一种用于同轴送粉式激光定向能量沉积的喷嘴的制作方法
1.本发明涉及激光材料加工技术领域,特别是涉及一种用于同轴送粉式激光定向能量沉积的喷嘴。
背景技术:
2.同轴送粉式激光定向能量沉积是指将所选用的金属粉末类沉积材料在高能量密度的激光焦点作用下熔融或熔化,从而将材料添加到基材表面形成涂层或将材料熔化凝固堆叠后形成零件,零件的成形精度和粉末利用率是影响沉积质量和成本的重要因素。
3.常规的激光定向能量沉积喷嘴汇聚粉斑大小通常为3mm-5mm,沉积熔道宽度约为2mm-4mm,与粉斑大小相似,可以获得较高的粉末利用率。现阶段用户在使用环形同轴送粉式喷嘴进行激光加工时,对其加工精度、效率和成本均提出了更高的要求,如航空叶片的叶尖修复,航空发动机机匣受损部位修复等。
4.授权公告号为cn216039824u的专利公开了一种激光熔覆喷嘴,包括安装座,安装座的安装孔与内芯的一端连接,内芯外部套有进粉块,内芯与进粉块端部的连接孔连接,安装座、内芯和进粉块同轴布置,进粉块和内芯之间设置有出粉通道,内芯和连接孔采用间隙配合,安装座上设置有至少一组贯穿的螺纹调节孔,螺纹调节孔内设置有调节螺钉,每个调节螺钉均能够调节旋入程度,从而顶紧进粉块。
5.喷嘴的空间结构复杂,上述的喷嘴整体由安装座、进粉块、内芯、锁紧螺母、出粉嘴五部分组装形成,以便于在各个部分上加工成型进粉路径、冷却回路等结构,形成复杂的空间结构。但是现有的喷嘴的装配件数量较多,装配后精度受限,并且内部的空间形状加工不便,影响了粉末的空间分布,进而影响喷嘴的粉斑尺寸。
技术实现要素:
6.本发明的目的是:提供一种用于同轴送粉式激光定向能量沉积的喷嘴,以解决现有技术中的喷嘴的装配件数量多,装配精度受限,空间形状加工不便,影响粉末的空间分布的问题。
7.为了实现上述目的,本发明提供了一种用于同轴送粉式激光定向能量沉积的喷嘴,包括均由3d打印制作成型的喷嘴基座和喷嘴外环,所述喷嘴基座的顶部用于与激光系统连接,所述喷嘴基座内成型有供激光穿过的激光通道;
8.所述喷嘴基座上设置有冷却水入口、冷却水出口和粉末入口,所述喷嘴基座内一体成型有连通所述冷却水入口、冷却水出口的冷却水路,所述喷嘴基座内还一体成型有与所述粉末入口连通的匀粉腔,所述喷嘴基座的底部还成型有外导向塑形锥面,所述外导向塑形锥面上设有与所述匀粉腔连通的粉末出口,所述外导向塑形锥面的底部外边缘形成出粉内圆;
9.所述喷嘴外环的顶部与所述喷嘴基座的底部之间密封连接,所述喷嘴外环的内侧成型有内导向塑形锥面,所述内导向塑形锥面的底部内边缘形成出粉外圆,所述内导向塑
形锥面与所述外导向塑形锥面之间形成供粉末流出的出粉间隙,所述出粉外圆、所述出粉内圆均成型在所述激光通道的底端。
10.优选地,所述匀粉腔包括靠近所述激光通道的匀粉内壁和远离所述激光通道的匀粉外壁,所述粉末出口设置在所述匀粉内壁与所述匀粉外壁之间的底部,所述匀粉内壁与所述匀粉外壁上均设置有用于与运动的粉末碰撞以改变粉末运动状态和空间分布的匀粉纹路。
11.优选地,所述匀粉纹路为网形结构。
12.优选地,所述外导向塑形锥面与所述内导向塑形锥面的表面粗糙度ra小于等于1.6μm。
13.优选地,所述外导向塑形锥面的顶端还成型有用于承接粉末的导流面,所述导流面的锥角大于所述外导向塑形锥面的锥角。
14.优选地,所述喷嘴基座的底部成型有用于与所述喷嘴外环连接的连接台,所述连接台包括由顶至底依次成型的顶面、外圆面和上限位端面,所述喷嘴外环的顶端成型有下限位端面和布置在所述下限位端面的外侧的环形凸台,所述上限位端面与下限位端面抵接,所述环形凸台用于套装在所述连接台的外侧。
