一种用于3D打印设备的恒温控制成型仓的制作方法
一种用于3d打印设备的恒温控制成型仓
技术领域
1.本发明属于3d打印设备技术领域,具体涉及一种用于3d打印设备的恒温控制成型仓。
背景技术:
2.3d打印技术是一种把材料逐层累加在一起制造实体零件的技术,相对于传统的材料去除技术,不需要刀具与模具、无需进行多道工序加工,生产周期短、可以轻松加工出结构复杂的零件。现在的3d打印技术大体可分为sls(选择性激光烧结)、slm(选择性激光融化)、fdm(熔融沉积成型)、sla(立体光固化成型)、ebm(电子束喷射成型)。其中,slm技术利用高能量的激光束照射金属粉末使其快速融化并冷却凝固成型,它可以利用单一金属或混合金属粉末直接制造出金属零件、致密性接近100%,加工出的零件精度高,力学性能好,slm技术已经在汽车、航空航天、医疗、军工等领域有了广泛的应用。
3.3d打印需要在成型仓中完成,在3d打印期间需要保证成型仓内部温度的恒温,由此确保打印产品的质量,通常都是利用风机带动成型仓里面气体的流动进行循环加热控温,但是成型仓中的气体因打印粉末的存在会使气体中混合着粉末,这样带有粉末的气体途经风机粉末沾附在风机上会致使风机的运作故障,通常是加装筛除件对气体中的粉末执行筛除,但目前筛除件阻塞之后不易察觉和替换,阻碍气体的循环流通,致使恒温控制不可以正常执行,由此提出一种用于3d打印设备的恒温控制成型仓。
技术实现要素:
4.本发明提供了一种用于3d打印设备的恒温控制成型仓,其目的在于解决了目前筛除件阻塞之后不易察觉和替换阻碍气体的循环流通致使恒温控制不可以正常执行的问题。
5.本发明提供了一种用于d打印设备的恒温控制成型仓,包括成型仓壳,所述成型仓壳的边侧镜像安设着筛除组件,所述筛除组件的底部安设着出气管的一端,所述出气管的另一端伸进成型仓壳的里面,所述筛除组件上安设着循环管的一端,所述循环管的另一端连通着安装壳,所述安装壳与成型仓壳的外壁面固联,所述安装壳的里面安设着循环风机,所述成型仓壳的边侧安设着与循环风机位置相对的加热器,所述成型仓壳的内顶壁安设着温度传感器。
6.进一步地,所述筛除组件包括筛除壳,筛除壳的边侧固联着连通管,连通管和筛除壳呈直角安设,所述连通管的中间预留着连通洞一,所述连通洞一的一头是移出头且和循环管相连,所述连通洞一的另一头透过筛除壳插进装配室,所述装配室预留在筛除壳的中心线上,所述装配室自筛除壳的头部朝着末端伸展,所述装配室的半径超过连通洞一的半径,所述装配室的末端安设着连通洞二,所述连通洞二和组装洞相连通,所述组装洞和出气管的一头相连通;
7.所述装配室的里面位移相连着筛除筒,所述筛除筒的外圈壁和装配室的里壁贴合,所述筛除筒的末端可位移贴合在中间圈的头部,所述筛除筒是筒状且末端预留着洞口,
所述筛除筒的头部安设着扭簧二的一头,所述筛除筒安设在装配室的里面,所述扭簧二的另一头固联着插接片,所述插接片安设在装配室的里面,所述插接片插接装配室,所述插接片的头部固联着壳门,所述壳门的末端面可位移贴合在筛除壳的头壁面;
8.所述插接片的外圈面预留着圈形沟路二,所述圈形沟路二的里面插接着插接条,所述圈形沟路二的里面插接着插接条的一头,所述插接条同圈形沟路二插接的一头是拱状构造,所述插接条镜像安设着二个,各个所述插接条的另一头都位移相连着单独的位移通道二,一对所述位移通道二镜像预留在筛除壳上,各个所述插接条和各个位移通道二当间都装配着扭簧一,所述扭簧一安设在位移通道二的里面,所述扭簧一的应变力超过扭簧二的应变力。
