一种阀板用复合钢及其制造方法与流程
1.本发明涉及阀板用复合钢及其制备技术领域,具体涉及一种具有减振降噪功能的阀板用复合钢及其制造方法。
背景技术:
2.制冷压缩机是一种将低压制冷剂气体提升为高压制冷剂气体的从动流体机械,是制冷系统的心脏。制冷压缩机工作循环包括吸气过程、压缩过程、排气过程和膨胀过程,其间的关键装置之一是阀组,阀组包括阀板、吸气阀片、排气阀片和排气限位板。在吸排气的过程中,吸气阀片与排气阀片会与阀板发生高速的撞击,频繁的撞击会引起振动和噪音,有害的振动可能导致材料疲劳失效。
3.降低振动噪声的方法有三种,系统减振、结构减振和材料减振,对于制冷压缩机而言,最简单的方法是采用材料减振了。常规的低碳阀板用复合钢的阻尼性不好,难以达到减振降噪的效果。只有采用具有大内耗的高阻尼合金才能具有减少振动和噪音、阻碍其传播,以及降低共振峰值应力等方面的作用。由于这种合金存在大量的内耗,结构的自由振动会很快地衰减、脉冲应力也会显著降低和耗散,从而达到减振和降噪效果。这种能量的内耗一般采用比阻尼(衰减系数)s.d.c来表征,s.d.c值超过20%的材料称为高阻尼材料。
[0004][0005]
材料在最初受外力激发及去除外力后,其振动的振幅随时间衰减。式中,an是第n个振幅;an+1是第n+1振幅。
[0006]
表1中列出fe-12%cr-3%al合金和常规阀板材料的阻尼特性和机械性能。fe-12%cr-3%al合金的s.d.c值为60%,是很好的阻尼的材料,但这种材料的合金成本和生产成本都比较高。而常规的低碳阀片用钢的s.d.c值为仅为3%。
[0007]
表1 fe-12%cr-3%al合金和常规阀板材料在室温时的阻尼特性和机械性能
[0008]
材料名称比阻尼性能s.d.c(%)抗拉强度(mpa)fe-12%cr-3%al合金60394常规阀板用低碳钢3≥270
[0009]
基于上述情况,本发明提出了一种具有减振降噪功能的阀板用复合钢及其制造方法,可有效解决以上问题。
技术实现要素:
[0010]
本发明的目的在于提供一种具有减振降噪功能的阀板用复合钢及其制造方法。本发明的具有减振降噪功能的阀板用复合钢,这种钢板采用常规阀板材料与阻尼材料复合,两侧为常规阀板材料,具有耐磨、廉价等优势;中心为阻尼材料,具有良好的阻尼性能,两种材料复合以后,新材料既具有常规阀片钢的各种性能,同时具备了阻尼功能。新材料的抗拉
强度达到≥270mpa,满足阀板使用要求;同时比阻尼s.d.c值≥20%,具有减振和降噪效果。
[0011]
为解决以上技术问题,本发明提供的技术方案是:
[0012]
一种阀板用复合钢,所述阀板用复合钢为三层结构,其中两侧表面为常规阀板钢a,中间为阻尼合金b;
[0013]
所述常规阀板钢a对称分布在阻尼合金b的两侧表面上。
[0014]
所述常规阀板钢a的成分组成以质量%计含有,
[0015]
c:≤0.12%、
[0016]
si:≤0.10%、
[0017]
mn:≤0.50%、
[0018]
s:≤0.005%、
[0019]
p:≤0.025%,
[0020]
其余为fe和不可避免的杂质元素;
[0021]
所述阻尼合金b为fe-13%cr-3%al合金;
[0022]
所述fe-13%cr-3%al合金是指“cr含量为13wt%且al含量为3wt%的fe-13%cr-3%al合金”。
[0023]
所述阻尼合金b(中心阻尼材料)占所述阀板用复合钢(复合材料)的厚度比例为35%~60%。
[0024]
本发明的阀板用复合钢是一种具有减振降噪功能的阀板用复合钢;这种钢板采用常规阀板材料与阻尼材料复合,两侧为常规阀板材料,具有耐磨、廉价等优势;中心为阻尼材料,具有良好的阻尼性能,两种材料复合以后,本发明的阀板用复合钢经过处理后,既具有常规阀片钢的各种性能,同时具备了阻尼功能。本发明的阀板用复合钢的抗拉强度达到≥270mpa,满足阀板使用要求;同时比阻尼s.d.c值≥20%,具有减振和降噪效果。
[0025]
本发明还提供一种阀板钢的制造方法,包括以下步骤:
[0026]
