球墨铸铁防沉降井盖制备工艺的制作方法
本发明涉及球墨铸铁井盖,尤其涉及一种球墨铸铁防沉降井盖制备工艺。
背景技术:
1、球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度;球墨铸铁井盖是球墨铸铁产品的一种,球墨铸铁井盖有一个优点,就是由于球墨铸铁强度高、韧性好,使得球墨铸井盖要比同类型的灰口铸铁井盖轻30%左右;球墨铸铁井盖一般分为圆形和方形,在市区的路政方面,一般采用圆形,因为圆形的井盖不易倾斜,能够较好的保护好行人和车辆的安全;使用圆形主要是考虑到圆形的井盖通过其圆心的每条直径长度都是一样的,这样如果井盖被经过的车辆轧起时,因为不论如何轧起,其直径都会比下面的井口略宽,井盖不会掉到井口里去。
2、球墨铸铁井盖在生产过程中,需要保证球墨铸铁井盖的铸铁液浇筑速度在合理范围内,防止浇筑速度过快过过慢,影响球墨铸铁井盖的浇筑质量,现有技术中,浇筑过程通常需要人工控制,浇筑效率低且误差大,浇筑过程不够精细化。
技术实现思路
1、为此,本发明提供一种球墨铸铁防沉降智能井盖的制备工艺,用以克服现有技术中浇筑过程通常需要人工控制,浇筑效率低且误差大,浇筑过程不够精细化的问题。
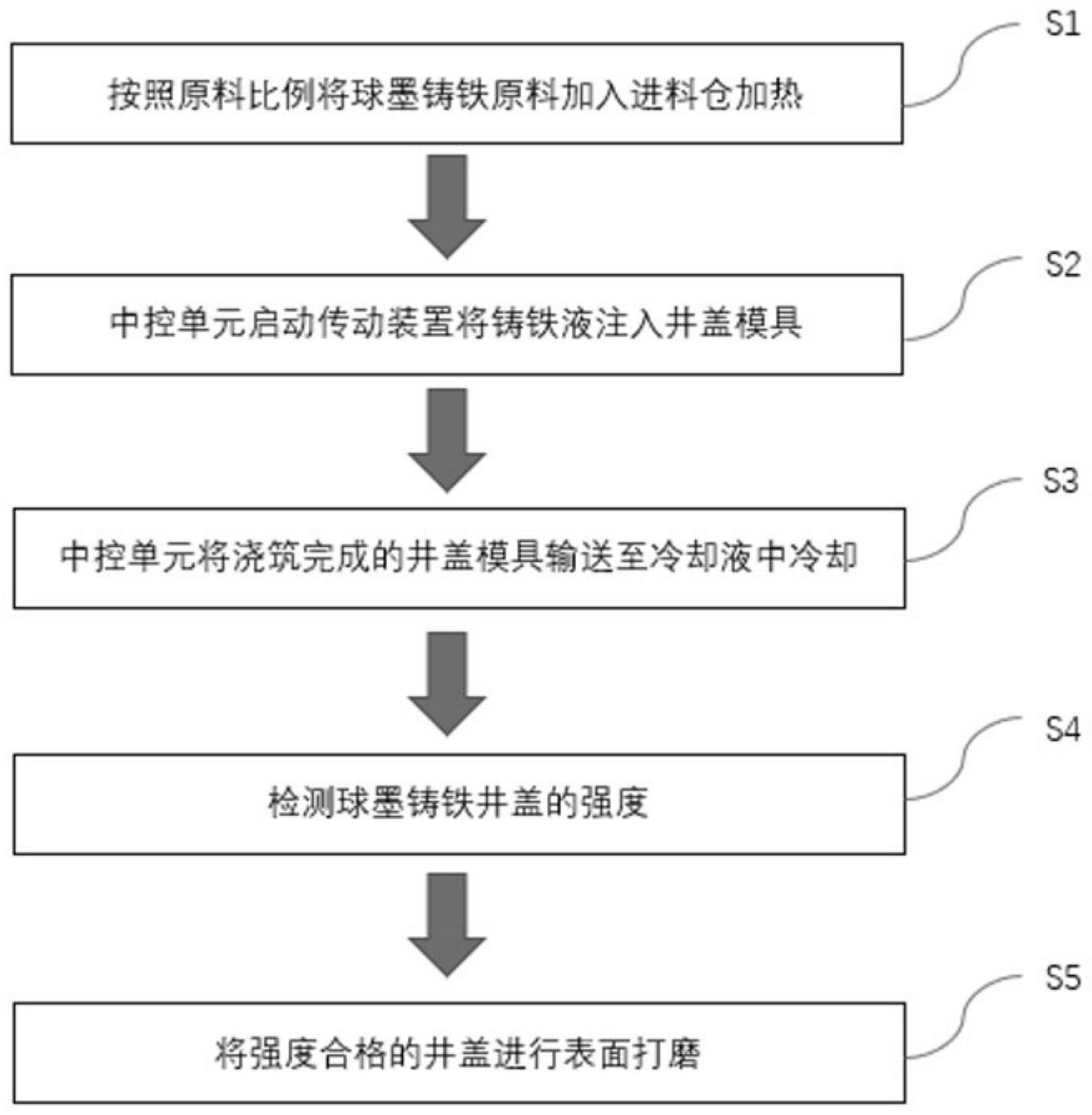
2、为实现上述目的,本发明提供如下技术方案:一种球墨铸铁防沉降井盖的制备工艺,包括以下步骤:
3、步骤s1:按照原料比例将球墨铸铁原料加入进料仓进行加热;
4、步骤s2:中控单元启动传动装置将铸铁液注入井盖模具;
5、步骤s3:中控单元将浇筑完成的井盖模具输送至冷却液中进行冷却;
6、步骤s4:检测球墨铸铁井盖的强度;
7、步骤s5:将强度合格的井盖进行表面打磨;
8、在采用本工艺进行球墨铸铁防沉降井盖制备过程中,设置有检测单元和中控单元,所述检测单元包括第一检测器、第二检测器、第三检测器,第四检测器,球墨铸铁井盖强度检测器,所述第一检测器用于检测模具空腔体积;所述第二检测器用于检测模具内表面积,所述中控单元根据模具的内表面积和模具空腔体积计算球墨铸铁井盖的表体比,并根据计算所得的表体比确定球墨铸铁井盖模具浇筑口铸铁液的拟定注入速度;所述第三检测器用于检测球墨铸铁井盖模具浇筑口的液面高度;所述第四检测器用于检测流入浇筑口的铸铁液体积;所述中控单元根据球墨铸铁井盖模具浇筑口的液面高度以及流入浇筑口的铸铁液体积确定最终浇筑速度;所述球墨铸铁强度检测器用于检测球墨铸铁井盖的强度,若球墨铸铁井盖的强度符合标准,则所述中控单元判定球墨铸铁井盖制备完成,若球墨铸铁井盖的强度不符合标准,则进一步调节球墨铸铁原材料的配比。
