一种具有PCBN刀片自定位夹持检测功能的刀具磨床的制作方法
一种具有pcbn刀片自定位夹持检测功能的刀具磨床
技术领域
1.本发明涉及刀具磨床技术领域,具体为一种具有pcbn刀片自定位夹持检测功能的刀具磨床。
背景技术:
2.近年来,随着新材料的不断发现,机械加工行业迅速发展。为了提高金属加工质量,通过使用pcbn(聚晶立方氮化硼)刀具进行金属加工,pcbn刀具对高硬度材料具有良好的切削性能,并且寿命是常规刀具的三倍左右,尤其是cbn(高密度立方氮化硼)含量在80%~90%左右的刀片,具有良好的导热性能,避免切削积热。但是,由于pcbn刀具自身硬度较大,使得pcbn刀片不方便打磨加工。
3.此外,现有pcbn刀片在打磨时,磨砂轮对刀具挤压力较大,应力集中,在通过刀具中心孔对刀具进行定位时,容易造成局部变形,影响成品质量。在磨削时,pcbn刀片对磨砂轮损耗影响较大,降低刀片磨削效率,需要频繁更换磨砂轮,否则,一旦磨砂轮局部磨砂粒脱落严重,会影响整体打磨精度,在进行粗磨和精磨时需要更换不同的磨砂轮进行打磨,影响打磨效率。
技术实现要素:
4.本发明的目的在于提供一种具有pcbn刀片自定位夹持检测功能的刀具磨床,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:
6.一种具有pcbn刀片自定位夹持检测功能的刀具磨床,包括固定装置、夹持装置、调节装置、冷却装置、驱动装置和磨砂轮,固定装置和冷却装置连接,夹持装置和调节装置连接,固定装置和驱动装置连接,驱动装置和夹持装置传动连接,调节装置和驱动装置传动连接,冷却装置和调节装置管道连通,驱动装置和调节装置传动连接,驱动装置和磨砂轮传动连接,磨砂轮沿周向分别设有第一磨面和第二磨面,第一磨面为粗磨面,第一磨面磨砂粒度比第二磨面磨砂粒度粗,驱动装置包括旋转电机和导向座,旋转电机输出端和磨砂轮端面紧固连接,旋转电机外框和导向座紧固连接,固定装置包括工作台和支撑架,支撑架下端和工作台上侧紧固连接,支撑架和夹持装置活动连接,工作台上设有导向滑槽,导向座和导向滑槽滑动连接。
7.固定装置为主要的安装基础,便于对其他装置进行支撑固定,通过冷却装置对磨削过程进行降温,防止磨削积热,温度过高影响磨削效率,通过夹持装置对刀具中心孔进行水平向夹持,进行受力分散,防止磨削过程中挤压使中心孔内壁发生形变,通过调节装置对冷却装置输出的冷却液进行流通调节,从而对磨削粒子进行分层过滤,防止在大颗粒磨削粒子出现在精磨过程中,从而破坏表面磨削质量,驱动装置为主要的动力源,控制夹持装置转动,并调节磨砂轮和刀具的相对距离,从而进行多角度打磨,在磨砂轮上分别设有第一磨面和第二磨面从而对刀具进行粗磨和精磨,避免不同工序更换不同粒度的磨砂轮,提高打
磨效率,通过步进控制,调节打磨面和刀片的相对距离,在进行粗磨时,使第一磨面对pcbn刀片进行打磨,在进行精磨时,使第二磨面对pcbn刀片进行打磨,通过旋转电机驱动磨砂轮转动打磨,通过导向座带动磨砂轮沿导向滑槽移动,从而控制磨砂轮和pcbn刀片的相对距离,防止磨削过量。
8.进一步的,驱动装置包括调节电机,调节电机外框和工作台紧固连接,夹持装置包括夹持盘、夹持块和传动轴,调节电机输出端和传动轴传动连接,支撑架上设有回转槽,夹持盘和回转槽转动连接,回转槽下侧设有通孔,传动轴一端穿过支撑架通孔,传动轴上端和夹持盘传动连接,夹持盘中间设有传动腔,沿传动腔周向设有四个导向槽,相邻导向槽在同一平面上垂直,夹持块和导向槽滑动连接,夹持块远离传动腔一端设有夹持弧面,夹持弧面朝向刀具中心孔壁面,对称布置的两个夹持块靠近传动腔通过传动弹簧连接,夹持块两侧设有传动块,传动块置于传动腔内,传动块上设有传动斜面,相邻夹持块通过传动斜面传动连接。