15.优选地,所述下限位端面上还开设有环形的密封凹槽,所述密封凹槽内设置有环形密封圈。
16.优选地,所述喷嘴外环与所述喷嘴基座上还设置有装配固定孔,所述装配固定孔用于穿装紧定螺钉,所述喷嘴外环与所述喷嘴基座之间通过紧定螺钉固定连接。
17.优选地,所述冷却水入口与所述冷却水出口沿所述喷嘴基座的中心线对称布置,所述冷却水路绕所述喷嘴基座的中心线环绕布置。
18.优选地,所述冷却水路的纵截面为水滴形结构,所述冷却水路的截面的底端尺寸大于顶端尺寸。
19.本发明实施例一种用于同轴送粉式激光定向能量沉积的喷嘴与现有技术相比,其有益效果在于:喷嘴基座由3d打印制作成型,3d打印的成型方式可以一体成型喷嘴基座内的匀粉腔和冷却水路,避免采用各个部件组装成型匀粉腔和冷却水路,减少了装配件的数量,采用3d打印成型保证了匀粉腔、冷却水路的成型精度,保证粉末的空间分布,减小喷嘴的粉斑尺寸,同时喷嘴外环由3d打印制作成型,可以提高内导向塑形锥面、出粉外圆、外导向塑形锥面、出粉内圆的加工精度,便于控制出粉间隙的精度,减小粉斑的尺寸,提高粉末的利用率。
附图说明
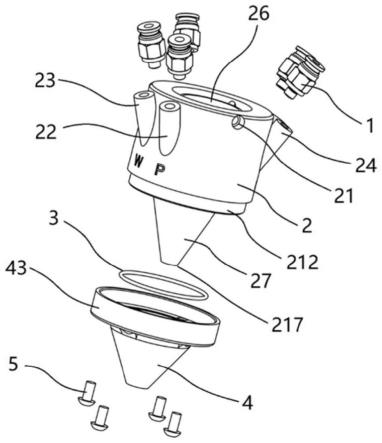
20.图1是本发明的用于同轴送粉式激光定向能量沉积的喷嘴的结构示意图;
21.图2是图1的用于同轴送粉式激光定向能量沉积的喷嘴的主视图;
22.图3是图2的用于同轴送粉式激光定向能量沉积的喷嘴的剖视图;
23.图4是图1的用于同轴送粉式激光定向能量沉积的喷嘴的喷嘴基座的结构示意图;
24.图5是图4的喷嘴基座的剖视图;
25.图6是图5的喷嘴基座的匀粉腔的局部放大示意图;
26.图7是图4的喷嘴基座的仰视图;
27.图8是图4的喷嘴基座的俯视图;
28.图9是图1的用于同轴送粉式激光定向能量沉积的喷嘴的喷嘴外环的结构示意图;
29.图10是图9的喷嘴外环的剖视图。
30.图中,1、快速接头;2、喷嘴基座;21、喷嘴安装孔;22、粉末入口;23、冷却水入口;24、冷却水出口;25、冷却水路;26、激光通道;27、外导向塑形锥面;28、匀粉腔;29、匀粉内壁;210、匀粉外壁;211、匀粉纹路;212、连接台;213、顶面;214、外圆面;215、上限位端面;216、定位连接槽;217、出粉内圆;218、出粉间隙;219、粉末出口;3、环形密封圈;4、喷嘴外环;41、装配固定孔;42、内导向塑形锥面;43、环形凸台;44、下限位端面;45、导流面;46、密封凹槽;47、出粉外圆;5、紧定螺钉。
具体实施方式
31.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
32.本发明的一种用于同轴送粉式激光定向能量沉积的喷嘴的优选实施例,如图1至图10所示,该用于同轴送粉式激光定向能量沉积的喷嘴包括喷嘴基座2和喷嘴外环4,喷嘴基座2的顶部用于与外设的激光系统连接,喷嘴基座2和喷嘴外环4固定连接。
33.喷嘴基座2和喷嘴外环4均采用3d打印技术(增材工艺)制作成型,并且配合减材工艺进行精加工,增材工艺不限于激光粉末床熔融,减材工艺不限于车削。采用先增材成形后减材定型并提升关键部位形位精度,充分利用增材工艺和减材工艺的优点,在实现空间复杂结构特征成形的同时,减少了装配件数量,并降低了后续减材加工的难度。
