应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法与流程
本发明涉及钢铁冶金制造领域,尤其涉及一种应用于冶金轧辊在线磨削时避免其产生振动纹的在线磨削装置及磨削方法
背景技术:
1、冶金轧机是钢铁冶金制造领域中重要的板材生产装置,而冶金轧辊是冶金轧机重要的零部件之一,冶金轧辊的质量会直接影响到待轧板材的成品表面要求和质量,需要经常对冶金轧辊进行修整。
2、现有技术下的冶金轧辊进行修整的装置通常为冶金轧辊在线磨削系统,但由于该冶金轧辊在线磨削系统的动力头组件质量小,刚度低,如果冶金轧辊表面强度不高的情况下尚可一用,而当冶金轧辊表面强度较高、较硬的时候,磨削作业时盘型砂轮和砂轮驱动装置受到反用力,极易产生严重的振动,这种磨削作业会导致轧辊表面出现振动纹缺陷。
3、而为了解决冶金轧辊的振动纹缺陷问题,现有技术是使用传统的流体阻尼器,该流体阻尼器能达到动力头组件的减振效果,但是由于大型的流体阻尼器所需要的安装空间较大,无法在两个及以上动力头组件之间布置,而相对应的小尺寸的流体阻尼器所能产生的阻尼力又太小,导致减振效果较差,无法达到预期的目的。而还有一种办法是采用安装的橡胶垫片来减振,但是经过操作工人现场实际使用后发现,其效果较差,主要是由于动力头组件需要根据轧辊钢材和轮廓切换不同的转速,导致强迫振动频率会频繁发生改变,而橡胶垫片只在较窄的低频率频段的效果较好,所以也无法满足高频率使用要求。
4、综上所述,现迫切需要一种新型的冶金轧辊在线磨削的避免振动纹装置及配套的实施方法。
技术实现思路
1、为了解决上述的冶金轧辊在线磨削系统由于冶金轧辊表面强度较高、较硬时产生的严重振动,而传统的阻尼器难以布置以及橡胶垫片效果差,同时也为了避免轧辊表面产生大量振动纹的问题。本发明提出了一种应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法,其采用了新型的复合式双缸磁流变阻尼器装置,用于磨削动力头的减振。本发明既能满足空间要求,又能提供足够大的阻尼力和应对较高的激励频率,另外,为了防止长期使用容易过热导致工作效果下降,本发明还配置了强制冷却装置保证了其在长期使用过程中的可靠性。
2、本发明的应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法,其结构和方法步骤如下所述:
3、应用于冶金轧辊的避免振动纹在线磨削装置,包括设置在冶金轧机主机架处的上轧辊和下轧辊,其特征在于:
4、所述的冶金轧机主机架在其一侧设置有正对了上轧辊或下轧辊的双缸磁流变阻尼器在线磨削组件,通过该在线磨削组件对下轧辊和上轧辊进行磨削。
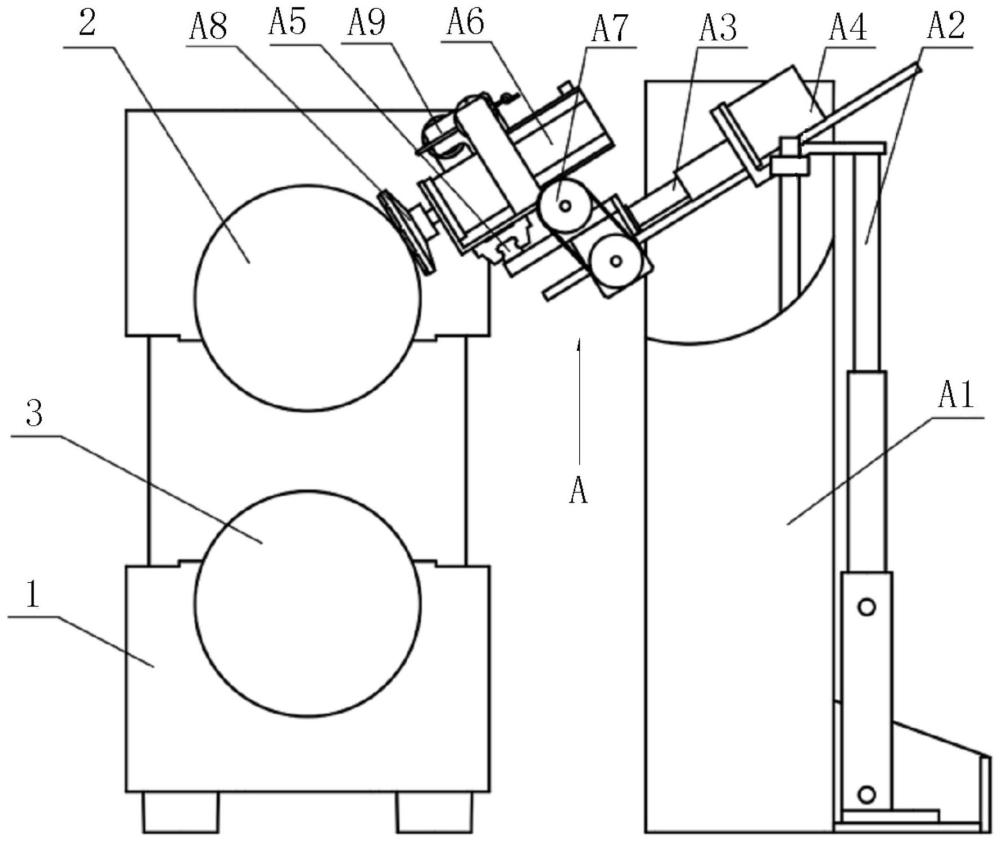
5、根据本发明的应用于冶金轧辊的避免振动纹在线磨削装置,其特征在于,所述的双缸磁流变阻尼器在线磨削组件包括在线磨削主机架、机架液压缸、电动推杆、推杆液压缸、水平运动导轨、水平运动驱动装置、轴向传动装置、盘形砂轮和砂轮驱动电机,其中,在线磨削主机架呈垂直式的布置在冶金轧机主机架的一侧,该在线磨削主机架的机架侧部设置有升降式的机架液压缸,机架液压缸的上端连接设置有一正对着上轧辊或下轧辊的电动推杆,机架液压缸控制了电动推杆的升降并对其进行高度定位,而在电动推杆的尾部设置有推杆液压缸,该推杆液压缸控制了电动推杆往轧辊的辊面方向上的前进或后退,电动推杆的头部设置有与轧辊同轴向的水平运动导轨,该导轨上设置有水平运动驱动装置,轴向传动装置一端与水平运动驱动装置连接,另一端则与电动推杆的侧部连接,通过该轴向传动装置的运动,将水平运动驱动装置沿着水平运动导轨移动,即,水平运动驱动装置沿着轧辊轴向运动,而在水平运动驱动装置正对了轧辊辊面的一端设置有盘形砂轮,该盘形砂轮被设置在水平运动驱动装置上部的砂轮驱动电机控制启停,盘形砂轮对轧辊辊面进行磨削作业。