9.调节电机为夹持装置的角度偏转动力源,通过传动轴进行传动,传动轴带动夹持盘转动,从而进行角度偏转,便于加工弧形pcbn刀片,支撑架通过回转槽对夹持盘进行回转支撑,夹持盘通过导向槽对夹持块进行导向,在进行刀具夹持时,将夹持块外侧抵在刀具中心孔壁面上,通过传动使中心孔壁面受力均匀性能,通过四向夹持,在进行打磨时,靠近磨砂轮一端的夹持块和刀具中心孔壁面受力最大,产生位移,通过传动弹簧进行传动,使远离磨砂轮一端和夹持块对刀具中心孔壁面进行反向挤压,从而保证直线上受力均匀,防止局部应力集中,造成形变,影响成品质量,靠近磨砂轮的夹持块通过两侧的传动块进行传动,从而带动两侧的夹持块向外扩张,对垂直方向的刀具中心孔壁面进行夹持,进行应力分散,使中心孔周向受力平衡,当磨削挤压力过大时,使刀具中心孔壁面避免应力集中,两个传动弹簧位于不同层高,避免运动干涉,传动块组成环状,提高传动效率。
10.进一步的,冷却装置置于工作台上,冷却装置包括储液箱、集液泵、泄压管、泄压板和开度弹簧,储液箱和工作台紧固连接,储液箱上设有循环槽,循环槽内装有冷却液,储液箱上设有安装槽,集液泵外框和安装槽紧固连接,安装槽侧边和上侧分别开设有通孔,集液泵进口端通过安装槽侧边通孔和循环槽连通,集液泵出口端穿过安装槽上侧通孔,泄压管和集液泵出口端连通,泄压管弧形设置,泄压管上设有泄压槽,泄压板通过开度弹簧和泄压槽滑动连接。
11.通过工作台对储液箱进行安装,储液箱位于磨削加工工位下方,通过上侧开口设置,对冷却液直接进行回收,循环槽对冷却液进行循环储存,通过安装槽对集液泵进行安装,集液泵对冷却液进行加压,使冷却液泵送到磨削工位,通过泄压管进行导流,通过泄压槽进行泄压,保持管内压力,从而对不同粒径的磨削粒子进行筛分,在进行粗磨时,pcbn刀片粗糙度较大,磨砂轮吃刀量大,磨砂轮和pcbn刀片间磨削热量大,使泄压管内单位时间通过的冷却液流量增大,冷却液流动携带的动能较大,对泄压板进行冲击,使开度弹簧拉伸,从而使泄压槽的泄压截面减小,将较大颗粒的磨削粒子通过泄压管输送到磨削工位,进行动摩擦润滑,提高切削效率;在进行精磨时,磨砂轮吃刀量小,摩擦积热小,使泄压管出口处出水量减小,管内压力升高,动水压力转为静水压力,减小对泄压板冲击,泄压板在开度弹簧作用下回撤,使泄压槽泄压截面增大,使较大磨削粒子从泄压槽随冷却液流出,较小颗粒的磨削粒子随着冷却液进入磨削工位进行动摩擦润滑,避免破坏精磨质量,泄压管下方的
弧形弯折部进行刚性固定,降低冲击震动,通过弧形设置,进行换向,循环槽台阶式设计,增大冷却液汇流效率。
12.进一步的,泄压管上端和调节装置连通,调节装置包括调节座、节流组件和导流管,靠近磨砂盘一侧的夹持块为主夹持块,其他三个夹持块为辅助夹持块,主夹持块一侧和调节座紧固连接,主夹持块朝向刀具中心孔一侧设有卡槽,节流组件包括换热片、膨胀气囊和开度板,调节座和主夹持块紧固连接,换热片置于主夹持块的卡槽内,换热片远离主夹持块一侧朝向刀具中心孔壁面,换热片上端置于膨胀气囊内,调节座上设有调节槽,膨胀气囊置于调节槽内,调节槽两侧壁面设有凹槽,开度板两侧设有回转凸块,开度板通过回转凸块和凹槽转动连接,膨胀气囊和开度板下端传动连接,调节槽上侧设有流道,调节槽朝向流道一侧开口设置,泄压管远离集液泵一端和流道连通,流道远离泄压管一端和导流管连通,导流管末端朝向待加工磨面。