9.进一步地,所述筛除筒的半径超过连通洞二的半径,所述筛除筒的末端和中间圈的头部贴合期间,所述筛除筒的头部至中间圈的头部的长度不超过连通洞一的头部至中间圈头部的长度。
10.进一步地,所述壳门的下壁面安设着一对镜像而设的联接条二,一对所述联接条二同筛除壳的安设朝向相同,所述壳门的下壁面固联联接条二的一头,所述联接条二的中间位移相连着,所述固联位移通道一的头部,所述位移通道一预留在筛除壳的里面,所述联接条二的另一头固联止位片,止位片同位移通道一位移相连,所述止位片的半径超过联接条二的半径,所述止位片可以位移贴合的下壁面,所述的下壁面至止位片的头部的长度超过筛除筒的竖向长度。
11.进一步地,所述装配室的里壁预留着圈形沟路一,所述圈形沟路一连通连通洞一。
12.进一步地,所述组装洞的头部预留着空间室,所述空间室的半径超过组装洞的半径,所述空间室的头部伸展到中间圈的下壁面,所述中间圈的下壁面固联着若干个联接条一,所述中间圈的下壁面固联若干个联接条一的一头,若干个所述联接条一都以中间圈为中心环绕等距安设,若干个所述联接条一的中间位移相连着阻隔片,各个所述联接条一的另一头都固联止位圈一,所述中间圈同阻隔片当间安设着若干个扭簧二,所述阻隔片的半径超过连通洞二的半径,各个所述扭簧二箍接在各个联接条一的周边,所述扭簧二的应变力不超过气体对阻隔片生成的压迫冲量。
13.进一步地,所述温度传感器与加热器电连接。
14.与现有技术相比,本发明的上述技术方案具有如下有益的技术效果:
15.1、本发明中,循环风机运作牵引成型仓壳里面的气体途经出气管、筛除组件、循环管、安装壳牵引气体的循环流通,温度传感器对成型仓壳里面的气体温度执行检测,操控加热器的启动,在气体途经加热器可以把气体加热,对成型仓壳里面执行恒温控制。
16.2、本发明中,在气体途经筛除组件时,筛除组件把气体中粉末筛除,可以以免气体中的粉末在途经循环风机时粉末沾附在循环风机上致使循环风机故障,在筛除筒都被粉末充满之后,让筛除筒的流通性减弱,但气体的自身产生的冲量恒定,由此气体可以牵引朝着头部位移,气体让筛除筒位于最接近头部的方位,扭簧二被迫挤收紧,筛除筒朝着头部的冲量可以经由扭簧二释放在插接片,跟着气体的持续涌进,由此筛除筒里面的压迫冲量持续提升,让筛除筒承受朝上的气体冲量持续提升,在筛除筒承受朝上的冲量超过扭簧一的应变力时,插接片经由圈形沟路二让插接条朝着背离筛除壳中心线的方位位移,让扭簧一被迫挤收紧,让插接条不再对插接片插接,气体让筛除筒牵引插接片朝着头部位移,让筛除筒
从装配室的里面移出,达成筛除筒自主移出的目标,让筛除筒筛除定量的粉末后达成自主移出的目标,可以方便筛除筒的替换。
17.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所特别指出的结构来实现和获得。
附图说明
18.附图用来提供对本发明进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
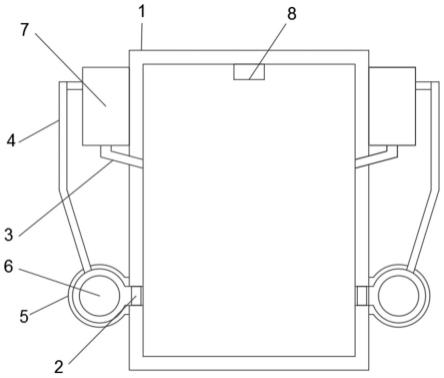
19.图1为本发明的整体结构示意图;
20.图2为本发明的筛除组件立体结构示意图;
21.图3为本发明的筛除组件截面结构示意图;
22.图4为本发明的筛除组件截面的正视结构示意图;
23.图5为本发明的筛除组件截面的正视结构示意图;