34.喷嘴基座2内成型有激光通道26,激光通道26用于供激光系统产生的激光和保护气体通过。激光通道26同轴布置在喷嘴基座2内,激光通道26的形状依照激光汇聚的特点设计,激光通道26的顶部直径大于底部直径,即激光通道26上大下小,该激光通道26小且深,用增材制造工艺直接成形,无需进一步处理便可满足使用需求,解决了传统减材加工难以制造的难题。
35.喷嘴基座2上设置有冷却水入口23、冷却水出口24和粉末入口22,粉末入口22用于供待熔融的粉末进入喷嘴基座2内。喷嘴基座2内还一体成型有连通冷却水入口23、冷却水出口24的冷却水路25,喷嘴基座2内还一体成型有与粉末入口22连通的匀粉腔28,匀粉腔28用于暂存输送的粉末,冷却水路25用于对喷嘴基座2进行冷却降温。在本实施例中,粉末入口22共有三个,三个粉末入口22沿喷嘴基座2的周向间隔均布,在其他实施例中,粉末入口22的数量也可以为四个、五个、六个等。
36.冷却水路25位于匀粉腔28的外侧,冷却水路25的结构复杂,现有的组装式喷嘴采用打孔及装配式冷却结构,冷却水路25往往集中于局部重要部位,冷却不均匀,并且制作工序多、可靠性差,往往需要多个结构件装配实现,导致整体外形尺寸变大。
37.本实施例中,冷却水路25与喷嘴基座2一体成型,即冷却水路25采用增材工艺加工成型,可以确保加工过程中的稳定性,不需要多个结构件装配,集成度高,使喷嘴基座2的外形尺寸更加小巧紧凑。同时冷却水路25可以均匀布置在喷嘴基座2内,与喷嘴基座2的接触面积更大,对喷嘴基座2整体进行冷却,获得更好的冷却效果,确保加工过程的稳定性。
38.传统的加工制作工艺无法实现喷嘴基座2内部空腔的加工,需要多个件装配实现,
且受加工难度限制,往往无法在相对应的壁面添加太多的匀粉特征或直接不添加,一定程度上影响了粉末在空间内的均匀分布,进而影响到喷嘴的工作性能。本实施例中匀粉腔28与喷嘴基座2一体成型,匀粉腔28采用增材工艺加工成型,不需要多个结构件装配,集成度高,是传统的减材加工方法无法实现的,匀粉效果更为优异。
39.喷嘴基座2的顶部的内侧设置有定位连接槽216,喷嘴基座2顶部的外侧设置有喷嘴安装孔21,定位连接槽216用于与激光系统连接,并且与激光系统实现同轴定位,保证喷嘴基座2的激光通道26与激光系统同轴。喷嘴基座2的喷嘴安装孔21沿喷嘴基座2的径向延伸,喷嘴安装孔21用于供螺钉穿过,对喷嘴基座2进行位置锁定。
40.在本实施例中,冷却水入口23、冷却水出口24、粉末入口22处均连接有快速接头1,快速接头1可通过柔性圆管介入外设的供粉系统或者冷却水系统,实现接口处的密封以及快速操作,相较于传统的喷嘴具有更好的紧凑性和冷却能力,大大提高了作业时工作可靠性及日常维护便利性。快速接头1为标准件,使用维护方便,其具体结构不作详细叙述。
41.喷嘴基座2上还设置有水路标识和粉路标识,水路标识设置有冷却水入口23处,粉路标识设置在粉末入口22处,水路标识与粉路标识为操作人员提供标记,便于操作人员快速区分各个快速接头1。在本实施例中,水路标识具体为字母w,粉路标识具体为字母p。
42.喷嘴基座2的底部还成型有外导向塑形锥面27,外导向塑形锥面27的底部外径小于顶部外径,即外导向锥形锥面为底部小顶部大的锥形结构。外导向塑形锥面27上设有粉末出口219,粉末出口219与匀粉腔28连通,外导向塑形锥面27的底部外边缘形成出粉内圆217,即粉末在匀粉腔28内经过粉末出口219落入外导向塑形锥面27,并沿外导向塑形锥面27落到最底部的出粉内圆217。