1)选择符合所述常规阀板钢a成分组成要求的钢板坯;
[0027]
2)将所述常规阀板钢a与阻尼合金b复合成坯,其中所述常规阀板钢a对称复合在所述阻尼合金b的两侧,得到复合坯:
[0028]
所述阻尼合金b占所述阀板用复合钢的厚度比例为35%~60%。
[0029]
所述复合坯的总厚度控制在≥25mm。
[0030]
中心阻尼合金b的厚度占复合后坯的厚度比例为35%~60%;复合坯的总厚度控制在≥25mm,以使保证复合坯在热轧时有足够的压下比(坯厚:热轧板厚≥4:1)。
[0031]
优选的,步骤2)中,复合前用铣、磨的方法将待复合的界面处理平整、光滑,并全部露出金属色,然后用丙酮或酒精进行清洗,复合后的复合坯的侧面用焊接的方法闭封。
[0032]
这里用酒精或丙酮将平整表面的异物去除;再将坯子组合好;最后用焊接法将边部焊合、密封以避免加热时复合面被氧化。
[0033]
3)将复合坯热轧成卷带:
[0034]
将所述复合坯加热至1080~1180℃,然后保温至所述复合坯的内外温度均匀一致,然后利用热轧设备轧制成热轧钢卷,得到复合钢卷;热轧的压下率大于4:1;
[0035]
即如果热轧后的厚度如果是4mm,那么热轧前的复合坯厚度就不少于16mm,经过热轧后的钢带三层复合材料的界面由于挤压、变形、热扩散等因此已经实现了冶金结合,完全
成为一个整体,就是复合钢卷了,复合界面是冶金结合不会发生开裂了。
[0036]
优选的,步骤3)中,采用电炉或气氛炉将所述复合坯加热至1080~1180℃。
[0037]
优选的,步骤3)中,所述复合坯加热升温速率为3~5℃/min。
[0038]
所述复合钢卷带的厚度为3~6mm。
[0039]
4)将步骤3)热轧得到的所述复合钢卷进行球化退火,球化退火温度为740~780℃;热轧后的卷带因冷却条件不同其组织、力学性能不均匀,因此需要进行球化退火。
[0040]
4)
[0041]
这里球化退火后的钢带是软态的,具有良好的塑性,方便后续的加工。
[0042]
5)将步骤4)退火后的复合钢卷进行酸洗;
[0043]
优选的,步骤5)中,酸洗工艺按普通低碳钢的酸洗工艺进行。
[0044]
由于复合材料、包括边部的焊接封边材料都为低碳钢,因此采用普通低碳钢的酸洗冷轧工艺进行酸洗。这样酸洗后的钢带表面没有氧化皮,可以进行冷轧加工。
[0045]
6)将步骤5)酸洗后的复合钢卷冷轧成合适阀板用的钢带;冷轧的压下率控制在50%~80%;
[0046]
压下率过小会使后续再结晶退火时出现混晶而使力学性能不均匀,而冷轧压下率过大会使材料过度变形出现分层现象;因此,本发明冷轧的压下率控制在50%~80%。
[0047]
所述合适阀板用的钢带的厚度为1~3mm。
[0048]
冷轧的最终厚度根据用户使用要求而定,本发明优选的厚度是1~3mm。
[0049]
优选的,从热轧退火酸洗后的卷冷轧到合适的厚度,即步骤3)到步骤6)之间,或重复步骤6)且在重复的步骤6)之间,进行至少一次(一次或多次)中间退火,中间退火的温度均为700~750℃。
[0050]
7)将步骤6)冷轧后的钢带进行切边,得到阀板用钢带。
[0051]
冷轧后的钢带进行切边,把复合坯时焊接在边部的焊接材料去掉,这样剩下的材料就全是复合材料了,保证材料的性能完全满足使用要求。在实际应用中可根据需要省略该步骤。
[0052]
本发明与现有技术相比,具有以下优点及有益效果:
[0053]
本发明的阀板用复合钢是一种具有减振降噪功能的阀板用复合钢;这种钢板采用常规阀板材料与阻尼材料复合,两侧为常规阀板材料,具有耐磨、廉价等优势;中心为阻尼材料,具有良好的阻尼性能,两种材料复合以后,本发明的阀板用复合钢经过处理后,既具有常规阀片钢的各种性能,同时具备了阻尼功能。本发明的阀板用复合钢的抗拉强度达到≥270mpa,满足阀板使用要求;同时比阻尼s.d.c值≥20%,具有减振和降噪效果。
[0054]
本发明的阀板用复合钢设计中:
[0055]
