一种短流程多激光束复合增材制造方法与流程
1.本发明涉及增材制造技术领域,具体地,涉及一种短流程多激光束复合增材制造方法。
背景技术:
2.目前,激光增材制造技术发展日益成熟,激光熔化沉积增材制造技术越来越多地应用于各领域零件的制造中。利用激光熔化沉积技术可以灵活实现零件形状的设计与制造,但是与此同时,激光金属熔化沉积在成形过程中的成形表面粗糙,内部易形成气孔、熔合不良等缺陷,以及加工过程中热应力累积导致的变形开裂等问题仍然得不到很好的解决。
3.鉴于此,很多研究人员提出了增材加工+铣削、增材加工+磨削、增材加工+热处理、增材加工+锻打等复合加工方法,希望取长补短,改进金属增材加工的工艺缺陷,但是其中绝大多数工艺方法都是几种工序按照次序分别加工,参数选择也是相互独立的,不仅流程周期长,效率低下,而且成形效果也不是很好。
4.经检索,申请公开号为cn107335805a的中国发明专利,公开了一种金属零件激光光内送丝熔覆激光冲击锻打复合增材制造方法,其基于激光热效应和冲击波力学效应复合制造工艺,在热源熔化金属丝形成熔覆区的同时,对熔覆区同步进行激光冲击处理,在一步制造工序中完成成形与强化工艺,具有高效、高质量的显著特点,解决了二次强化工艺导致的二次加热、热应力和效率降低的缺点,节约了大量时间和大幅降低了生产成本,还可以精确调控激光束直径与形状、脉冲宽度、脉冲能量、重复频率等参数,以适应于各种材料和复杂结构件高质量成形;同时基于连续激光采用光-丝同轴输送熔覆成形,可以高效利用金属丝成形高质量的熔覆层。但是该发明仍存在以下问题:此工艺针对的是送丝工艺,由于丝材本身成分固定,无法进行灵活配比,难以实现柔性加工;而且,激光送丝工艺加工效率较低的缺陷。
技术实现要素:
5.针对现有技术中的缺陷,本发明的目的是提供一种短流程多激光束复合增材制造方法。
6.根据本发明的一个方面,提供一种短流程多激光束复合增材制造方法,包括:
7.利用成形连续激光束对金属材料进行熔覆;
8.同时或当熔池内液态金属凝固成为新的熔覆层时利用热处理连续激光束对熔覆层表面进行重熔;
9.当重熔后的金属温度达到锻造温度时,利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆金属表面,利用锻打短脉冲激光束的冲击波力学效应对处于锻造温度范围内的熔覆层进行冲击锻造;
10.通过所述成形连续激光束、所述热处理连续激光束和所述锻打短脉冲激光束相互
协同地逐层堆叠熔覆材料形成工件。
11.进一步地,复合增材制造中的工艺参数实行在线检测和控制,所述成形连续激光束、所述热处理连续激光束和所述锻打短脉冲激光束之间形成耦合控制。
12.进一步地,所述熔覆层的高度和宽度根据送粉量与扫描速度确定。
13.进一步地,所述热处理连续激光束的参数被设置为能够确保成形与重熔速度相匹配。
14.进一步地,所述锻打短脉冲激光束的脉冲宽度根据所述熔覆层的高度确定,确保每一层获得充分锻打。
15.进一步地,锻打短脉冲激光束的脉冲频率和光斑大小根据所述熔覆层的面积确定,确保三个光束间速度匹配,保证强化区域保持在最佳锻造温度范围内。
16.进一步地,第二束短脉冲激光对所述熔覆层进行正面或者侧面10
°
~170
°
内任意角度或者位置的冲击锻打。
17.进一步地,根据不同熔覆金属材料的锻造温度特性,建立多激光束复合加工温度场模型与在线检测及控制方法;通过检测锻打熔覆层的晶粒尺寸、残余应力分布和微观组织,完善复合加工温度场模型。
18.与现有技术相比,本发明具有如下至少之一的有益效果:
19.本发明的短流程多激光束复合增材制造方法,充分利用了热效应和冲击波力学效应,实现了短流程同步耦合加工,热处理光束提升了表面粗糙度,解决了搭接痕问题,提高了成形精度,消除了熔覆层的气孔以及熔合不良等内部缺陷;锻打光束使每一层熔覆层晶粒细化,提高了成形工件的强度和塑性以及晶粒尺寸的均匀性,降低了应力集中;同时也解决了因为重熔导致的凝固过慢造成的枝晶粗大等缺陷;热处理光束和锻打光束相辅相成,显著提高了金属零件内、外部成形质量和机械力学综合性能,并有效控制金属零件加工过程中的变形开裂问题,实现增材制造过程的控形控性。本发明能够提高成形表面质量,避免气孔、熔合不良和热应力累积造成变形开裂问题,提高金属零件的机械性能和疲劳强度。