13.通过调节装置进行泄压管管内压力调节,靠近磨砂盘的夹持块为主夹持块,和磨砂盘相向布置,在进行磨削时,磨砂盘对pcbn刀片进行挤压,从而使刀具中心孔壁面挤压主夹持块,通过三个辅助夹持块进行应力分散,防止局部形变,造成轴线偏移,主夹持块通过卡槽对换热片进行固定,使换热片和刀具紧密贴合,提高传热效率,根据粗磨和精磨产生的磨削热,通过换热片进行换热,对膨胀气囊内部压缩气体进行加热,压缩气体受热膨胀,调节槽对膨胀气囊进行单边固定,膨胀气囊靠近开度板一侧输出位移,带动开度板沿回转凸块转动,从而调节流道局部过流面积,调节泄压管进、出口水量差值,使泄压管内部水压增大,便于泄压管内进行磨削粒子筛分,提高磨削质量。
14.进一步的,驱动装置还包括驱动电机,驱动电机外框和工作台紧固连接,驱动电机输出端设有丝杠螺母副,丝杠螺母副包括丝杠和螺母,驱动电机输出端和丝杠传动连接,丝杠两端通过支柱和工作台连接,螺母和导向座传动连接。
15.通过驱动电机输出转矩,并通过丝杠螺母副将转矩转为位移,并通过螺母输出,螺母带动导向座移动,通过步进控制,在进行粗磨时,通过控制导向座移动使第一磨面对pcbn刀片进行打磨,提高打磨效率,在进行精磨时,通过导向座移动控制第二磨面对pcbn刀片进行打磨,防止第一磨面破坏刀片表精度,影响磨削质量。
16.进一步的,调节装置还包括检测组件,检测组件和回转轴传动连接,检测组件包括转盘、感应线圈和导向弹簧,转盘上设有通孔,转盘和回转轴传动连接,转盘上设有检测槽,感应线圈和导向弹簧分别置于检测槽两端,感应线圈位于检测槽靠近回转轴一端,导向弹簧一端和检测槽壁面紧固连接,导向弹簧靠近感应线圈一端设有磁铁芯,磁铁芯远离导向弹簧一端插入感应线圈内。
17.通过回转轴带动检测组件转动,使转盘沿回转轴轴线做定轴转动,通过检测槽对感应线圈进行固定,对导向弹簧进行单向固定,使磁铁芯在离心作用下滑动,对导向弹簧进行压缩,感应线圈做切割磁感线运动,在进行粗磨时,第一磨面和pcbn刀片摩擦阻力大,在额定功率下,摩擦大使摩擦轮转速降低,磁铁芯获得的离心力减小,滑动的位移减小,感应线圈上产生的感应电流减小,通过对感应电流进行检测获得磨砂轮单位吃刀量,并对磨削质量进行实时监测,当磨削稳定后磁铁芯静止,当磨砂轮发生局部磨损后,磨粒减少,和刀片的摩擦减小,瞬时转速增加,从而带动磁铁芯继续做切割磁感线运动,产生感应电流,控制驱动电机移动,使磨砂轮向pcbn刀片一侧移动,从而提高磨削质量。
18.作为优化,回转轴沿竖直方向布置,转盘沿水平方向布置。通过回转轴对转盘进行传动,轴线重合,在离心作用下使磁铁芯移动,降低自身重力对磁铁芯移动的影响,从而提高检测精确性。
19.作为优化,安装槽侧边通孔位于冷却液底面和上层液面之间。通过大颗粒磨削粒子自身重力进行初步筛分,防止大颗粒磨削粒子进入泄压管,输送到磨削工位,影响磨削质量。
20.作为优化,泄压板为“l”形设置,泄压板上端置于泄压管内。通过l形设置,提高冷却液对泄压板的传动面积,从而提高泄压板滑动灵敏度。
21.与现有技术相比,本发明所达到的有益效果是:本发明在进行打磨时,靠近磨砂轮一端的夹持块和刀具中心孔壁面受力最大,产生位移,通过传动弹簧进行传动,使远离磨砂轮一端和夹持块对刀具中心孔壁面进行反向挤压,从而保证直线上受力均匀,靠近磨砂轮的夹持块通过两侧的传动块进行传动,从而带动两侧的夹持块向外扩张,对垂直方向的刀具中心孔壁面进行夹持,进行应力分散,使中心孔周向受力平衡,避免应力集中;通过泄压管进行导流,通过泄压槽进行泄压,保持管内压力,从而对不同粒径的磨削粒子进行筛分,在进行粗磨时,pcbn刀片粗糙度较大,磨砂轮吃刀量大,磨砂轮和pcbn刀片间磨削热量大,使泄压管内单位时间通过的冷却液流量增大,冷却液流动携带的动能较大,对泄压板进行冲击,使开度弹簧拉伸,从而使泄压槽的泄压截面减小,将