1)采用三层结构,两侧对称分布的为常规阀板钢a,中心为阻尼合金b。其中两侧阀板钢a的化学成分重量百分比为:c:≤0.12%,si:≤0.10%,mn:≤0.50%,s:≤0.005%,p≤0.025%,其余为fe及不可避免的杂质,作为成熟的阀板用材,放在复合材料的两侧,完全可以满足表面接触要求。阻尼合金b为fe-13%cr-3%al合金,它的s.d.c值为60%,是很好的阻尼的材料。阻尼合金b的加入使复合材料具有了减振降噪的作用。组坯时将材料的组合面通过铣、磨等方式进行表面处理平整、露出金属色;然后用酒精或丙酮将平整表面的异物去除;再将坯子组合好;最后用焊接法将边部焊合、密封以避免加热时复合面被氧化。
[0056]
2)三层结构的中心采用阻尼材料,厚度中心加入比例为35%~60%的阻尼合金b,材料的抗拉强度达到394mpa,比阻尼s.d.c值达到60%。这种材料抗拉强度较高,它的加入可以使复合后的材料保持高强度,能够满足使用要求。本发明的阀板用复合钢设计其比例为35%~60%,可以使复合后材料的比阻尼s.d.c值≥20%。阻尼材料比例过高,则复合钢的合金和制造成本较高,因此在满足使用要求的前提下应降低其在复合钢中的比例。复合坯的总厚度控制在≥25mm,以使保证复合坯在热轧时有足够的压下比(坯厚:热轧板厚≥4:1)。
[0057]
3)将三层结构复合坯可按照常规的热轧工艺热轧成卷带,加热温度为1080~1180℃。此加热温度(1080~1180℃)下材料a和材料b都具有良好的热轧性能,适合这种复合材料热轧。这种三层对称结构可以使材料在加工中的变形更均匀。热轧卷带的厚度在3~6mm。经过热轧后的三层复合材料的界面由于挤压、变形、热扩散等因此已经实现了冶金结合,完全成为一个整体。
[0058]
4)热轧后的钢带进行酸洗、冷轧,热轧钢带表面是氧化皮,同时卷带冷却条件不同其组织、力学性能不均匀,因此需要进行酸洗、冷轧、退火。材料a和材料b都具有良好的冷轧性能,再结晶退火的温度相近,同时因为复合钢三层对称结构,两侧为低碳钢a,因此复合钢可以采用低碳钢的酸洗、冷轧和退火工艺生产至成品。冷轧的压下率控制在50%~80%,压下率过小会使后续再结晶退火时出现混晶而使力学性能不均匀,而冷轧压下率过大会使材料过度变形出现分层现象。材料a和材料b都具有良好的冷轧性能,再结晶退火的温度相近,同时因为复合钢三层对称结构,两侧为低碳钢a,因此复合钢可以采用低碳钢的酸洗、冷轧和退火工艺生产至成品。
[0059]
5)用前要将边部的焊接材料去除,保证材料的性能完全满足使用要求。
[0060]
本发明的制造方法工艺简单,操作简便,节省了人力和设备成本。
附图说明
[0061]
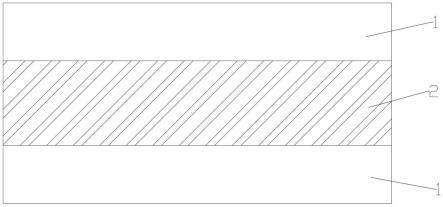
图1为本发明阀板用复合钢的截面结构示意图。
[0062]
其中,1为常规阀板钢a,2为阻尼合金b。
具体实施方式
[0063]
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合具体实施例对本发明的优选实施方案进行描述,但是不能理解为对本专利的限制。
[0064]
下述实施例中所述试验方法或测试方法,如无特殊说明,均为常规方法;所述试剂和材料,如无特殊说明,均从常规商业途径获得,或以常规方法制备。
[0065]
一种阀板用复合钢,所述阀板用复合钢为三层结构,其中两侧表面为常规阀板钢a,中间为阻尼合金b;
[0066]
所述常规阀板钢a对称分布在阻尼合金b的两侧表面上。
[0067]
所述常规阀板钢a的成分组成以质量%计含有,
[0068]
c:≤0.12%、
[0069]
si:≤0.10%、
[0070]
mn:≤0.50%、
[0071]
s:≤0.005%、
[0072]
p:≤0.025%,
[0073]
其余为fe和不可避免的杂质元素;
[0074]
所述阻尼合金b为fe-13%cr-3%al合金;
[0075]
所述阻尼合金b(中心阻尼材料)占所述阀板用复合钢(复合材料)的厚度比例为35%~60%。
[0076]
本发明还提供一种阀板钢的制造方法,包括以下步骤:
[0077]
