一种适用于多热源的钢铝锅料及其制备方法与流程
1.本发明涉及钢铝锅生产技术领域,尤其涉及一种适用于多热源的钢铝锅料及其制备方法。
背景技术:
2.现在市场上有很多通过电磁感应进行加热的烹饪器具,这种烹饪器具通常采用铁质内胆,但是由于铁材质容易生锈,因而通常在铁质内胆的表面进行搪瓷处理以形成一层搪瓷层,但是现有的搪瓷处理产生的搪瓷层比较脆、不耐碰撞,碰撞后容易发生绷瓷,从而导致铁材质失去保护层而生锈,产生有毒物质而影响消费者健康。
3.经检索,中国专利号cn201910935840.x公开了内锅的制备方法和内锅,虽然能够实现搪瓷层坚固和不粘性的设想,但是其搪瓷仍然有损坏的风险,进而仍会产生锅体锈蚀的问题,使得锅的质量无法得到精准保证,且其采用搪瓷层防护会增加锅体的重量,从而为后续烹饪使用带来不便,降低了锅的适用范围,带来了方法缺陷的问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺陷,而提出的一种适用于多热源的钢铝锅料及其制备方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种适用于多热源的钢铝锅料,该钢铝锅料由以下重量百分含量的原料组成:mn:30~40wt%、ai:35~53wt%、c:0.5~1.5wt%、o:0.003~0.06wt%、si:3.08~6.15wt%、ni:1.1~2.45wt%、ti:0.01~0.8wt%、cr:0.16~0.3wt%、cu:15~20wt%和sc:0.1~0.2wt%,余量为fe和不可避免的杂质元素。
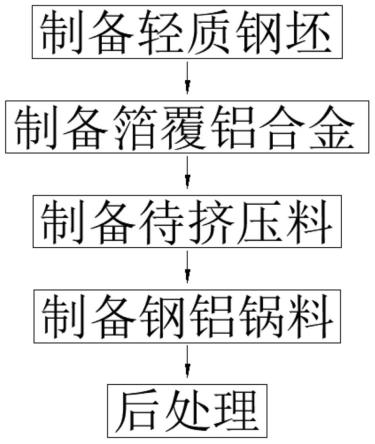
7.一种适用于多热源的钢铝锅料的制备方法,该钢铝锅料的制备方法具体步骤如下:
8.步骤一:制备轻质钢坯:称取金属mn:30~40wt%、ai:5~13wt%、c:0.5~1.5wt%、o:0.003~0.06wt%、si:0.08~0.15wt%、ni:0.1~0.45wt%、ti:0.01~0.8wt%、cr:0.16~0.3wt%和fe:51~55wt%,并将上述金属分别放于磨粉机中制粉,从而形成混合金属粉,再将混合金属粉与粘接剂混合,混合完成后,再将其放入注射成型机中,由注射成型机熔融注射,形成生坯,再在800~1000℃下煅烧生坯,形成烧结坯,再对烧结坯进行固溶,即得轻质钢坯;
9.步骤二:制备箔覆铝合金:称取ai:30~40wt%、si:3~6wt%、ni:1~2wt%、cu:15~20wt%和sc:0.1~0.2wt%,并将上述原料放入电弧炉中熔炼,形成合金熔体,再将合金熔体铸轧为坯料,再温轧坯料至0.2mm厚,形成箔体,再选取合金铝,将箔体覆盖合金铝的表面,并加热固定,即得箔覆铝合金;
10.步骤三:制备待挤压料:分别加热步骤一中的轻质钢坯和步骤二中的箔覆铝合金,并将二者进行挤压镦粗,使得轻质钢坯包层箔覆铝合金,即得待挤压料;
11.步骤四:制备钢铝锅料:挤压成型步骤三中所述待挤压料,即得钢铝锅料;
12.步骤五:后处理:对步骤四中所述钢铝锅料进行退火处理,再测量步骤四中所述钢铝锅料的厚度,并对钢铝锅料进行喷砂打磨。
13.进一步地,步骤二中所述加热固定的温度为400℃。
14.进一步地,步骤二中所述温轧坯料的道次压下率20~25%,总共进行5道次。
15.进一步地,步骤五中所述退火处理的温度为420~480℃,保温时间为3h。
16.相比于现有技术,本发明的有益效果在于:
17.1、本发明通过采用轻质钢替代钢坯,使得钢铝锅料更加轻便,从而便于后续锅体的烹饪使用,同时也便于女性用户颠锅操作,扩大了后续锅体的应用范围,便于后续锅的销售和推广,且钢铝锅料不仅整体抗氧化,还增加了结构强度,使得后续锅体在任何情况下都不会生锈,使得后续锅的质量可得到精准保证,提高了后续锅的可靠性。
附图说明
18.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
19.图1为本发明提出的一种适用于多热源的钢铝锅料的制备方法的流程示意图。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.实施例1:
23.请参阅图1,本发明提供一种技术方案:一种适用于多热源的钢铝锅料的制备方法,该钢铝锅料的制备方法具体步骤如下:
24.步骤一:制备轻质钢坯:称取金属mn:30wt%、ai:5wt%、c:0.5wt%、o:0.003wt%、si:0.08wt%、ni:0.1wt%、ti:0.01wt%、cr:0.16wt%和fe:51wt%,并将上述金属分别放于磨粉机中制粉,从而形成混合金属粉,再将混合金属粉与粘接剂混合,混合完成后,再将其放入注射成型机中,由注射成型机熔融注射,形成生坯,再在800℃下煅烧生坯,形成烧结坯,再对烧结坯进行固溶,即得轻质钢坯;
25.步骤二:制备箔覆铝合金:称取ai:30wt%、si:3wt%、ni:1wt%、cu:15wt%和sc:0.1wt%,并将上述原料放入电弧炉中熔炼,形成合金熔体,再将合金熔体铸轧为坯料,再温轧坯料至0.2mm厚,形成箔体,再选取合金铝,将箔体覆盖合金铝的表面,并加热固定,即得箔覆铝合金,所述加热固定的温度为400℃,所述温轧坯料的道次压下率20%,总共进行5道次;
26.步骤三:制备待挤压料:分别加热步骤一中的轻质钢坯和步骤二中的箔覆铝合金,并将二者进行挤压镦粗,使得轻质钢坯包层箔覆铝合金,即得待挤压料;
27.步骤四:制备钢铝锅料:挤压成型步骤三中所述待挤压料,即得钢铝锅料;
28.步骤五:后处理:对步骤四中所述钢铝锅料进行退火处理,再测量步骤四中所述钢铝锅料的厚度,并对钢铝锅料进行喷砂打磨,所述退火处理的温度为420℃,保温时间为3h。
29.实施例2:
30.请参阅图1,本发明提供一种技术方案:一种适用于多热源的钢铝锅料的制备方法,该钢铝锅料的制备方法具体步骤如下:
31.步骤一:制备轻质钢坯:称取金属mn:35wt%、ai:9wt%、c:0.3wt%、o:0.03wt%、si:0.11wt%、ni:0.25wt%、ti:0.4wt%、cr:0.2wt%和fe:53wt%,并将上述金属分别放于磨粉机中制粉,从而形成混合金属粉,再将混合金属粉与粘接剂混合,混合完成后,再将其放入注射成型机中,由注射成型机熔融注射,形成生坯,再在900℃下煅烧生坯,形成烧结坯,再对烧结坯进行固溶,即得轻质钢坯;
32.步骤二:制备箔覆铝合金:称取ai:35wt%、si:4.5wt%、ni:1.5wt%、cu:17.5wt%和sc:0.15wt%,并将上述原料放入电弧炉中熔炼,形成合金熔体,再将合金熔体铸轧为坯料,再温轧坯料至0.2mm厚,形成箔体,再选取合金铝,将箔体覆盖合金铝的表面,并加热固定,即得箔覆铝合金,所述加热固定的温度为400℃,所述温轧坯料的道次压下率23%,总共进行5道次;
33.步骤三:制备待挤压料:分别加热步骤一中的轻质钢坯和步骤二中的箔覆铝合金,并将二者进行挤压镦粗,使得轻质钢坯包层箔覆铝合金,即得待挤压料;
