一种高压气流辅助水射流喷嘴及打磨方法与流程
1.本发明属于钢轨打磨技术领域,更具体地,涉及一种高压气流辅助水射流喷嘴及打磨方法。
背景技术:
2.由于磨料水射流(abrasive waterjet)独有的冷加工特性,让其成为了最近四十年来发展最为迅速的一门特种加工技术,其应用越来越普遍,目前被广泛应用于航空航天、机械加工、汽车制造、铸造业、兵器工业、电子、建筑业及造纸业等行业。水射流喷嘴是射流加工过程中的主要部件,其质量好坏、结构的合理性决定了射流的加工质量,因此对其的影响具有重要的意义。
3.目前,传统水射流喷嘴用于切割、打磨等应用场景时靶距需控制在3-6mm,有效喷射靶距较短,更多适用于机床上工件静止的情形。然而在部分实际使用中,如行进过程中打磨钢轨等,靶距需要大于10mm,同时还要防止喷嘴砂管因振动与工件表面碰撞后破损。
4.已有一些公开专利,从引入自振荡射流、空化射流、旋转射流、脉冲射流等方法优化喷嘴结构,例如发明专利cn108855662a公开了一种多孔直旋混合空化射流喷嘴,其导流件和旋转体上轴向通孔的存在、旋转叶轮的存在及收缩扩张的水平正向喷射口的存在将连续直射流、旋转射流、空化射流结合起来,能有效提升水射流加工质量,成本较低,但有效加工靶距依旧未能增加,同时目前也未有相关发明能有效提高加工靶距。
5.基于上述缺陷和不足,本领域亟需提出一种高压气流辅助水射流喷嘴结构及其控制方法,能有效提高加工靶距。
技术实现要素:
6.针对现有技术的以上缺陷或改进需求,本发明提供了一种高压气流辅助水射流喷嘴及打磨方法,其中结合水射流喷嘴自身的特征及其钢轨打磨工艺特点,相应设计了一种高压气流辅助水射流喷嘴,并对其关键组件如喷嘴结构本体、高压水流入口、固体磨料通道、固液两相混合腔、砂管和高压气流模块的结构及其具体设置方式进行研究和设计,相应的可增加磨料水射流有效喷射距离,聚焦喷射能量,有效预防喷嘴与作用物过近导致破碎的情况。
7.为实现上述目的,按照本明的一个方面,提出了一种高压气流辅助水射流喷嘴,包括:
8.喷嘴结构本体;
9.高压水流入口,设于所述喷嘴结构本体内的上部,且沿所述喷嘴结构本体轴向布置;
10.固体磨料通道,设于所述喷嘴结构本体侧壁上;
11.固液两相混合腔,设于所述喷嘴结构本体内,且该固液两相混合腔与所述高压水流入口和固体磨料通道连通;
12.砂管,设于所述喷嘴结构本体内的下部,且该砂管与所述固液两相混合腔连通;
13.高压气流模块,包括依次连通的气管通道、环形中空气管以及气体喷射段,所述气管通道用于输入指定气压的气流至所述气体喷射段,所述气体喷射段用于根据打磨距离调整气流的聚焦角度,使得所述砂管喷射的磨料在气流约束作用下校正射流方向。
14.作为进一步优选的,所述环形中空气管与所述气体喷射段之间还设有气体收敛管,所述气体收敛管为锥形结构,所述环形中空气管的环形截面大于所述气体喷射段的环形截面。
15.作为进一步优选的,还包括场生成器,设于所述气体喷射段,用于生成连续可调的磁场;
16.所述气体喷射段包括磁流体变形壁,所述磁流体变形壁设有磁流体腔,所述磁流体腔可发生形变,所述磁流体腔内设有磁流体,所述磁流体的硬度可随所述场生成器生成磁场的磁场强度变化可发生变化,从而改变磁流体变形壁的轴向内壁斜度。
17.作为进一步优选的,所述磁流体的硬化能力与所述场生成器生成磁场的磁感应强度正相关,所述磁流体硬化能力与磁场感应强度的函数为η=k(μ-1)h2,其中η为磁粘度,所述磁粘度越大,则硬度越大,k为比例系数,μ为磁流体的磁导率,h为磁场强度。
