt%、n≤0.015wt%、als0.02~0.06wt%,其余为fe及其它杂质;其采用炉卷轧机轧制10-50mm厚q550级低屈强比钢板,但是其生产技术是建立在炉卷轧机的轧制工艺之上,对于中厚板轧机,并不适用。
技术实现要素:
7.本发明的目的是提供一种低屈强比低合金高强度钢板的生产方法,利用钢厂先进的轧制设备,通过成分优化设计,精确控制过程工艺参数,采用tmcp工艺生产出低屈强比q550gj建筑用钢板。
8.本发明通过以下技术方案来实现:一种低屈强比低合金高强度钢板的生产方法,钢的生产工艺路线为冶炼—连铸—轧制快速冷却—精整,钢板厚度为10~40mm,钢的化学成分质量百分比为c=0.09~0.18,si=0.15~0.40,mn=1.2~1.7,p≤0.012,s≤0.002,cr=0.15~0.8,nb=0.3~0.5,v=0.3~0.8,ti=0.01~0.03,cu=0.1~0.25,al=0.03~0.08,余量为fe和不可避免的杂质;包括以下工艺步骤:(1)冶炼:采用bof-lf-rh生产工艺路径,转炉冶炼控制o≤800ppm,精炼lf炉炉渣cao/sio2≥2.5,搅拌脱硫;控制过程al≤0.035%,出站前钙处理;rh炉生产采用深脱气工艺,真空处理总时间≥10min。
9.(2)连铸:过热度控制在6~20℃,恒拉速浇铸,二次冷却采用弱冷,比水量≤0.3l/kg。
10.(3)轧制:采用热装热送,600℃以上装炉,保温温度1180℃~1220℃;采用二阶段轧制,粗轧开轧温度≥1000℃,轧到目标厚度2倍以上厚度,最后三道次累计压下率≥50%,二阶段开轧温度860℃~900℃。
11.(4)快速冷却:材料轧后不马上进行快速冷却,先在辊道上空冷时间30~60s,然后采用层流冷却,冷却速度8~20℃/s,冷却至500~580℃后入垛缓冷,缓冷至室温后进行火切工。
12.本发明适用于40mm以下q550gj板生产,拥有较低的屈强比,优异的焊接性能,良好的抗层状撕裂性能。
13.本发明的突出特点,采用低过热度钢水浇铸,连铸二次冷却弱冷,实现连铸坯采用gb/t 226-2015的冷酸腐蚀方式进行腐蚀,yb/t 4003-2016连铸板坯低倍缺陷评级图评定中心偏析为c类0.5或c类1.0或c类1.5;采用tmcp+弛豫工艺生产550mpa级别低屈强比高强板,工艺流程简单,钢水纯净度高,钢板表面质量优良,适合大批量生产。
附图说明
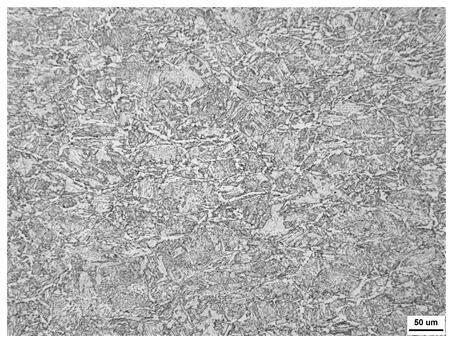
14.图1为40mmq550gj钢板的组织金相图。
具体实施方式
15.下面结合实施例对本发明之成分控制范围、最佳实施方式等主要内容作进一步说明:冶炼实例1:转炉冶炼一次命中,终点控制c=0.06%,终点氧含量o=670ppm,lf炉渣cao/sio2=2.6,过程最大铝含量al= 0.025%,出站前al合金化。rh炉真空处理时间11min,测得残余h=1.5ppm。连铸采用180mm厚生产断面,过热度12~15℃,全程拉速1.1m/min,比水量=0.3l/kg。轧制采用热装热送,8h以内装炉,热装温度670℃,加热炉保温段心部温度1205℃。保温20后开轧,粗轧开轧温度1050℃,最后三道次累计压下率58%,中间坯厚度35mm,粗轧开轧温
度940℃,轧成10mm厚。材料轧后不马上进行快速冷却,先在辊道上空冷30s,然后进入mulpic层流冷却,返红温度580℃,冷速约15℃/s。热矫后入垛缓冷。
16.冶炼实例2:转炉冶炼一次命中,控制c=0.05%,终点o含量770ppm,lf炉渣cao/sio2=2.5,过程最大al含量0.023%,出站前al合金化。rh炉真空处理时间11min,测得残余h=1.4ppm。连铸采用180mm厚生产断面。过热度13~18℃,全程拉速1.1m/min,比水量≤0.3l/kg。轧制采用热装热送,8h以内装炉,热装温度655℃,加热炉保温段心部温度1215℃,保温20min后开轧,粗轧开轧温度1050℃,最后三道次累计压下率57%,中间坯厚度60mm,粗轧开轧温度930℃,轧成20mm厚。轧后不马上进行快速冷却,先在辊道上空冷40s,然后进入mulpic层流冷却,返红温度565℃,冷速12℃/s。热矫后入垛缓冷。
17.冶炼实例3:转炉冶炼一次命中,控制c=0.05%,终点氧含量o=740ppm,lf炉渣cao/sio2=2.7,过程最大al含量0.026%,出站前al合金化.rh炉真空处理时间12min,测得残余h=1.4ppm。连铸采用220mm厚生产断面,过热度12℃~15℃,全程拉速1.0m/min,比水量≤0.28l/kg。轧制采用热装热送,8h以内装炉,热装温度670℃,加热炉保温段心部温度1210℃,保温20min后开轧,粗轧开轧温度1030℃,最后三道次累计压下率59%,中间坯厚度80mm,粗轧开轧温度920℃,轧成30mm厚。轧后不马上进行快速冷却,先在辊道上空冷50s,然后进入mulpic层流冷却,返红温度530℃,冷速约10℃/s。热矫后入垛缓冷。
18.冶炼实例4:转炉冶炼一次命中,终点c=0.07%,终点氧含量o=465ppm,lf炉渣cao/sio2=2.6,过程最大al含量al=0.028%,出站前al合金化,rh炉真空处理时间11min,测得残余h=1.3ppm。连铸采用260mm厚生产断面,过热度10℃~14℃,全程拉速0.9m/min,比水量≤0.27l/kg。轧制采用热装热送,8h以内装炉,热装温度705℃,加热炉保温段心部温度1190℃,保温20min后开轧,粗轧开轧温度1030℃,最后三道次累计压下率56%,中间坯厚度90mm,粗轧开轧温度910℃,轧成80mm厚。轧后不马上进行快速冷却,先在辊道上空冷60s,然后进入mulpic层流冷却,返红温度505℃,冷速约8℃/s。热矫后入垛缓冷各冶炼实例的化学成分控制如表1,钢的检测性能见表2。
19.表1实例控制钢的化学成分(wt%) 表2实例钢的各项检测性能
ꢀ
从表2 可看出,本发明可以生产40mm以下强度以及韧性都满足gb/t19879的低屈强比高强度高建钢q550gj。各厚度钢板性能稳定,屈强比合理。由于钢板中不含贵重的ni,mo等元素,通过tmcp方式生产,流程短,成本低,适合该规格高强高建钢的推广。
20.从图1可以看出,钢板tmcp以后,组织为铁素体+贝式体组织,组织细小均匀。具有较低的屈强比以及较高的强度,低温韧性也能满足q550gje的要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1