24.图6为本发明的筛除组件截面的左视结构示意图;
25.图7为图5中α处的结构放大示意图;
26.图8为图6中的部分结构放大示意图;
27.图9为图5中β处的结构放大示意图。
28.附图标记:1、成型仓壳;2、加热器;3、出气管;4、循环管;5、安装壳;6、循环风机;7、筛除组件;71、筛除壳;72、连通管;73、连通洞一;74、装配室;75、中间圈;76、连通洞二;77、筛除筒;78、插接片;79、壳门;720、插接条;721、扭簧一;722、空间室;723、阻隔片;724、联接条一;725、止位圈一;726、扭簧二;727、组装洞;728、圈形沟路一;729、位移通道一;730、联接条二;731、止位片;732、扭簧三;733、位移通道二;734、圈形沟路二;8、温度传感器。
具体实施方式
29.为了使得本发明的技术方案的目的、技术方案和优点更加清楚,下文中将结合本发明具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.如图1-9所示,本发明提出一种用于3d打印设备的恒温控制成型仓,包括成型仓壳1,成型仓壳1的边侧镜像安设着筛除组件7,筛除组件7的底部安设着出气管3的一端,出气管3的另一端伸进成型仓壳1的里面,筛除组件7上安设着循环管4的一端,循环管4的另一端连通着安装壳5,安装壳5与成型仓壳1的外壁面固联,安装壳5的里面安设着循环风机6,成型仓壳1的边侧安设着与循环风机6位置相对的加热器2,成型仓壳1的内顶壁安设着温度传感器8;
31.循环风机6运作牵引成型仓壳1里面的气体途经出气管3、筛除组件7、循环管4、安装壳5牵引气体的循环流通,温度传感器8对成型仓壳1里面的气体温度执行检测,操控加热器2的启动,在气体途经加热器2可以把气体加热,对成型仓壳1里面执行恒温控制,在气体
途经筛除组件7时,筛除组件7把气体中粉末筛除,可以以免气体中的粉末在途经循环风机6时粉末沾附在循环风机6上致使循环风机6故障。
32.筛除组件7包括筛除壳71,筛除壳71的边侧固联着连通管72,连通管72和筛除壳71呈直角安设,连通管72的中间预留着连通洞一73,连通洞一73的一头是移出头且和循环管4相连,连通洞一73的另一头透过筛除壳71插进装配室74,装配室74预留在筛除壳71的中心线上,装配室74自筛除壳71的头部朝着末端伸展,装配室74的半径超过连通洞一73的半径,装配室74的末端安设着连通洞二76,连通洞二76和组装洞727相连通,组装洞727和出气管3的一头相连通。
33.装配室74的里面位移相连着筛除筒77,筛除筒77的外圈壁和装配室74的里壁贴合,筛除筒77的末端可位移贴合在中间圈75的头部,筛除筒77是筒状且末端预留着洞口,筛除筒77的头部安设着扭簧二732的一头,筛除筒77安设在装配室74的里面,扭簧二732的另一头固联着插接片78,插接片78安设在装配室74的里面,插接片78插接装配室74,插接片78的头部固联着壳门79,壳门79的末端面可位移贴合在筛除壳71的头壁面。
34.插接片78插接在装配室74里面的方法是:插接片78的外圈面预留着圈形沟路二734,圈形沟路二734的里面插接着插接条720,圈形沟路二734的里面插接着插接条720的一头,插接条720同圈形沟路二734插接的一头是拱状构造,插接条720镜像安设着二个,各个插接条720的另一头都位移相连着单独的位移通道二733,一对位移通道二733镜像预留在筛除壳71上,各个插接条720和各个位移通道二733当间都装配着扭簧一721,扭簧一721安设在位移通道二733的里面,扭簧一721的应变力超过扭簧二732的应变力。