34.步骤四:制备钢铝锅料:挤压成型步骤三中所述待挤压料,即得钢铝锅料;
35.步骤五:后处理:对步骤四中所述钢铝锅料进行退火处理,再测量步骤四中所述钢铝锅料的厚度,并对钢铝锅料进行喷砂打磨,所述退火处理的温度为450℃,保温时间为3h。
36.实施例3:
37.请参阅图1,本发明提供一种技术方案:一种适用于多热源的钢铝锅料的制备方法,该钢铝锅料的制备方法具体步骤如下:
38.步骤一:制备轻质钢坯:称取金属mn:40wt%、ai:13wt%、c:1.5wt%、o:0.06wt%、si:0.15wt%、ni:0.45wt%、ti:0.8wt%、cr:0.3wt%和fe:55wt%,并将上述金属分别放于磨粉机中制粉,从而形成混合金属粉,再将混合金属粉与粘接剂混合,混合完成后,再将其放入注射成型机中,由注射成型机熔融注射,形成生坯,再在1000℃下煅烧生坯,形成烧结坯,再对烧结坯进行固溶,即得轻质钢坯;
39.步骤二:制备箔覆铝合金:称取ai:40wt%、si:6wt%、ni:2wt%、cu:20wt%和sc:0.2wt%,并将上述原料放入电弧炉中熔炼,形成合金熔体,再将合金熔体铸轧为坯料,再温轧坯料至0.2mm厚,形成箔体,再选取合金铝,将箔体覆盖合金铝的表面,并加热固定,即得箔覆铝合金,所述加热固定的温度为400℃,所述温轧坯料的道次压下率25%,总共进行5道次;
40.步骤三:制备待挤压料:分别加热步骤一中的轻质钢坯和步骤二中的箔覆铝合金,并将二者进行挤压镦粗,使得轻质钢坯包层箔覆铝合金,即得待挤压料;
41.步骤四:制备钢铝锅料:挤压成型步骤三中所述待挤压料,即得钢铝锅料;
42.步骤五:后处理:对步骤四中所述钢铝锅料进行退火处理,再测量步骤四中所述钢铝锅料的厚度,并对钢铝锅料进行喷砂打磨,所述退火处理的温度为480℃,保温时间为3h。
43.对比例1:
44.请参阅图1,本发明提供一种技术方案:一种适用于多热源的钢铝锅料的制备方法,该钢铝锅料的制备方法具体步骤如下:
45.步骤一:选取钢坯:钢坯的材质为x5crni18或x2crni12;
46.步骤二:制备箔覆铝合金:称取ai:30wt%、si:3wt%、ni:1wt%、cu:15wt%和sc:0.1wt%,并将上述原料放入电弧炉中熔炼,形成合金熔体,再将合金熔体铸轧为坯料,再温轧坯料至0.2mm厚,形成箔体,再选取合金铝,将箔体覆盖合金铝的表面,并加热固定,即得箔覆铝合金,所述加热固定的温度为400℃,所述温轧坯料的道次压下率20%,总共进行5道次;
47.步骤三:制备待挤压料:分别加热步骤一中的轻质钢坯和步骤二中的箔覆铝合金,并将二者进行挤压镦粗,使得轻质钢坯包层箔覆铝合金,即得待挤压料;
48.步骤四:制备钢铝锅料:挤压成型步骤三中所述待挤压料,即得钢铝锅料;
49.步骤五:后处理:对步骤四中所述钢铝锅料进行退火处理,再测量步骤四中所述钢铝锅料的厚度,并对钢铝锅料进行喷砂打磨,所述退火处理的温度为420℃,保温时间为3h。
50.对比可知,实施例1、2和3制备的钢铝锅料比对比例1制备的钢铝锅料更加轻便,从而便于后续锅体的烹饪使用,同时也便于女性用户颠锅操作,扩大了后续锅体的应用范围,且实施例1、2和3和对比例1制得的钢铝锅料不仅整体抗氧化,还增加了结构强度,使得后续锅体在任何情况下都不会生锈,使得后续锅的质量可得到精准保证。
51.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1