18.作为进一步优选的,所述场生成器包括电磁线圈,所述电磁线圈设于所述磁流体腔,所述电磁线圈可根据内部流经的电流密度生成连续可调的磁场,所述电磁线圈激发磁场的磁感应强度与所述电磁线圈内流经电流密度的函数为其中,s为空间中任意闭合曲线,j为通电线圈中电流密度,l为所述闭合曲线的边界。
19.作为进一步优选的,所述电磁线圈内流经的电流密度与所述电磁线圈内流经电流正相关,其函数为i为电磁线圈中流经的电流,π为圆周率,r为电磁线圈的半径。
20.作为进一步优选的,所述电磁线圈设有多根,多根所述电磁线圈设于所述气体喷射段,每根所述电磁线圈内可流经不同大小的电流,以在所述气体喷射段形成连续不同硬度的所述磁流体。
21.按照本发明的另一个方面,还提供了一种钢轨水射流连续可调打磨方法,采用所述的喷嘴实现,包括:
22.s1启动打磨车,通过工业摄像头采集钢轨表面图像,通过信号发射装置将钢轨表面图像发送至打磨车控制中心;
23.s2打磨车控制中心通过图像处理算法对所接收的所述钢轨表面图像进行病害特征识别获得钢轨病害特征数据信号;
24.s3打磨车控制中心根据钢轨病害特征数据信号标记钢轨病害所在位置和确定钢轨损伤情况,同时识别打磨车行驶参数和打磨定位参数;
25.s4打磨车控制中心根据钢轨病害所在位置、打磨车行驶参数以及打磨定位参数控制水射流打磨装置的每一排水刀在到达所述病害所在位置后喷嘴的自动启闭,同时,在喷嘴工作时,打磨车控制中心根据钢轨损伤情况控制喷嘴上的场生成器生成连续可调的固化磁场,进而改变喷嘴气流的聚焦角度,以适应与钢轨损伤相适配的工作模式,进而,实现所
述病害所在位置钢轨损伤的全部针对性打磨修复任务。
26.一种钢轨水射流连续可调打磨方法,其特征在于,步骤s3中的所述打磨车行驶参数包括打磨车行驶的速度;
27.所述打磨定位参数包括工业摄像头距离最前方水射流打磨装置的第一排水刀中心位置的距离和水射流打磨装置的相邻两排水刀间隔距离。
28.作为进一步优选的,步骤s4中所述病害所在位置的全部打磨修复任务的完成还包括如下步骤:
29.s41打磨车控制中心根据打磨车行驶速度和工业摄像头距离最前方水射流打磨装置的第一排水刀中心位置的距离计算水射流打磨装置的第一排水刀到达病害所在位置需要的时间,并控制第一排水刀在到达所述病害所在位置后自动启闭喷嘴完成打磨任务;
30.s42打磨车控制中心根据打磨车行驶速度和相邻两排水刀间隔距离计算第一排水刀打磨任务完成后第二排水刀到达病害需要的时间,并控制第二排水刀在到达所述病害所在位置后自动启闭喷嘴完成打磨任务;
31.s43依此类推,打磨车控制中心的打磨控制模块依次计算后续各排水刀到达病害需要的时间,并控制后续各排水刀在到达所述病害所在位置后自动启闭喷嘴完成打磨任务,直至完成病害所在位置的全部打磨修复任务。
32.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
33.1.本发明喷嘴结构,通过引入6-15bar的旁路高压气体,通过改造磨料水射流喷嘴出口结构,可增加磨料水射流有效喷射距离,聚焦喷射能量,有效预防喷嘴与作用物过近导致破碎的情况。
34.2.本发明在作用物与喷嘴距离较小时,旁路高压气体不工作;当靶距不断增加时,可接入空气压缩机或便携式高压气瓶,调节输出压力即可达到聚焦磨料水射流柱的效果,提高有效喷射靶距。
35.3.本发明通过引入旁路高压气体,将残余污水及细微的切削废料吹离工件,可实现作用后工件表面的风干并预防易生锈工件锈蚀。
附图说明
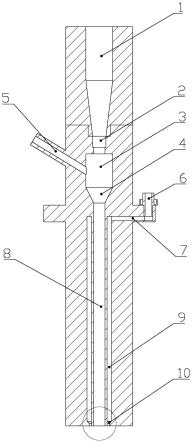
36.图1是本发明实施例涉及的一种高压气流辅助水射流喷嘴的结构示意图;
37.图2是图1中的气体收敛管和气体喷射段的局部放大图;
38.图3是本发明实施例涉及的一种高压气流辅助水射流喷嘴的立体结构示意图;
