一种超精涂附磨具植砂装置、植砂方法及超精涂附磨具与流程
1.本发明涉及磨具领域,尤其是一种超精涂附磨具植砂装置、植砂方法及超精涂附磨具。
背景技术:
2.涂附磨具是用粘结剂把磨粒粘附在可挠曲基材上,又称柔性磨具。植砂是制备涂附磨具的重要环节,传统植砂方式包括重力植砂、静电植砂和胶砂混合植砂。重力植砂是通过磨粒自身的重力作用进行植砂;静力植砂是磨粒在静电场的作用下进行植砂;胶砂混合植砂是指粘结剂与磨粒混合后在人工或机器的作用下铺在基材上。
3.上述三种植砂方法和运用对应植砂方法的装置对基材植砂后,其植砂表现均为密集和重叠的植在基体上,导致基体上的的砂粒高度不同,会影响涂附磨具磨削和抛光的精度,具体的,若一处植砂位置依次重叠多颗砂粒(在下文中均指磨粒),而另一处植砂位置只有一颗砂粒,那么,涂附磨具在使用时候会导致被加工的工件出现不同的划痕深度,从而影响加工精度;其次,若砂粒在基材上分布不均匀,涂附磨具在加工工件时候,因为砂粒的分布不均匀会导致被加工的工件的出现不同的光洁度,也会增加工件表面的凹凸程度,从而影响加工精度。所以,如何实现均匀且单层的植砂是本领域技术人员需要解决的问题。
技术实现要素:
4.本发明的一个目的在于:针对上述存在的问题,提供一种超精涂附磨具植砂装置、植砂方法,能够将砂粒单层的、均匀的植在基材表面,从而达到提高磨具加工精度的目的;
5.本发明的另一个目的在于:提供一种超精涂附磨具,能够提高涂附磨具在加工工件时候的加工精度。
6.本发明采用的技术方案如下:一种超精涂附磨具植砂装置,包括带料件和给予基材压力的压辊,所述带料件与压辊之间存在用于供基材通过间隙;所述带料件上均匀布置有若干个用于对应存放一粒砂粒的微孔,所述压辊能够将基材表面挤压至微孔内使得砂粒种植在基体表面。
7.进一步地,所述带料件为可转动的带料辊,或者所述带料件为平动的带料带。
8.进一步地,所述压辊可转动,并且所述压辊的转动方向与所述带料辊的转动方向相反。
9.进一步地,还包括用于存放砂粒的砂槽,并且存在所述带料辊的部分位于砂槽内。
10.进一步地,以带料辊的转动方向和带料辊相对于压辊的位置将空间分为进辊侧空间和出辊侧空间,所述进辊侧空间处设置有刮刀,所述刮刀的一端与带料辊的表面相贴合。
11.进一步地,所述微孔的深度为0.001μm-0.0012μm。
12.进一步地,所述带料辊或带料带上设置有四氟材料层。
13.一种植砂方法,运用所述的植砂装置,包括以下步骤:
14.s1:预先在基材的植砂侧面上涂附粘结剂,并且将基材装配于所述带料件与压辊
之间;
15.s2:向带料件上的微孔内填充砂粒;
16.s3:压辊给予基材压力,使基材受压变形,基材的植砂侧面被挤压至微孔内;
17.s4:已填充砂粒的微孔跟随带料件运动至基材的植砂侧面处,基材的植砂侧面在压辊的挤压作用下与微孔内的砂粒接触并粘结,完成基材植砂;
18.s5:基材匀速运动,完成基材的均匀植砂。
19.一种超精涂附磨具,包括基材和与基材的植砂侧面固定连接的砂粒层,所述砂粒层是由若干颗砂粒均匀平铺形成的单层结构。
20.进一步地,该磨具是由所述的植砂装置制成或者所述的植砂方法制成。
21.综上所述,由于采用了上述技术方案,本发明的有益效果是:
22.1、本发明通过设置带料件与压辊,带料件上设置的微孔,微孔只能容纳一粒砂粒,实现在基材上均匀且单层的种植砂粒,避免出现砂粒重叠和不均匀的情况出现;进一步地达到超精度的涂附磨具植砂目的;
23.2、本发明因为不会出现砂粒的重叠情况,从而实现涂附磨具在砂粒种植时候使用更少的砂粒,大幅度减少砂粒的浪费;