43.喷嘴外环4的顶部与喷嘴基座2的底部之间密封连接,密封连接可以避免粉末从喷嘴外环4与喷嘴基座2之间的间隙逸出。喷子外环的内侧面成型有内导向塑形锥面42,内导向塑形锥面42的底部内边缘形成出粉外圆47,内导向塑形锥面42与外导向塑形锥面27之间形成供粉末流出的出粉间隙218,出粉外圆47、出粉内圆217均成型在激光通道26的底端。
44.粉末在匀粉腔28内经过粉末出口219进入出粉间隙218,在内导向塑形锥面42与外导向塑形锥面27的导向作用下落入出粉外圆47、出粉内圆217之间,由于出粉外圆47、出粉内圆217均成型在激光通道26的底端,粉末经出粉外圆47、出粉内圆217流出口汇聚形成均匀的集中粉斑,粉末在高能激光光板的作用下即可实现定向能量沉积加工作业。
45.出粉间隙218由内导向塑形锥面42、外导向塑形锥面27、出粉外圆47、出粉内圆217共同形成,采用先增材工艺、后减材工艺复合加工成型,可以提高出粉间隙218的精度,通过改变内导向塑形锥面42、外导向塑形锥面27、出粉外圆47、出粉内圆217的特征尺寸,即可实现出粉间隙218的变更,从而起到调整汇聚粉斑的目的。
46.喷嘴基座2由3d打印制作成型,3d打印的成型方式可以一体成型喷嘴基座2内的匀粉腔28和冷却水路25,避免采用各个部件组装成型匀粉腔28和冷却水路25,减少了装配件的数量,采用3d打印成型保证了匀粉腔28、冷却水路25的成型精度,保证粉末的空间分布,减小喷嘴的粉斑尺寸,同时喷嘴外环4由3d打印制作成型,可以提高内导向塑形锥面42、出粉外圆47、外导向塑形锥面27、出粉内圆217的加工精度,便于控制出粉间隙218的精度,减小粉斑的尺寸,提高粉末的利用率。
47.优选地,匀粉腔28包括靠近激光通道26的匀粉内壁29和远离激光通道26的匀粉外
壁210,粉末出口219设置在匀粉内壁29与匀粉外壁210之间的底部,匀粉内壁29与匀粉外壁210上均设置有用于与运动的粉末碰撞以改变粉末运动状态和空间分布的匀粉纹路211。
48.粉末出口219设置在匀粉内壁29与匀粉外壁210之间的底部,便于粉末落入出粉间隙218。喷嘴基座2采用3d打印成型,可以实现在匀粉腔28内加工匀粉纹路211。粉末的运动状态包括运动速度和运动方向等,匀粉纹路211可以与经过粉末入口22入射的粉末发生碰撞,改变粉末的运动速度和运动方向,降低粉末运动速度的同时,使得粉末在匀粉腔28内均匀分布。
49.优选地,匀粉纹路211为网形结构。
50.匀粉纹路211采用网形结构,网形结构与粉末的接触面积更大,与粉末的碰撞更为频繁,使粉末分布均匀。在其他实施例中,匀粉纹路211也可以为均匀的凸起或者凹槽。
51.优选地,外导向塑形锥面27与内导向塑形锥面42的表面粗糙度ra小于等于1.6μm。
52.喷嘴基座2的外导向塑形锥面27、喷嘴外环4的内导向塑形锥面42均采用先增材工艺后减材工艺精加工的方式制作,可以保证外导向塑形锥面27与内导向塑形锥面42的精度。外导向塑形锥面27与内导向塑形锥面42的表面粗糙度越小,喷嘴聚会的粉斑尺寸越小,表面粗糙度ra小于等于1.6μm,汇聚的粉斑最小可达1.0mm以下,粉末利用率可达90%以上。
53.优选地,外导向塑形锥面27的顶端还成型有用于承接粉末的导流面45,导流面45的锥角大于外导向塑形锥面27的锥角。
54.导流面45用于承接由粉末出口219流出的粉末,导流面45的锥角大于外导向塑形锥面27的锥角,对粉末进行导向缓冲。