39.图4是本发明实施例涉及的一种高压气流辅助水射流喷嘴中气体喷射段的结构示意图。
40.在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-高压水流入口、2-宝石喷嘴、3-固液两相混合腔、4-收敛管、5-固体磨料通道、6-旁路高压气体入口、7-气管通道、8-砂管、9-环形中空气管、10-气体收敛出口,8-砂管、9-环形中空气管、101-气体收敛管、102-气体喷射段、1021-磁流体、1022-电磁线圈。
具体实施方式
41.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
42.如图1至图4所示,本发明实施例提供的一种高压气流辅助水射流喷嘴,包括:喷嘴结构本体;高压水流入口1,设于所述喷嘴结构本体内的上部,且沿所述喷嘴结构本体轴向布置;固体磨料通道5,设于所述喷嘴结构本体侧壁上;固液两相混合腔3,设于所述喷嘴结构本体内,且该固液两相混合腔3与所述高压水流入口1和固体磨料通道5连通;砂管8,设于所述喷嘴结构本体内的下部,且该砂管8与所述固液两相混合腔3连通;高压气流模块,包括依次连通的气管通道7、环形中空气管9以及气体喷射段102,所述气管通道7用于输入指定气压的气流至所述气体喷射段102,所述气体喷射段102用于根据打磨距离调整气流的聚焦角度,使得所述砂管8喷射的磨料在气流约束作用下校正射流方向。
43.所述环形中空气管9与所述气体喷射段102之间还设有气体收敛管101,所述气体收敛管101为锥形结构,所述环形中空气管9的环形截面大于所述气体喷射段102的环形截面。
44.更具体的,在本发明的一个实施例中,气体喷射段102通过调整其内侧壁厚来实现气流聚焦点的调整,即使得所述砂管8喷射的磨料在气流约束作用下校正射流方向。如,在其中一个实施例中,喷嘴还包括场生成器,设于所述气体喷射段102,用于生成连续可调的磁场;所述气体喷射段102包括磁流体变形壁,所述磁流体变形壁设有磁流体腔,所述磁流体腔可发生形变,所述磁流体腔内设有磁流体,所述磁流体的硬度可随所述场生成器生成磁场的磁场强度变化可发生变化,从而改变磁流体变形壁的轴向内壁斜度。
45.在上述实施例中,所述磁流体的硬化能力与所述场生成器生成磁场的磁感应强度正相关,所述磁流体硬化能力与磁场感应强度的函数为η=k(μ-1)h2,其中η为磁粘度,所述磁粘度越大,则硬度越大,k为比例系数,μ为磁流体的磁导率,h为磁场强度。所述场生成器包括电磁线圈,所述电磁线圈设于所述磁流体腔,所述电磁线圈可根据内部流经的电流密度生成连续可调的磁场,所述电磁线圈激发磁场的磁感应强度与所述电磁线圈内流经电流密度的函数为其中,s为空间中任意闭合曲线,j为通电线圈中电流密度,l为所述闭合曲线的边界。所述电磁线圈内流经的电流密度与所述电磁线圈内流经电流正相关,其函数为i为电磁线圈中流经的电流,π为圆周率,r为电磁线圈的半径。
46.在本发明的一个实施例中,所述电磁线圈设有多根,多根所述电磁线圈设于所述气体喷射段102,每根所述电磁线圈内可流经不同大小的电流,以在所述气体喷射段102形成连续不同硬度的所述磁流体。
47.在本发明的一个实施例中,该喷嘴包括高压水流入口1、宝石喷嘴2、固液两相混合腔3、收敛管4、固体磨料通道5、砂管8;旁路高压辅助气体系统包括旁路高压气体入口6、气管通道7、环形中空气管9、气体收敛出口10组成。宝石喷嘴2设置在高压水流入口1下方,固