24.3、本发明提出磨具的砂粒层为单层结构,能够有效避免工件在加工时候出现不同深度的划痕,以及保证工件的光洁度均匀和降低工件表面的凹凸程度,达到精度的要求;
25.4、本发明提出的磨具的砂粒层为单层结构,单层结构使得磨具在磨削时排屑和散热效果比传统的磨具效果更好,达到磨具磨削效率更高、使用寿命更长和被磨工件表面效果更好的目的。
附图说明
26.本发明将通过例子并参照附图的方式说明,其中:
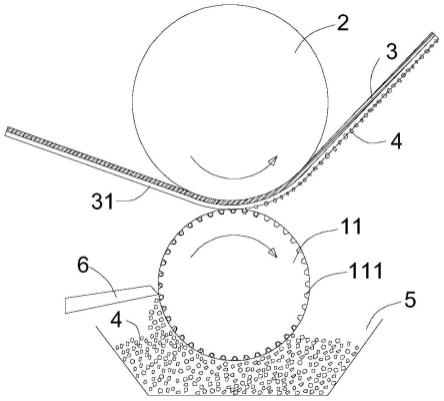
27.图1为本发明实施例1中公开的以带料辊为实施方式的结构示意图;
28.图2为本发明实施例1中公开的以带料带为一种实施方式的结构示意图;
29.图3为本发明实施例1中公开的以带料带为另一种实施方式的结构示意图;
30.图4为本发明实施例3公开的涂附磨具的产品结构示意图;
31.图5为本发明中公开的现有的涂附磨具的产品结构示意图;
32.图中标记:1-带料件,11-带料辊;111-微孔;2-压辊;3-基材;31-植砂面;4-砂粒;41-砂粒层;5-砂槽;6-刮刀。
具体实施方式
33.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
34.本说明书中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
35.实施例1
36.如图1-图5所示,一种超精涂附磨具植砂装置,包括带料件1和给予基材3压力的压
辊2,所述带料件1与压辊2之间存在用于供基材3通过间隙;所述带料件1上均匀布置有若干个用于对应存放一粒砂粒4的微孔111,所述压辊2能够将基材3表面挤压至微孔111内使得砂粒4种植在基体表面。
37.在本实施例中,为了方便说明,“基材3上需要植砂的侧面”在下文中简称为“植砂面31”。
38.在本实施例中,微孔111通过激光打孔的方式打孔形成;并且微孔111间的间距应该根据砂粒4的大小设计,如果微孔111间的间距太小使得在基材上砂粒4的间距过小,涂附磨具在研磨的时候基材3表面容易堵塞,影响涂附磨具的工作效率和寿命;如果微孔111间的间距太大,会导致涂附磨具上的有效砂粒少,则影响磨削效率。
39.在本实施例中,相对于现有的静电植砂等方法,基材3上均匀且单层的种植砂粒4,避免出现砂粒4重叠和不均匀的情况出现;进一步地达到超精度的涂附磨具植砂目的;并且因为不会出现砂粒4的重叠情况,从而实现涂附磨具在砂粒4种植时候使用更少的砂粒4,大幅度减少砂粒4的浪费;产生上述效果均是得益于微孔111的设计,具体的,在使用时候,植砂面31与带料件1接触,基材3上不需要植砂的侧面与压辊2接触,压辊2施加压力给予基材3,一方面能够使得基材3的种植砂粒4位置始终保持与带料件1稳定接触;另一方面压辊2配合微孔111能够将植砂面31挤压进入微孔111内与处于微孔111内的砂粒4接触并挤压,使得砂粒4充分并稳定的种植在基材3表面,由于微孔111的分布是均匀的,实现砂粒4均匀的种植;由于一个微孔111内只有一粒砂粒4,所以砂粒4种植只有一层,没有相互重叠的砂粒4。
40.进一步地,在本实施例中,带料件1或/和基材3可以移动或者不可以运动。
41.如图2所示,具体的,所述带料件1与基材3均不运动时候,带料件1与压辊2的第一种实施方式如下:
42.带料件1为板体或者圆柱体中的一种,基材3平铺在板体表面,压辊2沿着基材3表面主动运动,达到压辊2沿着基材3挤压基材3不同位置目的,使得植砂面31全部都有被挤压进入微孔111的过程,从而使得植砂面31全面且均匀的被种植砂粒4。