较大颗粒的磨削粒子通过泄压管输送到磨削工位,进行动摩擦润滑,提高切削效率;磁铁芯在离心作用下滑动,对导向弹簧进行压缩,感应线圈做切割磁感线运动,在进行粗磨时,第一磨面和pcbn刀片摩擦阻力大,在额定功率下,摩擦大使摩擦轮转速降低,磁铁芯获得的离心力减小,滑动的位移减小,感应线圈上产生的感应电流减小,通过对感应电流进行检测获得磨砂轮单位吃刀量,并对磨削质量进行实时监测,当磨削稳定后磁铁芯静止,当磨砂轮发生局部磨损后,磨粒减少,和刀片的摩擦减小,瞬时转速增加,从而带动磁铁芯继续做切割磁感线运动,产生感应电流,控制驱动电机移动,使磨砂轮向pcbn刀片一侧移动,从而提高磨削质量。
附图说明
22.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
23.图1是本发明的总体结构示意图;
24.图2是本发明的泄压管出水量调节示意图;
25.图3是本发明的刀具中心孔夹持结构示意图;
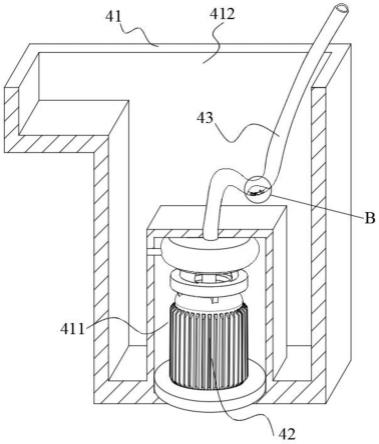
26.图4是本发明的冷却装置结构示意图;
27.图5是图4视图的局部b放大视图;
28.图6是图2视图的局部a放大视图;
29.图7是本发明的检测组件结构示意图;
30.图中:1-固定装置、11-工作台、111-导向槽、12-支撑架、121-回转槽、2-夹持装置、21-夹持块、22-夹持盘、221-导向槽、223-传动腔、23-传动块、25-传动轴、26-传动弹簧、3-调节装置、31-调节座、311-调节槽、312-流道、32-节流组件、321-换热片、322-膨胀气囊、323-开度板、33-检测组件、331-转盘、3311-检测槽、332-感应线圈、333-导向弹簧、334-磁
铁芯、4-冷却装置、41-储液箱、411-安装槽、412-循环槽、42-集液泵、43-泄压管、431-泄压槽、44-泄压板、45-开度弹簧、5-驱动装置、51-驱动电机、52-调节电机、53-旋转电机、54-丝杠螺母副、55-导向座、56-回转轴、6-磨砂轮、61-第一磨面、62-第二磨面。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明提供技术方案:
33.如图1~7所示,一种具有pcbn刀片自定位夹持检测功能的刀具磨床,包括固定装置1、夹持装置2、调节装置3、冷却装置4、驱动装置5和磨砂轮6,固定装置1和冷却装置4连接,夹持装置2和调节装置3连接,固定装置1和驱动装置5连接,驱动装置5和夹持装置2传动连接,调节装置3和驱动装置5传动连接,冷却装置4和调节装置3管道连通,驱动装置5和调节装置3传动连接,驱动装置5和磨砂轮6传动连接,磨砂轮6沿周向分别设有第一磨面61和第二磨面62,第一磨面61为粗磨面,第一磨面61磨砂粒度比第二磨面62磨砂粒度粗,驱动装置5包括旋转电机53和导向座55,旋转电机53输出端和磨砂轮6端面紧固连接,旋转电机53外框和导向座55紧固连接,固定装置1包括工作台11和支撑架12,支撑架12下端和工作台11上侧紧固连接,支撑架12和夹持装置2活动连接,工作台11上设有导向滑槽111,导向座55和导向滑槽111滑动连接。