体磨料通道5的一端从侧面与固液两相混合腔3连接,固液两相混合腔3末端与收敛管4连接,砂管8顶部与收敛管4连接。高压水流经过宝石喷嘴2后高速进入混合腔3,高速流体卷吸固体磨料通道5中的固体磨料,在固液两相混合腔3充分混合,固液两相流通过收敛管4、砂管8加速后射出。旁路高压气体入口6预留有螺栓孔及螺纹,在使用时可外部连接压缩空气机或便携式高压气瓶,旁路高压气体入口6末端与气管通道7连接,气管通道7与环形中空气管9连接,在环形中空气管9末端连接气体收敛出口10。在靶距较远时,固液两相流从砂管8喷出,但在喷出的发展阶段,射流柱会不断向四周扩散,故再其周围加一圆柱形中空的高压气体墙,聚焦固液两相流能量。
48.本发明喷嘴,安装于基于视觉定位的钢轨水射流打磨系统上,该系统包括设于水射流打磨车上的打磨车行驶导向模块、打磨车动力模块、水射流打磨模块以及智能定位模块;所述打磨车行驶导向模块包括打磨车控制中心、驾驶员座椅以及驾驶室电控柜;所述打磨车控制中心包括与信号接收模块、图像处理算法模块、钢轨病害标记模块、参数设定及识别模块以及打磨控制模块;所述信号接收模块用于接收所述智能定位模块采集并发送的钢轨表面图像数据;所述图像处理算法模块用于对所述信号接收模块接收的钢轨表面图像数据进行病害特征识别并获得钢轨病害特征数据信号;所述钢轨病害标记模块用于标记钢轨病害所在位置;所述参数设定及识别模块用于设定和识别打磨车行驶参数、打磨定位参数;所述打磨控制模块用于控制所述水射流打磨模块执行打磨任务,包括控制打磨水刀的自动启闭和控制喷嘴进行不同口径调整;所述打磨车行驶参数包括打磨车行驶的速度;所述打磨定位参数包括工业摄像头距离最前方水射流打磨装置的第一排水刀中心位置的距离和水射流打磨装置的相邻两排水刀间隔距离;所述智能定位模块设于所述水射流打磨模块的前端,并彼此间留有间距;所述智能定位模块用于提前采集钢轨表面图像,并将钢轨表面图像传递给所述打磨车控制中心;所述打磨车控制中心根据所述智能定位模块安装的位置参数、水射流打磨模块水刀的排列位置以及打磨车的行驶速度控制所述水射流打磨模块上各排水刀喷嘴启闭时间和喷嘴气流聚焦点,从而完成每个水刀的打磨任务,实现对钢轨打磨的精确控制。
49.所述水射流打磨车包括行走于待打磨钢轨上的转向架、设于所述转向架上的车架以及设于所述车架上的车身;所述车身包括由前向后依次布置的驾驶室、第一机器间以及第二机器间;所述驾驶室电控柜用于控制打磨车电源;所述打磨车控制中心、所述驾驶员座椅以及所述驾驶室电控柜均设于所述驾驶室内。所述打磨车动力模块包括柴油机、发电机组、变速箱、冷却单元、动力系统控制柜、蓄电池、柴油箱;所述柴油机用于为打磨车前进提供动力;所述发电机组用于为打磨车提供持续电力;所述变速箱用于为发电机组提供不同的动力输出;所述冷却单元用于防止动力系统过热;所述动力系统控制柜用于对动力系统进行控制;所述蓄电池用以储存电量;所述柴油箱用以储存燃料;所述柴油机、所述发电机组、所述变速箱、所述冷却单元、所述动力系统控制柜均设于所述第一机器间内;所述蓄电池、柴油箱设于所述车架上。水射流打磨模块包括空气压缩机、过滤器、磨料罐、真空泵、增压泵、水箱以及水射流打磨装置;所述磨料罐用于存储水射流打磨需要的磨料;所述过滤器与所述磨料罐相连,用于过滤掉不符合要求的磨料;所述空气压缩机和所述磨料灌之间、所述磨料灌和所述水射流打磨装置之间均设有磨料管路;所述空气压缩机用于提供磨料管路的高压空气,为打磨车的空气制动提供动力,为水射流打磨装置提供磨料传输的动力;所述
水箱用于存储水源;所述水箱、所述增压泵、所述水射流打磨装置之间依次连通设有水管路;所述真空泵与所述增压泵相连,所述增压泵与所述水箱相连,所述水箱与所述水射流打磨装置相连,通过所述真空泵提供水管路内真空度,通过所述增压泵为所述水箱内的水增压,经增压泵后水压最高可到达mpa以上并与所述磨料灌输出的磨料混合后对钢轨进行打磨;所述空气压缩机、所述过滤器、所述磨料罐、所述真空泵、所述增压泵、所述水箱均设于所述第二机器间内。所述水射流打磨装置包括并排设置的多排水刀;每一排水刀的切割角度各不相同,分别用于打磨钢轨的不同位置;通过多排水刀的依次打磨共同完成钢轨的全方位修复;所述水射流打磨装置的每个水刀上均配置有喷嘴。