43.如图3所示,具体的,所述带料件1为平动的带料带时候,带料件1与压辊2的第二中实施方式如下:
44.当带料件1与基材3均能够主动运动时候,带料件1为平动的带料带时候,压辊2的绝对位置不动,可以自身转动(将压辊2与基材3表面之间的滑动摩擦力转变成滚动摩擦,降低压辊2与基材3之间出现摩擦损坏的可能),由于基材3的运动,相当于压辊2沿着基材3挤压基材3不同位置并且全面的挤压基材3表面,配合基材3的运动和待料件的运动实现植砂面31的不同位置且全面的种植砂粒4;所述待料件的平动实现位于带料带不同位置处的砂粒4能够种植在植砂面31上。
45.如图1所示,具体的,所述带料件1为可转动的带料辊11时候,带料件1与压辊2的第三种实施方式如下:
46.带料辊11与基材3之间必须存在至少一个部件为主动运动,另一个部件可以为从动运动或主动运动;具体的,当带料辊11或基材3中的一个部件为主动运动时候,另一个部件为从动运动时候,例如,带料辊11为主动部件,基材3为从动部件,带料辊11的主动转动运动带着基材3从动运动(因为在压辊2的作用下,基材3与带料辊11之间存在摩擦力,通过摩擦力带着基材3实现运动),从而实现压辊2挤压基材3的不同位置且全面挤压植砂面31,进
一步使得植砂面31全面且均匀的被种植砂粒4,随着基材3或待料件的运动,基材3与带料辊11在压辊2的作用下相互挤压完成砂粒4的种植,随后,基材3与带料辊11相互脱离,位于微孔111内的砂粒4被带出微孔111,进一步使得植砂面31全面且均匀的被种植砂粒4;当然,基材3主动运动带着带料辊11从动运动也是如此。
47.如图1所示,具体的,所述带料件1为可转动的带料辊11时候,带料件1与压辊2的第四种实施方式如下:
48.带料辊11与基材3之间必须存在至少一个部件为主动运动,另一个部件可以为从动运动或主动运动;具体的,当带料辊11和基材3中的均为主动运动时候,从而实现压辊2挤压基材3的不同位置且全面挤压植砂面31,随着基材3和待料件的运动,基材3与带料辊11在压辊2的作用下相互挤压完成砂粒4的种植,基材3与带料辊11相互脱离,位于微孔111内的砂粒4被带出微孔111,进一步使得植砂面31全面且均匀的被种植砂粒4。
49.需要说明的是,对于上文中带料件1与压辊2的第三种和第四种实施方式,带料件1优选带料辊11是因为带料辊11能够以自身的轴线转动,从而使循环带料,相比较带料件1与压辊2的第一种和第二种实施方式,具有占用更小的空间实现连续带料的优势。
50.进一步说明的是,对于上文中带料件1与压辊2的第三种和第四种实施方式之间的比较,第三种实施方式中控制植砂面31长度方向上的砂粒4间距是由带料辊11上的周向布置微孔111之间的弧长间距所决定;第四种实施方式中控制植砂面31长度方向上的砂粒4间距是由基材3沿植砂面31长度方向的运动速度,以及带料辊11上的周向布置微孔111之间的弧长间距共同决定的。
51.需要说明的是,控制砂粒4的间距直接影响涂附磨具质量的好坏,具体的,如果砂粒4的间距过小,涂附磨具在研磨的时候基材3表面容易堵塞,影响涂附磨具的工作效率和寿命;如果砂粒4的间距太大,会导致涂附磨具上的有效砂粒少,则影响磨削效率。
52.如图1所示,在本实施例中,所述带料件1与压辊2在本实施例中优选第三种实施方式。
53.在本实施例中,由于压辊2与基材3之间存在挤压力,所以,所述压辊2与基材3之间存在较大的摩擦力,为了降低该摩擦力,降低该摩擦力对基材3的损坏,所述压辊2能够沿着自身的轴线转动,在基材3运动时候,压辊2与基材3之间的滑动摩擦转变成滚动摩擦,实现降低基材3与压辊2之间的摩擦。
54.进一步地,在本实施例中,所述基材3与压辊2之间的运动方式如下:
55.所述基材3为主动运动,压辊2在基材3的带动下实现从动转动运动;或者压辊2的转动为主动运动,基材3在压辊2的带动下实现沿着植砂面31运动。
56.更进一步的,对于基材3来说,基材3的一个侧面与压辊2接触,基材3的另一个侧面与带料辊11接触,为了保证基材3能够顺利运动,不会出现运动干涉,所述压辊2的转动方向与所述带料辊11的转动方向相反,使得压辊2与基材3的接触位置的线速度方向相同于带料辊11与基材3的接触位置的线速度方向。
57.在本实施例中,还包括用于存放砂粒4的砂槽5,并且存在所述带料辊11的部分位于砂槽5内,砂槽5内的砂粒4提供物料,砂粒4不断填充已经处于空置的微孔111,达到连续的、机械化填料的目的。
58.在本实施例中,以带料辊11的转动方向和带料辊11相对于压辊2的位置将空间分
为进辊侧空间和出辊侧空间,填充有砂粒4的微孔111从进棍侧空间进入基材3与带料辊11贴合的位置,微孔111中的砂粒4在基材3与带料辊11之间的贴合位置处被基材3带走,随后从出辊侧空间处远离基材3与带料辊11相贴合的位置,并且进入砂槽5内准备填充空置的微孔111;空置的微孔111进入砂槽5后,微孔111被砂粒4填充,随后做远离砂槽5运动并且准备进入,所述进辊侧空间处设置有刮刀6,所述刮刀6的一端与带料辊11的表面相贴合,刮刀6硬质材料,不能进入微孔111内,所以对完全位于微孔111内砂粒4没有影响,而是刮除掉带料辊11表面携带的砂粒4,避免影响植砂效果,而一个微孔111内只能存放一粒砂粒4,保证单层砂粒4植砂和植砂的均匀性。
59.在本实施例中,所述微孔111的深度为0.001μm-0.0012μm,使得微孔111只能存放直径为0.001μm-0.0012μm的砂粒4,达到千分度的精度要求,实现超精涂附磨具的植砂。
60.进一步地,在本实施例中,微孔111的深度优选0.0012μm,使得砂粒4完全处于微孔111内,保证不会被刮板影响的同时还能保证基材3被挤压后能够完全接触微孔111内的砂粒4。
61.需要说明的是,在实际运用中,若对于不要求超精度的涂附磨具来说,也就是说,砂粒4的直径不为0.001μm-0.0012μm时候,所述微孔111的深度为砂粒4直径的1-1.2倍,其目的就是为了保证不会被刮板影响的同时还能保证基材3被挤压后能够完全接触微孔111内的砂粒4。
62.在本实施例中,所述带料辊11或带料带上设置有四氟材料层,在过程中,基材3通常是预先涂附粘结剂的,为了避免粘结剂粘在带料辊11上,所以设置四氟材料层;四氟材料层是有四氟材料喷涂在带料辊11表面形成的,不会与粘结剂粘结。
63.在本实施例中,所述带料辊11为不锈钢材质制成,其目的是为了防止腐蚀,提高使用寿命。
64.在本实施例中,所述压辊2为硬度为30ha-80ha的橡胶材质制成,硬度过大容易损坏基材3并且不便于对基材3的安装;硬度过小对基材3的挤压能力不足,自身容易产生形变,所以,压辊2的硬度优选50ha,既能保证顺利安装基材3和降低基材3被损坏的可能,又能保证基材3能够受到足够的压力传递。
65.实施例2
66.如图1-图5所示,一种植砂方法,运用实施例1中所述的植砂装置,包括以下步骤:
67.s1:预先在基材3的植砂侧面上涂附粘结剂,并且将基材3装配于所述带料件1与压辊2之间;具体的,粘结剂涂附在基材3的植砂面31上,植砂面31与带料件1的表面接触,带料件1优选带料辊11,基材3上的另一个侧面与压辊2的表面接触,压辊2将基材3挤压在带料件1的表面;
68.需要说明的是,粘结剂为酚醛树脂、脲醛树脂、环氧树脂、聚氨酯树脂中的一种或几种,且需要在植砂前达到高度凝胶状态。