1)选择符合所述常规阀板钢a成分组成要求的钢板坯;
[0078]
2)将所述常规阀板钢a与阻尼合金b复合成坯,其中所述常规阀板钢a对称复合在所述阻尼合金b的两侧,得到复合坯:
[0079]
优选的,所述阻尼合金b占所述阀板用复合钢的厚度比例为35%~60%。
[0080]
优选的,所述复合坯的总厚度控制在≥25mm。
[0081]
优选的,步骤2)中,复合前用铣、磨的方法将待复合的界面处理平整、光滑,并全部露出金属色,然后用丙酮或酒精进行清洗,复合后的复合坯的侧面用焊接的方法闭封。
[0082]
3)将复合坯热轧成卷带:
[0083]
将所述复合坯加热至1080~1180℃,然后保温至所述复合坯的内外温度均匀一致,然后利用热轧设备轧制成热轧钢卷,得到复合钢卷;热轧的压下率大于4:1;
[0084]
优选的,步骤3)中,采用电炉或气氛炉将所述复合坯加热至1080~1180℃。
[0085]
优选的,步骤3)中,所述复合坯加热升温速率为3~5℃/min。
[0086]
优选的,所述复合钢卷带的厚度为3~6mm。
[0087]
4)将步骤3)热轧得到的所述复合钢卷进行球化退火,球化退火温度为740~780℃;
[0088]
5)将步骤4)退火后的复合钢卷进行酸洗;
[0089]
优选的,步骤5)中,酸洗工艺按普通低碳钢的酸洗工艺进行。
[0090]
6)将步骤5)酸洗后的复合钢卷冷轧成合适阀板用的钢带;冷轧的压下率控制在50%~80%;
[0091]
优选的,所述合适阀板用的钢带的厚度为1~3mm。
[0092]
优选的,从热轧退火酸洗后的卷冷轧到合适的厚度,即步骤3)到步骤6)之间,或重复步骤6)且在重复的步骤6)之间,进行至少一次(一次或多次)中间退火,中间退火的温度均为700~750℃。
[0093]
7)将步骤6)冷轧后的钢带进行切边,得到阀板用钢带。
[0094]
实施例:
[0095]
选取化学成分重量百分比为:c:0.05%,si:≤0.06%,mn:≤0.42%,s:≤0.001%,p≤0.021%的常规阀板钢a(阀板材料)与阻尼材料fe-13%cr-3%al组合成坯,其中阀板材料对称放在阻尼材料的两侧,实施例1~5中中心阻尼材料的厚度分别占复合坯的厚度比例为35%、40%、50%、55%、60%,具体见表2。坯料的总厚度为将材料的组合面通过铣、磨等方式进行表面处理平整、露出金属色;然后用酒精或丙酮将平整表面的异物去除;再将坯子组合好;最后用焊接法将边部焊合、密封以避免加热时复合面被氧化。将复合坯热轧成卷带,加热温度为1080~1180℃。热轧的厚度为4.5mm,采用常规低碳钢的酸洗、冷轧和
退火工艺生产至厚度2mm。
[0096]
表2中列出了实施例1~5的抗拉强度度和s.d.c值,其中s.d.c值的测试方法参照gb/t 18258-2000。由表看到,实施例1~5中常规阀板与阴尼材料结合以后,两种材料的抗拉强度和s.d.c值与两种材料原本的性能及在复合材料的中的厚度比例存在明显的相关性。因为化学成分为c:0.05%,si:≤0.06%,mn:≤0.42%,s:≤0.001%,p≤0.021%的阀板材料和阻尼材料fe-13%cr-3al的抗拉强度都符合抗拉强度达到≥270mpa的要求,因此两种材料复合在一起后抗拉强度仍能达到要求。由于阻尼材料fe-13%cr-3al的s.d.c值高达60%,它在复合材料中的比率达到35%~60%,结果两种材料复合在一起后的s.d.c值达到了21%以上,特别是fe-13%cr-3al的比例达到60%时,其s.d.c值达到了36%。
[0097]
表2
[0098][0099]
总体而言,本发明的阀板用复合钢采用常规阀板材料和阻尼材料fe-13%cr-3al组合在一起生产的复合板,抗拉强度达到≥270mpa,s.d.c值达到≥20%,满足压缩机阀板用材的要求,也可以用于压缩机阀片、排气限位板,还可以用于具有一定的结构强度和有减振降噪要求的领域。
[0100]
以上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1