35.筛除筒77的半径超过连通洞二76的半径,筛除筒77的末端和中间圈75的头部贴合期间,筛除筒77的头部至中间圈75的头部的长度不超过连通洞一73的头部至中间圈75头部的长度。确保筛除筒77的头部最先位于连通洞一73的方位。
36.在常态下,扭簧一721与扭簧二732是无拘束伸展常态,扭簧一721让插接条720位于圈形沟路二734的里面,让插接条720插接住插接片78,扭簧二732让筛除筒77同中间圈75的头部贴合,循环风机6牵引的含有粉末的气体按顺序途经组装洞727、连通洞二76,经由筛除筒77的末端的洞口涌进筛除筒77的里面,跟着涌进装配室74的里面随后自连通洞一73涌出,筛除筒77把含有粉末的气体里面的粉末筛除;在筛除筒77的里面没有粉末以及存在粉末不多期间,气体途经筛除筒77生成稍弱的压迫冲量可以被扭簧二732自身的应变力消除,由此筛除筒77的里面没有粉末以及存在粉末不多期间,扭簧二732让筛除筒77一直位于靠下的方位;接着气体持续的途经筛除筒77,因筛除筒77的头部接近连通洞一73的方位,由此筛除筒77的头部方位的气体位移速度超过别的方位的位移速度,气体里面的粉末最先汇聚在筛除筒77的头部,就是连通洞一73的方位,让筛除筒77的流通性减弱,但气体的自身产生的冲量恒定,让筛除筒77里面压迫冲量提升,由此气体可以牵引107朝着头部位移,扭簧二732被迫挤收紧,跟着筛除筒77朝着头部位移,筛除筒77上的粉末汇聚范围远离连通洞一73后,气体对筛除筒77的冲量和扭簧二732的应变力再次回到均衡;可以根据筛除筒77上粉末的多少,自主朝着头部变动筛除筒77的方位;在筛除筒77都被粉末充满之后,气体让筛除筒77位于最接近头部的方位,扭簧二732被迫挤收紧,筛除筒77朝着头部的冲量可以经由扭簧二732释放在插接片78,跟着气体的持续涌进,由此筛除筒77里面的压迫冲量持续提升,让筛除筒77承受朝上的气体冲量持续提升,在筛除筒77承受朝上的冲量超过扭簧一721的应
变力时,插接片78经由圈形沟路二734让插接条720朝着背离筛除壳71中心线的方位位移,让扭簧一721被迫挤收紧,让插接条720不再对插接片78插接,气体让筛除筒77牵引插接片78朝着头部位移,让筛除筒77从装配室74的里面移出,达成筛除筒77自主移出的目标;让筛除筒77筛除定量的粉末后达成自主移出的目标,在装配未运用过的筛除筒77时,停止循环风机6的运作,把筛除筒77安放在插接片78的下壁面后,朝着装配室74里面按压壳门79,让插接片78再次同装配室74插接。
37.壳门79的下壁面安设着一对镜像而设的联接条二730,一对联接条二730同筛除壳71的安设朝向相同,壳门79的下壁面固联联接条二730的一头,联接条二730的中间位移相连着735,735固联位移通道一729的头部,位移通道一729预留在筛除壳71的里面,联接条二730的另一头固联止位片731,止位片731同位移通道一729位移相连,止位片731的半径超过联接条二730的半径,止位片731可以位移贴合735的下壁面。735的下壁面至止位片731的头部的长度超过筛除筒77的竖向长度,就是联接条二730的位移长度超过筛除筒77的竖向长度。