69.s2:向带料件1上的微孔111内填充砂粒4;具体的,带料件1为带料辊11,带料辊11转动,与砂槽5内的砂粒4接触并且推动砂粒4,砂粒4在被推动和自身重力的共同作用下填充至带料辊11的微孔111内,实现砂粒4的填充;
70.s3:与步骤s2同时进行的,压辊2给予基材3压力,使基材3受压变形,微孔111对应的位置处的基材3存在微孔111内部空隙,基材3恢复形变填充进入微孔111内,实现基材3的
植砂侧面被挤压至微孔111内;
71.s4:已填充砂粒4的微孔111跟随带料件1运动(本实施例中式带料辊11的转动)至基材3的植砂侧面处,基材3的植砂侧面在压辊2的挤压作用下与微孔111内的砂粒4接触并粘结,完成基材3植砂;
72.s5:基材3匀速运动,完成基材3的均匀植砂。
73.在本实施例中,基材3与带料辊11之间的运动关系的第一种实施方式如下:
74.在步骤s4或/和步骤s5中,所述带料件1的运动由基材3的运动提供,即带料辊11与基材3之间,基材3为主动运动的部件,带料辊11为从动运动的部件,维持基材3运动的力来自外力(包括来自压辊2与基材3之间的摩擦力),带料辊11维持运动的力来自基材3与带料辊11之间的相互摩擦力,并且基材3与带料辊11的线速度相同且同步,从而,控制植砂面31长度方向上的砂粒4间距是由带料辊11上的周向布置微孔111之间的弧长间距所决定。
75.或者基材3与带料辊11之间的运动关系的第二种实施方式如下:
76.在步骤s4或/和步骤s5中,所述基材3的运动由带料件1的运动提供;即带料辊11与基材3之间,基材3为从动运动的部件,带料辊11为主动运动的部件,带料辊11维持运动的力来自外力,基材3维持运动的力来自基材3与带料辊11之间的相互摩擦力,并且基材3与带料辊11的线速度相同且同步,从而,控制植砂面31长度方向上的砂粒4间距是由带料辊11上的周向布置微孔111之间的弧长间距所决定。
77.或者基材3与带料辊11之间的运动关系的第三种实施方式如下:
78.在步骤s4或/和步骤s5中,所述带料件1的运动与基材3的运动相互独立;即带料辊11与基材3之间,基材3为主动运动的部件,带料辊11为主动运动的部件,带料辊11和基材3维持运动的力均来自外力,基材3与带料辊11的线速度仅在方向上相同,但是速度可以不同,从而,控制植砂面31长度方向上的砂粒4间距是由基材3沿植砂面31长度方向的运动速度,以及带料辊11上的周向布置微孔111之间的弧长间距共同决定的。
79.需要说明的是,基材3与带料辊11之间的运动关系的第三种实施方式相对于其他两种实施方式在控制间距上具有方便且易调整的优点,但是也会因为基材3与带料辊11之间的运动速度不同出现相对摩擦,导致部件容易被损坏,所以,本领域技术人员可以根据实际需求选择具体的实施方式。
80.实施例3
81.如图4-图5所示,一种超精涂附磨具,包括基材3和与基材3的植砂侧面固定连接的砂粒层41,所述砂粒层41是由若干颗砂粒4均匀平铺形成的单层结构,单层结构的砂粒层41一方面能够有效避免工件在加工时候出现不同深度的划痕,以及保证工件的光洁度均匀和降低工件表面的凹凸程度,达到精度的要求;单层结构的砂粒层41另一方面能够使得涂附磨具在磨削时排屑和散热效果比传统的磨具效果更好,达到磨具磨削效率更高、使用寿命更长和被磨工件表面效果更好的目的。
82.在本实施例中,该磨具是由实施例1所述的植砂装置制成或者实施例2所述的植砂方法制成。
83.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1