9、进一步地,在所述步骤s2过程中,所述第一检测器检测模具内腔体积,记为z,并上传至所述中控单元,所述中控单元记录铸铁液的初始浇筑速度,记为v,所述中控单元计算铸铁液预计浇筑时间为t,t=z÷v,所述中控单元中预设有铸铁液最短浇筑时间tmin,tmin=z÷vmax,其中vmax为铸铁液最大浇筑速度,预设有铸铁液最长浇筑时间tmax,tmax=z÷vmin,其中vmin为铸铁液最小浇筑速度;所述中控单元将铸铁液的预计浇筑时间t与最短浇筑时间tmin和最长浇筑时间tmax进行对比,并根据对比结果判断球墨铸铁井盖铸铁液浇筑时间是否在合理范围内;
10、当t<tmin时,所述中控单元判定浇筑速度过快,并将浇筑速度调整到vmax;
11、当tmin≤t<tmax时,所述中控单元判定浇筑速度在合理范围内;并不对铸铁液的初始浇筑速度进行调控;
12、当t>tmax时,所述中控单元判定浇筑速度过慢,并将浇筑速度调整到vmin。
13、进一步地,当所述中控单元判定浇筑速度不在合理范围内,所述第二检测器检测模具的内表面积记为s,并将数据信息上传至所述中控单元,所述中控单元根据模具内腔体积和模具内表面积计算球墨铸铁井盖的表体比b,b=s/q,所述中控单元中设置有第一预设表体比b1和第二预设标题比b2,第一预设拟定浇筑速度调节系数α1,第二预设拟定浇筑速度调节系数α2,第三预设拟定浇筑速度调节系数α3,所述中控单元将球墨铸铁井盖的表体比b与第一预设表体比b1和第二预设表体比b2进行对比,并根据对比结果,选取相应浇筑速度调节系数,从而确定拟定浇筑速度:
14、当b<b1时,所述中控单元选取α1作为拟定浇筑速度调节系数;
15、当b1≤b≤b2时,所述中控单元选取α2作为拟定浇筑速度调节系数;
16、当b>b2时,所述中控单元选取α3作为拟定浇筑速度调节系数;
17、当所述中控单元选取αi作为拟定浇筑速度的调节系数时,i=1,2,3,所述中控单元将调节后的拟定浇筑速度记为v’则v’=v×αi;所述中控单元将调节后的拟定浇筑速度与最小浇筑速度vmin和最大浇筑速度vmax进行对比;
18、当v’<vmin时,所述中控单元将拟定浇筑速度调节为vmin;
19、当vmin≤v’≤vmax时,所述中控单元不对拟定浇筑速度进行调节;
20、当v’>vmax时,所述中控单元将拟定浇筑速度调节为vmax。
21、进一步地,当所述中控单元确定拟定浇筑速度v’后,所述第三检测器检测球墨铸铁井盖模具浇筑口的液面高度记为h,,所述中控单元中预设有浇筑口的液面最高高度hmax和浇筑口液面最低高度hmin,所述中控单元通过将球墨铸铁井盖模具浇筑口的液面高度h与预设浇筑口的液面最高高度hmax和预设浇筑口液面最低高度hmin对比确定最终浇筑速度;
22、当h<hmin时,所述中控单元根据流入浇筑口的铸铁液体积以及模具内腔体积确定最终浇筑速度;
23、当hmin<h<hmax时,所述中控单元以拟定浇筑速度v’确定为最终浇筑速度;
24、当h>hmax时,所述中控单元根据流入浇筑口的铸铁液体积以及模具内腔体积确定最终浇筑速度;