55.优选地,喷嘴基座2的底部成型有用于与喷嘴外环4连接的连接台212,连接台212包括由顶至底依次成型的顶面213、外圆面214和上限位端面215,喷嘴外环4的顶端成型有下限位端面44和布置在下限位端面44的外侧的环形凸台43,上限位端面215与下限位端面44抵接,环形凸台43用于套装在连接台212的外侧。
56.喷嘴基座2的底部的连接台212伸入环形凸台43内,连接台212的顶面213、外圆面214和上限位端面215分别与环形凸台43的顶部端面、内圆面和下限位端面44接触,形成多个密封副,增加喷嘴基座2与喷嘴外环4之间的密封性。
57.优选地,下限位端面44上还开设有环形的密封凹槽46,密封凹槽46内设置有环形密封圈2。
58.密封凹槽46布置在下限位端面44上,环形密封圈2配合下限位端面44可以实现喷嘴基座2与喷嘴外环4之间的配合面的密封。环形密封圈2作为独立构件,便于快速拆分组合,同时环形密封圈2为标准件,使用维护方便。
59.优选地,喷嘴外环4与喷嘴基座2上还设置有装配固定孔41,装配固定孔41用于穿装紧定螺钉5,喷嘴外环4与喷嘴基座2之间通过紧定螺钉5固定连接。
60.喷嘴外环4与喷嘴基座2之间通过装配固定孔41、紧定螺钉5固定连接,实现快速拆分组合。紧定螺钉5旋紧后可使上限位端面215、下限位端面44压紧环形密封圈2,实现配合面的密封。
61.优选地,冷却水入口23与冷却水出口24沿喷嘴基座2的中心线对称布置,冷却水路25绕喷嘴基座2的中心线环绕布置。
62.冷却水入口23和冷却水出口24对称布置,使得冷却水路25的行程最大化,增加与
喷嘴基座2的接触面积,使喷嘴基座2的整体温度保持一致。
63.优选地,冷却水路25的纵截面为水滴形结构,冷却水路25的截面的底端尺寸大于顶端尺寸。
64.喷嘴基座2的底部空间大于顶部空间,冷却水路25的纵截面为水滴形结构,使冷却水路25的外形依照喷嘴基座2的结构外形以及内腔结构特点并根据工艺密封厚度设计,充分利用喷嘴基座2的结构体积,在喷嘴整体尺寸紧凑小巧同时,使得冷却空间最大化。
65.本技术的用于同轴送粉式激光定向能量沉积的喷嘴的工作过程为,先通过喷嘴基座2的定位连接槽216和喷嘴安装孔21接入激光系统,通过喷嘴基座2上的冷却水入口23、冷却水出口24通入冷却水,冷却水在冷却水路25内循环,对该喷嘴进行冷却;将喷嘴上的快速接头1通过柔性圆管接入外设的供粉系统,来自供粉系统的粉末通过粉末入口22进入匀粉腔28,并与匀粉纹路211发生碰撞并均匀发散;均匀发散后的粉末经过喷嘴基座2与喷嘴外环4之间的出粉间隙218,塑形汇聚成均匀的集中粉斑;最后通过激光通道26通入保护气并开启激光,激光经过喷嘴基座2的激光通道26后与经过出粉外圆47、出粉内圆217流出的粉末相遇,在高能激光光斑和粉斑的相互作用下,即可实现定向能量沉积加工作业。
66.综上,本发明实施例提供一种用于同轴送粉式激光定向能量沉积的喷嘴,其喷嘴基座由3d打印制作成型,3d打印的成型方式可以一体成型喷嘴基座内的匀粉腔和冷却水路,避免采用各个部件组装成型匀粉腔和冷却水路,减少了装配件的数量,采用3d打印成型保证了匀粉腔、冷却水路的成型精度,保证粉末的空间分布,减小喷嘴的粉斑尺寸,同时喷嘴外环由3d打印制作成型,可以提高内导向塑形锥面、出粉外圆、外导向塑形锥面、出粉内圆的加工精度,便于控制出粉间隙的精度,减小粉斑的尺寸,提高粉末的利用率。
67.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1