一种带燕尾结构的5CrNiMo钢的热处理方法与流程
一种带燕尾结构的5crnimo钢的热处理方法
技术领域
1.本发明涉及一种5crnimo钢的热处理方法。
背景技术:
2.我公司产品组件中有一种大型工件,重量大约2t~3t,工件的下部为燕尾结构,工件为起重机的一个选配的工具,用它砸平面或地面,燕尾部是连接用的,如果硬度高则容易断。此工件在设计时考虑燕尾部为避免受冲击时发生裂纹或折断,要求具有较高的塑性和韧性。故而此材料选5crnimo钢,工作部分(即工件的上表面)要求硬度为hrc38-42;燕尾部分不宜硬度太高,硬度为为hrc30-35,以免燕尾部分发生断裂。所以这个工件上出现两种不同硬度值要求。按传统热处理思路其工艺应在整个锻模回火后,把尾部重新放在专用燕尾回火炉上,在700℃~720℃对尾部进行补充回火直到尾部呈现暗红色时为止,这种工艺方式的缺点是尾部回火时间长,大约需要20h,工件热损失大,浪费能源多,工期时间长。
技术实现要素:
3.本发明是要解决现有的工件上出现两种不同硬度值要求时在整个锻模回火后,把尾部重新放在专用燕尾回火炉上进行补充回火,使得尾部回火时间长,工件热损失大,浪费能源多,工期时间长的技术问题,而提供一种带燕尾结构的5crnimo钢的热处理方法。
4.本发明的带燕尾结构的5crnimo钢的热处理方法为:
5.将工件放在一个敞口的盒体中,所述的盒体由侧壁钢板和底部钢板围合而成,盒体的上沿高于工件两侧的孔,盒体的内壁与工件之间保持间隙,此间隙用耐火材料填充满;盒体的上沿比工件的上表面低;所述的工件的上表面为工作部分,底部为燕尾结构;所述的工件为5crnimo钢;
6.将工件和盒体同时放入保护炉中加热,在850℃~860℃保温5h~5.5h,然后降温至780℃~790℃,将工件和盒体一起放入常温油中淬火,再在530℃~540℃回火7h~7.5h,即完成热处理。
7.本发明中由于工件的下部在盒体中,且有耐火材料阻隔,所以工件下部的燕尾部在淬火时不接触油,因此这部分实际上不是淬火而是正火,这样处理后燕尾部的硬度可以达到技术要求,并且不必进行补充回火,而且盒体可以反复使用;综上所述这种热处理方法不需要专用燕尾回火炉,并且可以使热处理周期缩短30%左右。
附图说明
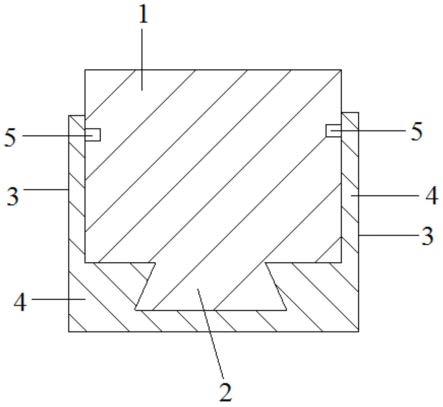
8.图1为试验一中热处理方法的示意图。
具体实施方式
9.具体实施方式一:本实施方式为一种带燕尾结构的5crnimo钢的热处理方法,具体过程为:将工件放在一个敞口的盒体中,所述的盒体由侧壁和底部围合而成,盒体的上沿高
于工件两侧的孔,盒体的内壁与工件之间保持间隙,此间隙用耐火材料填充满;盒体的上沿比工件的上表面低;所述的工件的上表面为工作部分,底部为燕尾结构;所述的工件为5crnimo钢;
10.将工件和盒体同时放入保护炉中加热,在850℃~860℃保温5h~5.5h,然后降温至780℃~790℃,将工件和盒体一起放入常温油中淬火,再在530℃~540℃回火7h~7.5h,即完成热处理。
11.具体实施方式二:本实施方式与具体实施方式一不同的是:所述的盒体的厚度为10mm~16mm。其他与具体实施方式一相同。
12.具体实施方式三:本实施方式与具体实施方式一或二不同的是:盒体的内壁与工件之间保持25mm~40mm的间隙。其他与具体实施方式一或二相同。
13.具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:所述的耐火材料为耐火泥。其他与具体实施方式一至三之一相同。
14.具体实施方式五:本实施方式与具体实施方式四不同的是:盒体的上沿比工件的上表面低10cm。其他与具体实施方式四相同。
15.具体实施方式六:本实施方式与具体实施方式一不同的是:保护炉中甲醇和煤油作为保护气,甲醇和煤油的体积比为1:3。其他与具体实施方式一相同。