25、进一步地,当h<hmin时,所述第四检测器检测流入浇筑口的铸铁液体积记为q’,模具内腔体积q与流入浇筑口的铸铁液体积q’的比值为k,k=q÷q’,所述中控单元预设有第一预设体积比值k1,第二预设体积比值k2,第一预设最终浇筑速度调节系数γ1,第二预设最终浇筑速度调节系数γ2,所述中控单元将模具内腔体积q与流入浇筑口的铸铁液体积q’的比值为k与第一预设体积比值k1和第二预设体积比值k2进行对比:
26、当k<k1时,所述中控单元选取γ1作为最终浇筑速度的调节系数;
27、k1≤k≤k2时,所述中控单元选取γ2作为最终浇筑速度的调节系数;
28、当k>k2时,所述中控单元判定球墨铸铁模具发生漏液并发出提示信号。
29、进一步地,当h>hmax时,所述中控单元预设有第三预设体积比值k3,第四预设体积比值k4,第三预设最终浇筑速度调节系数γ3,第四预设最终浇筑速度调节系数γ4,所述中控单元将模具内腔体积q与流入浇筑口的铸铁液体积q’的比值为k与第三预设体积比值k3和第四预设体积比值k4进行对比:
30、当k<k3时,所述中控单元判定球墨铸铁井盖浇筑过程中产生空隙过多并发出提示信号;
31、k3≤k≤k4时,所述中控单元选取γ4作为最终浇筑速度的调节系数;
32、当k>k4时,所述中控单元选取γ3作为最终浇筑速度的调节系数。
33、进一步地,当所述中控单元选取γi作为球磨铸铁井盖铸铁液注入速度的调节系数时,i=1,2则调节后的最终浇筑速度为v1’,v1’=v’+v’×γi;
34、当所述中控单元选取γj作为球磨铸铁井盖铸铁液注入速度的调节系数时,i=3,4则调节后最终浇筑铁液浇筑速度为v2’,v2’=v’-v’×γj。
35、进一步地,当所述中控单元选取vi’作为球墨铸铁井盖模具的最终浇筑速度时,i=1,2,所述中控单元将最终浇筑速度vi’与最小浇筑速度vmin和最大浇筑速度vmax进行对比;
36、当vi’<vmin时,所述中控单元将最终浇筑速度调节为vmin;
37、当vmin≤vi’≤vmax时,所述中控单元不对最终浇筑速度进行调节;
38、当vi’>vmax时,所述中控单元将最终浇筑速度调节为vmax。
39、进一步地,当所述中控单元判定最终浇筑速度符合标准时,在步骤s4过程中,球墨铸铁井盖强度检测装置进一步检测球墨铸铁井盖的强度d,所述中控单元中预设有球墨铸铁井盖参考强度dc,所述中控单元将球墨铸铁井盖强度检测装置检测到球墨铸铁井盖的强度d与球墨铸铁井盖参考强度dc进行对比:
40、当d≥dc时,所述中控单元判定该球墨铸铁井盖的强度符合标准;
41、当d<dc时,所述中控单元判定该球墨铸铁井盖强度不符合标准,并控制调节球墨铸铁原材料的配比。
42、优选的,所述球墨铸铁井盖的原材料包括,原生铁、废钢、回炉料、硅铁、增碳剂、镍、球化剂、孕育剂。