50.在本发明中,磁流体的硬化能力与场生成器生成磁场的磁感应强度正相关,磁流体硬化能力与磁场感应强度的函数为η=k(μ-1)h2,其中η为磁流体磁粘度,所述磁粘度越大,则硬度越大,k为比例系数,μ为磁流体的相对磁导率,h为磁场强度。通过上述函数可知,本发明的气体喷射段102通过改变磁流体的硬度,进而改变气体喷射段102内壁沿轴向的厚度,进而调整其内壁沿轴向的倾斜角度,进而调整气流的聚焦角度,以实现磨料喷射距离的调整,同时减小磨料在打磨出射过程中的飞溅。
51.当然了,为了实现本发明中气体喷射段102内壁沿轴向的倾斜角度变换,在另一个实施例中,气体喷射段102采用磁致伸缩材料制备而成,且气体喷射段102外周沿轴向套设有线圈,通过给线圈施加不同的电流,使得磁致伸缩材料发生轴向伸缩变形,即沿径向发生变形,不同电流提供不同大小磁场,使得气体喷射段102发生不同的变形。更具体的,本技术中,磁致伸缩材料在轴向方向上,从上至下的厚度依次递减,以此方式,使得从上之下发生的形变也依次递减,从而调整气体喷射段102内壁的锥形角度。当然了,在喷嘴使用之前,还需要对磁致伸缩材料进行取向调整,使得磁致伸缩材料在磁场作用下发生定向变形。
52.按照本发明的另一个实施例,还提供了一种钢轨水射流连续可调打磨方法,该方法集成了上述的喷嘴,包括:
53.s1启动打磨车,通过工业摄像头采集钢轨表面图像,通过信号发射装置将钢轨表面图像发送至打磨车控制中心;
54.s2打磨车控制中心通过图像处理算法对所接收的所述钢轨表面图像进行病害特征识别获得钢轨病害特征数据信号;
55.s3打磨车控制中心根据钢轨病害特征数据信号标记钢轨病害所在位置和确定钢轨损伤情况,同时识别打磨车行驶参数和打磨定位参数;
56.s4打磨车控制中心根据钢轨病害所在位置、打磨车行驶参数以及打磨定位参数控制水射流打磨装置的每一排水刀在到达所述病害所在位置后喷嘴的自动启闭,同时,在喷嘴工作时,打磨车控制中心根据钢轨损伤情况控制喷嘴上的场生成器生成连续可调的固化磁场,进而改变喷嘴气流的聚焦角度,以适应与钢轨损伤相适配的工作模式,进而,实现所述病害所在位置钢轨损伤的全部针对性打磨修复任务。
57.其中,步骤s3中的所述打磨车行驶参数包括打磨车行驶的速度;
58.所述打磨定位参数包括工业摄像头距离最前方水射流打磨装置的第一排水刀中心位置的距离和水射流打磨装置的相邻两排水刀间隔距离。
59.进一步的,步骤s4中所述病害所在位置的全部打磨修复任务的完成还包括如下步骤:
60.s41打磨车控制中心根据打磨车行驶速度和工业摄像头距离最前方水射流打磨装置的第一排水刀中心位置的距离计算水射流打磨装置的第一排水刀到达病害所在位置需要的时间,并控制第一排水刀在到达所述病害所在位置后自动启闭喷嘴完成打磨任务;
61.s42打磨车控制中心根据打磨车行驶速度和相邻两排水刀间隔距离计算第一排水刀打磨任务完成后第二排水刀到达病害需要的时间,并控制第二排水刀在到达所述病害所在位置后自动启闭喷嘴完成打磨任务;
62.s43依此类推,打磨车控制中心的打磨控制模块依次计算后续各排水刀到达病害需要的时间,并控制后续各排水刀在到达所述病害所在位置后自动启闭喷嘴完成打磨任务,直至完成病害所在位置的全部打磨修复任务。
63.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1