38.阻塞的筛除筒77牵引插接片78朝着头部位移期间,插接片78牵引壳门79朝着头部位移,壳门79牵引联接条二730朝着头部位移,联接条二730牵引止位片731朝着头部位移,在止位片731的头部和735的下壁面贴合时,735制止联接条二730接着朝着头部位移,进而制止壳门79接着朝着头部位移,因联接条二730的位移长度超过筛除筒77的竖向长度,筛除筒77位于插接片78和筛除壳71的当间,以免筛除筒77被气体移出后致使工程师受伤。
39.在装配室74的里壁预留着圈形沟路一728,圈形沟路一728连通连通洞一73,让筛除筒77里面的气体顺筛除筒77的边缘经由圈形沟路一728涌进连通洞一73的里面,提高了筛除筒77的排风体积,筛除筒77里面的粉末可以顺筛除筒77的边缘执行安放。
40.组装洞727的头部预留着空间室722,空间室722的半径超过组装洞727的半径,空间室722的头部伸展到中间圈75的下壁面,中间圈75的下壁面固联着若干个联接条一724,中间圈75的下壁面固联若干个联接条一724的一头,若干个联接条一724都以中间圈75为中心环绕等距安设,若干个联接条一724的中间位移相连着阻隔片723,各个联接条一724的另一头都固联止位圈一725,中间圈75同阻隔片723当间安设着若干个扭簧二726,阻隔片723的半径超过连通洞二76的半径,各个扭簧二726箍接在各个联接条一724的周边,扭簧二726的应变力不超过气体对阻隔片723生成的压迫冲量。
41.筛除筒77位于装配室74的里面时,扭簧二726是无拘束伸展常态,让阻隔片723的上壁面同中间圈75的下壁面存在间隙,阻隔片723同中间圈75当间可以让气体涌进连通洞二76的里面,这样阻隔片723的上壁面和下壁面承受的压迫冲量相同。在粉末阻塞住筛除筒77时,气体让筛除筒77移出装配室74,阻隔片723的上壁面和外部连通,阻隔片723的下壁面承受气体的压迫冲量,进而让扭簧二726压迫收紧,阻隔片723的上壁面可以和中间圈75的下壁面贴合,进而以免气体持续自连通洞二76涌进装配室74的里面,接着自装配室74的头部吹出外部,以免外部遭受气体的喷出伤害,以免气体里面的粉末让工程师遭受损伤。
42.实施方式具体为:在筛除筒77都被粉末充满之后,让筛除筒77的流通性减弱,但气体的自身产生的冲量恒定,由此气体可以牵引107朝着头部位移,气体让筛除筒77位于最接近头部的方位,扭簧二732被迫挤收紧,筛除筒77朝着头部的冲量可以经由扭簧二732释放在插接片78,跟着气体的持续涌进,由此筛除筒77里面的压迫冲量持续提升,让筛除筒77承
受朝上的气体冲量持续提升,在筛除筒77承受朝上的冲量超过扭簧一721的应变力时,插接片78经由圈形沟路二734让插接条720朝着背离筛除壳71中心线的方位位移,让扭簧一721被迫挤收紧,让插接条720不再对插接片78插接,气体让筛除筒77牵引插接片78朝着头部位移,让筛除筒77从装配室74的里面移出,达成筛除筒77自主移出的目标,让筛除筒77筛除定量的粉末后达成自主移出的目标。在筛除筒77筛除定量的粉末后可以最快装配未运用的筛除筒77,以免筛除筒77阻塞后阻碍气体的位移,进而阻碍气体在成型仓壳1内的循环,进而阻碍恒温的控制,也以免粉末与循环风机6结合阻碍循环风机6的运作进而阻碍气体的流通对成型仓壳1里面的恒温控制。
43.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1