6、根据本发明的应用于冶金轧辊的避免振动纹在线磨削装置,其特征在于,所述的水平运动驱动装置包括左滑块、右滑块、左连接架、右连接架、左砂轮驱动系统、右砂轮驱动系统、加速度传感器、左磁流变阻尼器、右磁流变阻尼器、中间固定架和水平运动滑动板,其中,左滑块和右滑块分别呈水平式的设置在水平运动导轨上,左连接架和右连接架则呈竖直状的分别与左滑块的左侧和右滑块的右侧连接,在左连接架与左滑块形成的直角空间处设置有左砂轮驱动系统,在右连接架与右滑块形成的直角空间处设置有右砂轮驱动系统,这2个砂轮驱动系统分别与各自的盘形砂轮和砂轮驱动电机连接,加速度传感器共有2个,分别设置在左连接架与左滑块、右连接架与右滑块的交界处,且这2个加速度传感器分别与左砂轮驱动系统和右砂轮驱动系统连接,并对其进行振动加速度测量,而在左连接架和右连接架的上部分别设置有左磁流变阻尼器和右磁流变阻尼器,这2个阻尼器呈反向式布置,阻尼器的头部分别与左连接架和右连接架的上端连接,而阻尼器的尾部则与设置左滑块和右滑块之间的竖直状的中间固定架的上部连接,且这2个阻尼器尾部的内部相互连通,该中间固定架的下部以及左滑块和右滑块的下部均一设置在水平运动导轨下部的水平运动滑动板连接,该水平运动滑动板与轴向传动装置连接并受其控制将整个水平运动驱动装置沿着水平运动导轨移动。
7、此处设计目的在于避免冶金轧辊在磨削过程中的振动纹,其原理为:
8、当水平运动驱动装置在做水平运动时,由于阻尼器的尾部的内部相互连通,其磁流变阻尼液也会随着水平运动驱动装置的方向运动,填充阻尼器的内部因为运动产生的空隙,此时左砂轮驱动系统和右砂轮驱动系统进行磨削作业,产生的振动加速度被各自的加速度传感器检测到,振动不剧烈的工况下,阻尼器的阻尼力非常小,不会影响水平运动驱动装置的运动,而当检测值大于预先设定的振动加速度阈值时,就会对左磁流变阻尼器和右磁流变阻尼器通入电流产生封闭磁场,使得阻尼器内部的磁流变液中的金属颗粒在磁场作用下定向排列,由液态变为固态,此过程会产生阻尼力,来衰减振动,实现对砂轮驱动系统及盘形砂轮的振动抑制,避免冶金轧辊在磨削过程中的振动纹。
9、根据本发明的应用于冶金轧辊的避免振动纹在线磨削装置,其特征在于,所述的左磁流变阻尼器和右磁流变阻尼器的磁流变阻尼液管路上均设置有散热装置。
10、此处设计目的在于:
11、在工作实践中发现,磁流变阻尼器在长时间使用中,其内部的磁流变液温度会显著升高,电磁线圈产生的磁场容易饱和,导致阻尼力出现明显衰减,靠自然散热不足,所以在磁流变阻尼液管路上设置有散热装置,该散热装置通常为冷却水管路,当磁流变阻尼液通过管路时,在水泵的作用下,冷却水管路中的冷却水流动,降低磁流变阻尼液管路的温度,从而保证磁流变处于合适的温度状态下。
12、应用于冶金轧辊的避免振动纹在线磨削方法,基于上述的应用于冶金轧辊的避免振动纹在线磨削装置,其具体步骤如下所述:
13、1)在磨削装置启动前,冶金轧机主机架的上轧辊和下轧辊应处于停止待轧状态;
14、2)将上轧辊启动,转速达到300~1600转/min;