34.固定装置1为主要的安装基础,便于对其他装置进行支撑固定,通过冷却装置4对磨削过程进行降温,防止磨削积热,温度过高影响磨削效率,通过夹持装置2对刀具中心孔进行水平向夹持,进行受力分散,防止磨削过程中挤压使中心孔内壁发生形变,通过调节装置3对冷却装置4输出的冷却液进行流通调节,从而对磨削粒子进行分层过滤,防止在大颗粒磨削粒子出现在精磨过程中,从而破坏表面磨削质量,驱动装置5为主要的动力源,控制夹持装置2转动,并调节磨砂轮6和刀具的相对距离,从而进行多角度打磨,在磨砂轮6上分别设有第一磨面61和第二磨面62,从而对刀具进行粗磨和精磨,避免不同工序更换不同粒度的磨砂轮,提高打磨效率,通过步进控制,调节打磨面和刀片的相对距离,在进行粗磨时,使第一磨面61对pcbn刀片进行打磨,在进行精磨时,使第二磨面62对pcbn刀片进行打磨,通过旋转电机53驱动磨砂轮6转动打磨,通过导向座55带动磨砂轮6沿导向滑槽111移动,从而控制磨砂轮6和pcbn刀片的相对距离,防止磨削过量。
35.如图1~3所示,驱动装置5包括调节电机52,调节电机52外框和工作台11紧固连接,夹持装置2包括夹持盘22、夹持块21和传动轴25,调节电机52输出端和传动轴25传动连接,支撑架12上设有回转槽121,夹持盘22和回转槽121转动连接,回转槽121下侧设有通孔,传动轴25一端穿过支撑架12通孔,传动轴25上端和夹持盘22传动连接,夹持盘22中间设有传动腔223,沿传动腔223周向设有四个导向槽221,相邻导向槽221在同一平面上垂直,夹持块21和导向槽221滑动连接,夹持块21远离传动腔223一端设有夹持弧面,夹持弧面朝向刀具中心孔壁面,对称布置的两个夹持块21靠近传动腔223通过传动弹簧26连接,夹持块21两侧设有传动块23,传动块23置于传动腔223内,传动块23上设有传动斜面,相邻夹持块21通
过传动斜面传动连接。
36.调节电机52为夹持装置2的角度偏转动力源,通过传动轴25进行传动,传动轴25带动夹持盘22转动,从而进行角度偏转,便于加工弧形pcbn刀片,支撑架12通过回转槽121对夹持盘22进行回转支撑,夹持盘22通过导向槽221对夹持块21进行导向,在进行刀具夹持时,将夹持块21外侧抵在刀具中心孔壁面上,通过传动使中心孔壁面受力均匀性能,通过四向夹持,在进行打磨时,靠近磨砂轮6一端的夹持块21和刀具中心孔壁面受力最大,产生位移,通过传动弹簧26进行传动,使远离磨砂轮6一端和夹持块21对刀具中心孔壁面进行反向挤压,从而保证直线上受力均匀,防止局部应力集中,造成形变,影响成品质量,靠近磨砂轮6的夹持块21通过两侧的传动块23进行传动,从而带动两侧的夹持块21向外扩张,对垂直方向的刀具中心孔壁面进行夹持,进行应力分散,使中心孔周向受力平衡,当磨削挤压力过大时,使刀具中心孔壁面避免应力集中,两个传动弹簧26位于不同层高,避免运动干涉,传动块23组成环状,提高传动效率。
37.如图1、4、5所示,冷却装置4置于工作台11上,冷却装置4包括储液箱41、集液泵42、泄压管43、泄压板44和开度弹簧45,储液箱41和工作台11紧固连接,储液箱41上设有循环槽412,循环槽412内装有冷却液,储液箱41上设有安装槽411,集液泵42外框和安装槽411紧固连接,安装槽411侧边和上侧分别开设有通孔,集液泵42进口端通过安装槽411侧边通孔和循环槽412连通,集液泵42出口端穿过安装槽411上侧通孔,泄压管43和集液泵42出口端连通,泄压管43弧形设置,泄压管43上设有泄压槽431,泄压板44通过开度弹簧45和泄压槽431滑动连接。