附图说明
20.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
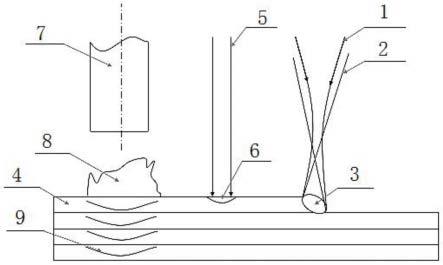
21.图1为本发明实施例的短流程多激光束复合增材制造方法的示意图;
22.图2为采用短流程多激光束复合增材制造方法和激光直接成形的试样块宏观形貌的对比示意图;
23.图3为采用短流程多激光束复合增材制造方法和激光直接成形的微观组织形貌的对比示意图;
24.图4为采用短流程多激光束复合增材制造方法和激光直接成形下的平均冲击韧性对比图;
25.图5为采用短流程多激光束复合增材制造方法和激光直接成形下的平均拉伸性能对比图。
26.图中:1为成形连续激光束,2为粉末流,3为熔池,4为熔覆层,5为热处理连续激光束,6为重熔熔池,7为锻打短脉冲激光束,8为等离子体,9为冲击波。
具体实施方式
27.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。在本发明实施例的描述中,需要说明的是,本发明的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
28.本发明实施例提供一种短流程多激光束复合增材制造方法,参照图1,该方法包括:利用成形连续激光束1(成形光束)对金属材料进行熔覆;同时或当熔池内液态金属凝固成为新的熔覆层时利用热处理连续激光束5(重熔光束)对熔覆层4表面进行重熔,形成重熔熔池6,熔池3内液态金属凝固成为新的熔覆层4的时间由成形光束与重熔光束间距决定。如果双光束间距间距为零,即对应于同时的情形,相当于增加成形激光功率;间距不为零,对应于当熔池内液态金属凝固成为新的熔覆层时即稍后的情况,可以实现熔覆层4重熔,提高成形精度;选择同时还是当熔池内液态金属凝固成为新的熔覆层时利用热处理连续激光束5对熔覆层4表面进行重熔根据熔覆层4成形的实时情况进行调整;在重熔的稍后时间段,具体地,当重熔后的金属温度达到锻造温度时,优选达到最佳锻造温度,利用锻打短脉冲激光束7直接作用在锻造温度范围内的熔覆金属表面,锻打短脉冲激光束7诱导等离子体8产生冲击波9,利用锻打短脉冲激光束7的冲击波力学效应对处于锻造温度范围内的熔覆层4进行冲击锻造;通过成形连续激光束、热处理连续激光束和锻打短脉冲激光束相互协同地逐层堆叠熔覆材料形成工件。对于不同的熔覆材料的材料特性,有时需要增加激光能量,所以有时需要增加新的激光能量,这里主要指的是成形光束,即采用多于三束不同功能的激光束同时且相互协同逐层堆叠熔覆材料形成工件。
29.本发明实施例中短流程多激光束复合成形是指多束不同功能的激光束相互协同制造金属零件的过程,采用至少三束不同功能的激光束同时且相互协同逐层堆叠熔覆材料形成工件,能够改善熔覆层表面搭接痕与粗糙度。本发明能够提高成形表面质量,避免气孔、熔合不良和热应力累积造成变形开裂问题,提高金属零件的机械性能和疲劳强度。
30.相比于背景技术中的金属零件激光光内送丝熔覆激光冲击锻打复合增材制造方法,本发明实施例采用送粉工艺,粉材可以进行灵活配比,从而实现柔性加工;而且,本发明实施例增加了重熔光束,可以增大熔池尺寸并且使粘连在熔覆层表面的粉末熔化,提高粉末利用率;增加了重熔环节,也解决了因为粉末颗粒度差,导致粉末注入熔池内部所携带气体来不及逸出而形成气孔缺陷和因激光功率不足形成的熔合不良缺陷;另外,本发明实施例能够消除熔覆层表面的搭接痕,提高成形精度。
31.复合增材制造中的工艺参数实行在线检测和控制,成形连续激光束1、热处理连续激光束5和锻打短脉冲激光束7之间形成耦合控制。