15、3)双缸磁流变阻尼器在线磨削组件的在线磨削主机架的机架液压缸启动,将电动推杆升到对应上轧辊的高度位置,然后推杆液压缸启动,将电动推杆往上轧辊的辊面方向上推行,直至水平运动驱动装置连接的盘形砂轮与上轧辊相切;
16、4)启动砂轮驱动电机将盘形砂轮旋转,水平运动驱动装置的加速度传感器开始采集加速度信号,此时,盘形砂轮在砂轮驱动系统控制下往前进给0~0.1毫米,步骤3)中已经与上轧辊相切的盘形砂轮与上轧辊的辊面接触并对其进行磨削作业;
17、5)步骤4)中,轴向传动装置驱动水平运动驱动装置沿着水平运动导轨移动,由于水平运动导轨与轧辊同轴向,即,水平运动驱动装置所连接的盘形砂轮磨削着上轧辊的同时做轴向移动,对辊身各处进行磨削作业;
18、6)随着磨削作业的进行,如果加速度传感器采集到的振动加速度超过设计阈值0.2g时,对左磁流变阻尼器和右磁流变阻尼器通入电流,阻尼器内的磁流变液中的金属颗粒在磁场作用下定向排列,由液态变为固态,产生阻尼力让振动衰减,避免冶金轧辊在磨削过程中的振动纹;
19、7)随着步骤6)中的左磁流变阻尼器和右磁流变阻尼器的启动,在磁流变阻尼液管路上设置的散热装置通入冷却水,对阻尼器进行散热;
20、8)完成上轧辊的磨削后,推杆液压缸启动将电动推杆往后退回,水平运动驱动装置及盘形砂轮也随之后退,脱离上轧辊的辊面,然后机架液压缸启动,将整个双缸磁流变阻尼器在线磨削组件降至下轧辊位置,重复上述步骤2)~步骤7)将下轧辊进行磨削作业,其过程与磨削上轧辊一致;
21、9)上、下轧辊全部磨削完毕后,双缸磁流变阻尼器在线磨削组件返回起始位置,避免被轧机出口冷却系统喷淋到。
22、根据本发明的应用于冶金轧辊的避免振动纹在线磨削方法,其特征在于,所述的步骤2)中,上轧辊的实际转速由轧辊直径决定。
23、根据本发明的应用于冶金轧辊的避免振动纹在线磨削方法,其特征在于,所述的步骤3)中,推杆液压缸推行电动推杆的距离为0~200mm。
24、根据本发明的应用于冶金轧辊的避免振动纹在线磨削方法,其特征在于,所述的步骤5)中,轴向传动装置驱动水平运动驱动装置沿着水平运动导轨移动的速度为0.05~0.1米/每秒。
25、根据本发明的应用于冶金轧辊的避免振动纹在线磨削方法,其特征在于,所述的步骤7)中,散热装置对阻尼器进行散热,将左磁流变阻尼器和右磁流变阻尼器控制在75摄氏度以下的工作温度。
26、使用本发明的应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法获得了如下有益效果:
27、1.本发明的应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法比传统流体阻尼器体积更小,空间利用率高,易于安装;
28、2.本发明的应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法比传统阻尼器能够提供更大的阻尼力,满足磨削动力头在磨削高硬度轧辊表面的使用需求;
29、3.本发明的应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法更加节能,在振动不剧烈的工况下,不会耗散驱动系统的能量;
30、4.本发明的应用于冶金轧辊的避免振动纹在线磨削装置及磨削方法相比传统的流体阻尼器或者橡胶减振垫,可以减少磨削动力头的振动加速度有效值30%到35%,能够有效去除磨削加工过程轧辊表面的振动纹。
- 还没有人留言评论。精彩留言会获得点赞!