38.通过工作台11对储液箱41进行安装,储液箱41位于磨削加工工位下方,通过上侧开口设置,对冷却液直接进行回收,循环槽412对冷却液进行循环储存,通过安装槽411对集液泵42进行安装,集液泵42对冷却液进行加压,使冷却液泵送到磨削工位,通过泄压管43进行导流,通过泄压槽431进行泄压,保持管内压力,从而对不同粒径的磨削粒子进行筛分,在进行粗磨时,pcbn刀片粗糙度较大,磨砂轮吃刀量大,磨砂轮和pcbn刀片间磨削热量大,使泄压管43内单位时间通过的冷却液流量增大,冷却液流动携带的动能较大,对泄压板44进行冲击,使开度弹簧45拉伸,从而使泄压槽431的泄压截面减小,将较大颗粒的磨削粒子通过泄压管43输送到磨削工位,进行动摩擦润滑,提高切削效率;在进行精磨时,磨砂轮吃刀量小,摩擦积热小,使泄压管43出口处出水量减小,管内压力升高,动水压力转为静水压力,减小对泄压板44冲击,泄压板44在开度弹簧45作用下回撤,使泄压槽431泄压截面增大,使较大磨削粒子从泄压槽431随冷却液流出,较小颗粒的磨削粒子随着冷却液进入磨削工位进行动摩擦润滑,避免破坏精磨质量,泄压管43下方的弧形弯折部进行刚性固定,降低冲击震动,通过弧形设置,进行换向,循环槽412台阶式设计,增大冷却液汇流效率。
39.如图1~3、6所示,泄压管43上端和调节装置3连通,调节装置3包括调节座31、节流组件32和导流管34,靠近磨砂盘6一侧的夹持块21为主夹持块,其他三个夹持块21为辅助夹持块,主夹持块一侧和调节座31紧固连接,主夹持块朝向刀具中心孔一侧设有卡槽,节流组件32包括换热片321、膨胀气囊322和开度板323,调节座31和主夹持块紧固连接,换热片321置于主夹持块的卡槽内,换热片321远离主夹持块一侧朝向刀具中心孔壁面,换热片321上端置于膨胀气囊3322内,调节座31上设有调节槽311,膨胀气囊322置于调节槽311内,调节槽311两侧壁面设有凹槽,开度板323两侧设有回转凸块,开度板323通过回转凸块和凹槽转
动连接,膨胀气囊322和开度板323下端传动连接,调节槽311上侧设有流道312,调节槽311朝向流道312一侧开口设置,泄压管43远离集液泵42一端和流道312连通,流道312远离泄压管43一端和导流管34连通,导流管34末端朝向待加工磨面。
40.通过调节装置3进行泄压管43管内压力调节,靠近磨砂盘6的夹持块21为主夹持块,和磨砂盘6相向布置,在进行磨削时,磨砂盘6对pcbn刀片进行挤压,从而使刀具中心孔壁面挤压主夹持块,通过三个辅助夹持块进行应力分散,防止局部形变,造成轴线偏移,主夹持块通过卡槽对换热片321进行固定,使换热片321和刀具紧密贴合,提高传热效率,根据粗磨和精磨产生的磨削热,通过换热片321进行换热,对膨胀气囊322内部压缩气体进行加热,压缩气体受热膨胀,调节槽311对膨胀气囊322进行单边固定,膨胀气囊322靠近开度板323一侧输出位移,带动开度板323沿回转凸块转动,从而调节流道312局部过流面积,调节泄压管43进、出口水量差值,使泄压管43内部水压增大,便于泄压管43内进行磨削粒子筛分,提高磨削质量。
41.如图1所示,驱动装置5还包括驱动电机51,驱动电机51外框和工作台11紧固连接,驱动电机51输出端设有丝杠螺母副54,丝杠螺母副54包括丝杠和螺母,驱动电机51输出端和丝杠传动连接,丝杠两端通过支柱和工作台11连接,螺母和导向座55传动连接。
42.通过驱动电机51输出转矩,并通过丝杠螺母副54将转矩转为位移,并通过螺母输出,螺母带动导向座55移动,通过步进控制,在进行粗磨时,通过控制导向座55移动使第一磨面61对pcbn刀片进行打磨,提高打磨效率,在进行精磨时,通过导向座55移动控制第二磨面62对pcbn刀片进行打磨,防止第一磨面61破坏刀片表精度,影响磨削质量。
43.如图1、7所示,调节装置3还包括检测组件34,检测组件34和回转轴56传动连接,检测组件34包括转盘331、感应线圈332和导向弹簧333,转盘331上设有通孔,转盘331和回转轴56传动连接,转盘331上设有检测槽3311,感应线圈332和导向弹簧333分别置于检测槽3311两端,感应线圈332位于检测槽3311靠近回转轴56一端,导向弹簧333一端和检测槽3311壁面紧固连接,导向弹簧333靠近感应线圈332一端设有磁铁芯334,磁铁芯334远离导向弹簧333一端插入感应线圈332内。