32.在对金属材料进行熔覆的步骤中,同轴送粉形成粉末流2,同轴送粉量由送粉器监测和控制,熔覆层4的高度和宽度根据送粉量与扫描速度确定,具体地,熔覆层4的高度和宽度与送粉量成正比,与扫描速度成反比,本领域技术人员可根据工艺需求调节各工艺参数。送粉量与扫描速度同时影响光束间的间距与工艺参数,各光束间形成耦合控制。
33.对于第二束热处理连续激光束5即重熔光束,其参数如焦点位置、光斑形状与能量空间分布等参数,由光斑分析仪、同轴高速相机(同轴cmos)、激光功率计、激光测距仪检测或控制,热处理连续激光束5的参数被设置为能够确保成形与重熔速度相匹配,本领域技术人员可以根据熔覆层4成形情况调节成形光束与重熔光束的间距。通过重熔提升熔池3表面质量和精度,并解决了气孔、熔合不良等问题。
34.第三束短脉冲激光束对熔覆层4进行正面或者侧面10
°
~170
°
内任意角度或者位置的冲击锻打,具有激光脉冲能量、激光脉冲宽度、重复频率、光斑尺寸和形状等参数精确可控可调,可处理不同结构特点的熔覆成形零件。
35.对于第三束锻打短脉冲激光束7,冲击锻造参数由光斑分析仪、同轴cmos、激光功率计等工具检测并控制。其他参数不变情况下,脉冲宽度与单位面积上激光能量成反比,而单位面积上的激光能量决定锻打深度即熔覆层4的高度,锻打短脉冲激光束7的脉冲宽度根据熔覆层4的高度确定,确保每一层获得充分锻打。锻打短脉冲激光束7的脉冲频率和光斑大小根据熔覆层4的面积确定,锻打光束的单位能量面积(与光斑面积、脉冲频率与移动速度相关)要与第一束光形成的熔覆层4的面积、移动速度相匹配,确保三个光束间速度匹配,保证强化区域保持在最佳锻造温度范围内,其中,最佳锻造温度范围可通过查阅熔覆层材料相关资料获得,强化区域就是处于最佳锻造温度区域的熔覆层区域。
36.本发明实施例利用多激光束同时协调地逐层堆叠实现零件成形,使得加工效率得到显著的提升;通过调整各激光束参数,解决了不同材料冷却速率及锻造温度区间大小的差异,使熔覆层在较高的塑性及低变形抗力下完成冲击强化并通过并通过激光冲击锻造频率与压力参数调控激光熔敷速度与送粉参数;激光冲击锻打使熔敷层晶粒显著细化,不同材料熔敷成形后的强度和疲劳寿命可提高几倍甚至几十倍;上述各工艺参数的稳定性保证了逐层晶粒尺寸可控,解决了因重熔可能形成的晶粒尺寸过大的问题,从而实现整个熔覆层晶粒尺寸的均匀性;消除了熔覆层的气孔等内部缺陷和热应力,提高了金属零件的内部质量和综合力学性能,并有效控制宏观变形与开裂问题,实现增材加工过程的控形控性。
37.多激光束复合制造工艺参数实行在线检测和控制,根据不同熔覆金属材料的锻造温度特性,建立多激光束复合加工温度场模型与在线检测及控制方法,以实现超高速熔覆过程的精准闭环控制,避免裂纹等不良结果产生;通过检测锻打熔覆层的晶粒尺寸、残余应力分布和微观组织等试验,结合实际情况完善复合加工温度场模型,使材料熔覆-重熔-冷却后处于最佳金属塑性成形温度区间(锻造温度),由第三束短脉冲激光进行冲击锻打,形成闭环控制。
38.以加工钛合金tc4-dt为例,采用本发明实施例中的短流程多激光束复合增材制造方法,并将激光直接成形的制造方法作为对照。图2示出了试样的宏观形貌,图3示出了微观组织形貌,其中,图2和3中的a对应于激光直接成形方法,b对应于激光重熔及激光锻打增材成形工艺,可以看出,采用短流程多激光束复合增材制造方法,可以显著改善熔覆层表面搭接痕与粗糙度,提高晶粒尺寸的均匀性,提高钛合金试样表面的成形质量。
39.从图4和5可以看出,采用短流程多激光束复合增材制造方法,钛合金试样的平均冲击韧性和平均拉伸性能均有明显提升,证明了本发明实施例中的制造方法在提高金属零件的机械性能和疲劳强度方面的技术效果,本发明实施例中的短流程多激光束复合增材制造方法能够显著提高金属零件内、外部成形质量和机械力学综合性能。
40.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。上述各优选特征在互不冲突的情况下,可以任意组合使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1