16.具体实施方式七:本实施方式与具体实施方式一不同的是:淬火时间为3min~10min。其他与具体实施方式一相同。
17.用以下试验对本发明进行验证:
18.试验一:本试验为一种带燕尾结构的5crnimo钢的热处理方法,如图1所示,具体过程为:将工件1放在一个敞口的盒体3中,所述的盒体3由侧壁和底部围合而成,盒体3的上沿高于工件1两侧的孔5,盒体3的内壁与工件1之间保持30mm的间隙,此间隙用耐火泥4填充满;盒体3的上沿比工件1的上表面低10cm;所述的工件1的上表面为工作部分,底部为燕尾结构2;所述的工件为5crnimo钢;所述的盒体3的厚度为10mm;
19.将工件1和盒体3同时放入保护炉中加热(甲醇和煤油作为保护气,甲醇和煤油的体积比为1:3),在850℃保温5h,然后降温至780℃,将工件1和盒体3一起放入常温油中淬火5min,再在530℃回火7h,即完成热处理。
20.本试验中由于工件1的下部燕尾结构2在盒体3中,且有耐火泥4阻隔,所以工件1下部的燕尾结构2在淬火时不接触油,因此这部分实际上不是淬火而是正火,这样处理后燕尾结构2的硬度可以达到技术要求,并且不必进行补充回火,而且盒体3可以反复使用;综上所述这种热处理方法不需要专用燕尾回火炉,并且可以使热处理周期缩短30%左右。
技术特征:
1.一种带燕尾结构的5crnimo钢的热处理方法,其特征在于带燕尾结构的5crnimo钢的热处理方法为:将工件放在一个敞口的盒体中,所述的盒体由侧壁和底部围合而成,盒体的上沿高于工件两侧的孔,盒体的内壁与工件之间保持间隙,此间隙用耐火材料填充满;盒体的上沿比工件的上表面低;所述的工件的上表面为工作部分,底部为燕尾结构;所述的工件为5crnimo钢;将工件和盒体同时放入保护炉中加热,在850℃~860℃保温5h~5.5h,然后降温至780℃~790℃,将工件和盒体一起放入常温油中淬火,再在530℃~540℃回火7h~7.5h,即完成热处理。2.根据权利要求1所述的一种带燕尾结构的5crnimo钢的热处理方法,其特征在于所述的盒体的厚度为10mm~16mm。3.根据权利要求1所述的一种带燕尾结构的5crnimo钢的热处理方法,其特征在于盒体的内壁与工件之间保持25mm~40mm的间隙。4.根据权利要求1所述的一种带燕尾结构的5crnimo钢的热处理方法,其特征在于所述的耐火材料为耐火泥。5.根据权利要求1所述的一种带燕尾结构的5crnimo钢的热处理方法,其特征在于盒体的上沿比工件的上表面低10cm。6.根据权利要求1所述的一种带燕尾结构的5crnimo钢的热处理方法,其特征在于保护炉中甲醇和煤油作为保护气,甲醇和煤油的体积比为1:3。7.根据权利要求1所述的一种带燕尾结构的5crnimo钢的热处理方法,其特征在于淬火时间为3min~10min。
技术总结
一种带燕尾结构的5CrNiMo钢的热处理方法,涉及一种5CrNiMo钢的热处理方法。本发明是要解决现有的工件上出现两种不同硬度值要求时在整个锻模回火后,把尾部重新放在专用燕尾回火炉上进行补充回火,使得尾部回火时间长,工件热损失大,浪费能源多,工期时间长的技术问题。本发明将工件的下部在盒体中,且有耐火材料阻隔,所以工件下部的燕尾部在淬火时不接触油,因此这部分实际上不是淬火而是正火,这样处理后燕尾部的硬度可以达到技术要求,并且不必进行补充回火,而且盒体可以反复使用;综上所述这种热处理方法不需要专用燕尾回火炉,并且可以使热处理周期缩短30%左右。并且可以使热处理周期缩短30%左右。并且可以使热处理周期缩短30%左右。
技术研发人员:杨敬东 郭宇 郭子玉 李洪海
受保护的技术使用者:哈尔滨工程机械制造有限责任公司
技术研发日:2022.04.06
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1