44.通过回转轴56带动检测组件34转动,使转盘331沿回转轴56轴线做定轴转动,通过检测槽3311对感应线圈332进行固定,对导向弹簧333进行单向固定,使磁铁芯334在离心作用下滑动,对导向弹簧333进行压缩,感应线圈332做切割磁感线运动,在进行粗磨时,第一磨面61和pcbn刀片摩擦阻力大,在额定功率下,摩擦大使摩擦轮6转速降低,磁铁芯334获得的离心力减小,滑动的位移减小,感应线圈332上产生的感应电流减小,通过对感应电流进行检测获得磨砂轮单位吃刀量,并对磨削质量进行实时监测,当磨削稳定后磁铁芯334静止,当磨砂轮发生局部磨损后,磨粒减少,和刀片的摩擦减小,瞬时转速增加,从而带动磁铁芯334继续做切割磁感线运动,产生感应电流,控制驱动电机51移动,使磨砂轮向pcbn刀片一侧移动,从而提高磨削质量。
45.作为优化,回转轴56沿竖直方向布置,转盘331沿水平方向布置。通过回转轴56对转盘331进行传动,轴线重合,在离心作用下使磁铁芯334移动,降低自身重力对磁铁芯334移动的影响,从而提高检测精确性。
46.作为优化,安装槽411侧边通孔位于冷却液底面和上层液面之间。通过大颗粒磨削粒子自身重力进行初步筛分,防止大颗粒磨削粒子进入泄压管43,输送到磨削工位,影响磨
削质量。
47.作为优化,泄压板44为“l”形设置,泄压板44上端置于泄压管43内。通过l形设置,提高冷却液对泄压板44的传动面积,从而提高泄压板44滑动灵敏度。
48.本发明的工作原理:在进行打磨时,靠近磨砂轮6一端的夹持块21和刀具中心孔壁面受力最大,产生位移,通过传动弹簧26进行传动,使远离磨砂轮6一端和夹持块21对刀具中心孔壁面进行反向挤压,从而保证直线上受力均匀,靠近磨砂轮6的夹持块21通过两侧的传动块23进行传动,从而带动两侧的夹持块21向外扩张,对垂直方向的刀具中心孔壁面进行夹持,进行应力分散,使中心孔周向受力平衡,避免应力集中;通过泄压管43进行导流,通过泄压槽431进行泄压,保持管内压力,从而对不同粒径的磨削粒子进行筛分,在进行粗磨时,pcbn刀片粗糙度较大,磨砂轮吃刀量大,磨砂轮和pcbn刀片间磨削热量大,使泄压管43内单位时间通过的冷却液流量增大,冷却液流动携带的动能较大,对泄压板44进行冲击,使开度弹簧45拉伸,从而使泄压槽431的泄压截面减小,将较大颗粒的磨削粒子通过泄压管43输送到磨削工位,进行动摩擦润滑,提高切削效率;磁铁芯334在离心作用下滑动,对导向弹簧333进行压缩,感应线圈332做切割磁感线运动,在进行粗磨时,第一磨面61和pcbn刀片摩擦阻力大,在额定功率下,摩擦大使摩擦轮6转速降低,磁铁芯334获得的离心力减小,滑动的位移减小,感应线圈332上产生的感应电流减小,通过对感应电流进行检测获得磨砂轮单位吃刀量,并对磨削质量进行实时监测,当磨削稳定后磁铁芯334静止,当磨砂轮发生局部磨损后,磨粒减少,和刀片的摩擦减小,瞬时转速增加,从而带动磁铁芯334继续做切割磁感线运动,产生感应电流,控制驱动电机51移动,使磨砂轮向pcbn刀片一侧移动,从而提高磨削质量。
49.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
50.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1