43、与现有技术相比,本发明的有益效果在于,在采用本工艺进行球墨铸铁井盖制备过程中,所述中控单元控制铸铁液以初始浇筑速度对球墨铸铁井盖模具进行浇筑,所述第一检测器检测模具内腔体积,并将数据信息上传至所述中控单元,所述中控单元根据模具内腔体积和初始浇筑速度计算预计浇筑时间,所述中控单元中预设有最短浇筑时间和最长浇筑时间,通过将计算所得的浇筑时间与所述中控单元预设的最短浇筑时间和最长浇筑时间进行对比,判定铸铁液的浇筑速度是否在合理范围内,当铸铁液的注入速度不在合理范围内时,所述中控单元将铸铁液的浇筑速度调整至合理范围内,通过这种方式,控制铸铁液的注入速度在合理范围内,避免铸铁液的浇筑速度过快或过慢,影响浇筑质量。
44、进一步地,当所述中控单元判定铸铁液的浇筑速度在合理范围时,所述第二检测器检测模具的内表面积,并将数据信息上传至所述中控单元,所述中控单元根据模具的内腔体积与内表面积计算球墨铸铁井盖的表体比,并根据球墨铸铁井盖的表体比确定铸铁液的拟定注入速度,根据球墨铸铁井盖的表体比来确定铸铁液的拟定浇筑速度,使浇筑过程更加精细化,进一步提高了球墨铸铁井盖的浇筑质量。
45、进一步地,当所述中控单元根据球墨铸铁井盖的表体比确定铸铁液的拟定浇筑速度之后,所述第三检测器进检测球墨铸铁井盖模具浇筑口的液面高度,所述第四检测器检测流入浇筑口的铸铁液体积,所述中控单元中设置有浇筑口最高液面高度和浇筑口最低液面高度,通过将检测到的球墨铸铁井盖模具浇筑口液面高度与浇筑口最高液面高度和浇筑口最低液面高度进行对比,最终确定浇筑速度,当浇筑口液面高度在最高液面高度和最低液面高度范围内时,所述中控单元控制铸铁液以拟定注入速度对球墨铸铁井盖模具进行浇筑,当浇筑口液面高度不在最高液面高度和最低液面高度范围内时,所述中控单元判定需结合流入浇筑口的铸铁液体积和模具内腔体积的体积之间的比值,最终确定铸铁液的浇筑速度,通过结合流入铸铁口的铸铁液体积和模具内腔体积之间的比值来确定铸铁液浇筑速度,使浇筑过程更加精细化,提高了浇筑质量。
46、进一步地,在所述步骤s4中,球墨铸铁井盖强度检测器用于对生产的球墨铸铁井盖的强度进行检测,若球墨铸铁井盖强度不合格,则调节球墨铸铁原材料的配比,通过这种方式,提高了生产的球墨铸铁井盖的质量。
47、工作原理:在使用本方法制备的球墨铸铁防沉降井盖时,同时配备有调节环、防坠装置、井筒、井室盖板、上法兰度,所述球墨铸铁防沉降井盖的井座采用法兰式上盘面结构,上盘面与路面标高齐平,球墨铸铁井盖通过上法兰度将承受的汽车荷载传递到井筒周边的路面结构层,并与井筒采用承插方式连接,减少检查井盖与路面的不均匀沉降;
48、法兰盘宽度不小于150mm,法兰盘面外边缘设有反扣结构,使井座与路面结构形成整体;
49、井盖支承面设置“梯形”弹性缓冲橡胶垫,以降低噪音,提高行车舒适性,并设置“梯形”凹槽,保证垫圈与井座连接牢固,橡胶垫圈具有良好的耐磨性、耐腐蚀、耐油、耐候性;
50、球磨铸铁井盖与井座间设置有防盗和锁定装置,确保闭合时井盖与井座扣紧,防止井盖脱离井座。
- 还没有人留言评论。精彩留言会获得点赞!