一种蒸发冷却器自动调节温度的方法与流程
1.本发明涉及炼钢领域,具体涉及一种蒸发冷却器自动调节温度的方法。
背景技术:
2.转炉排放的烟气含有大量粉尘颗粒,为了使烟气达到排放要求,需要进行脱尘处理。转炉干法除尘的主要功能是降温除尘,而蒸发冷却器(ec)是转炉干法除尘系统中的一个重要装置。由于转炉排放的烟气温度为800 ~1000℃,所以在除尘之前需要通过蒸发冷却器的喷淋系统对转炉排放的高温烟气进行冷却,将高温烟气的温度降至280℃时再进行除尘作业。但是,在这种水气调节的过程中,由于转炉冶炼不同阶段的差异性,容易导致温度的控制不稳定,或高或低,这就会造成能源上的水和气的浪费,也带来了炼钢上成本上的增加。因此,如何对蒸发冷却器的水气调节进行优化控制,已成为目前亟需解决的难题。
技术实现要素:
3.本发明要解决的技术问题是提供一种蒸发冷却器自动调节温度的方法,通过对蒸发冷却器的气水调节阀程序优化,实现高温烟气温度的平稳控制,达到既能合理控温又能很好利用水和气的效果。
4.为解决上述技术问题,本发明采取如下技术方案:本发明的一种蒸发冷却器自动调节温度的方法,其创新点在于包括以下步骤:(1)转炉冶炼过程中产生的高温气体由活动烟罩捕集,再经汽化冷却烟道由1400℃~1600℃冷却至900℃~1000℃;(2)然后通过蒸发冷却器进行二次降温,并在此过程中,根据转炉吹炼的不同阶段、蒸发冷却器的入口温度以及出口温差,通过调节气动切断阀和水流量调节阀来实现温度自动控制。
5.优选的,蒸发冷却器的入口温度选用n型热电偶,且其型号采用sbwrm-230,其温度测量范围为0~1200℃;蒸发冷却器的出口温度选用j型热电偶,且其型号采用sbwrf-230,其温度测量范围为0~500℃。
6.优选的,蒸发冷却器的出口温度设定值为250℃~300℃,且其报警值为380℃;转炉吹氧氧枪自动提枪值为400℃。
7.优选的,在上述步骤(2)中,气动切断阀和水流量调节阀的开关顺序为:先开气动切断阀、气动切断阀开到位后再开水流量调节阀;先关水流量调节阀、再关气动切断阀。
8.优选的,在上述步骤(2)中,调节气动切断阀的具体方法为:(2.1.1)在吹炼期,当蒸发冷却器的出口温差大于-120℃时,气动切断阀打开,反之则气动切断阀关闭;(2.1.2)当蒸发冷却器的入口温度大于300℃时,气动切断阀打开,反之则气动切断阀关闭;(2.1.3)在非吹炼期,蒸发冷却器的出口反馈温度与其出口温度设定值之间的温
差大于-30℃时,气动切断阀打开;(2.1.4)在气动切断阀处于开启状态的前提条件下,若水流量调节阀关闭超过30s后,再关闭气动切断阀,反正则气动切断阀仍处于开启状态。
9.优选的,在上述步骤(2)中,调节水流量调节阀的具体方法为:(2.2.1)在吹炼期,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-65℃时,水流量调节阀打开,反之则水流量调节阀关闭;(2.2.2)当蒸发冷却器的入口温度大于320℃时,水流量调节阀打开,反之则水流量调节阀关闭;(2.2.3)在吹炼期,氧气阀关的情况下,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于0℃时,水流量调节阀打开,反之则水流量调节阀关闭;(2.2.4)在非吹炼期,处于测温取样、二次测温或补吹期间的情况下,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-10℃时,水流量调节阀打开;当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差小于-15℃时,水流量调节阀关闭;(2.2.5)在非吹炼期,处于溅渣护炉、氧气阀关状态的情况下,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-5℃时,水流量调节阀打开;当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差小于-10℃时,水流量调节阀关闭。
10.优选的,根据蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差,分段优化水流量调节阀的开度,且其具体优化方法为:(2.3.1)当蒸发冷却器的入口温度大于330℃时,水流量调节阀的开度为75%;(2.3.2)当蒸发冷却器的入口温度小于330℃时,若蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于50℃,则水流量调节阀的开度为70%;反之则以每10℃温差为一个梯度,对应调节水流量调节阀的开度。
11.优选的,在上述步骤(2.3.2)中,当蒸发冷却器的出口温差大于-60℃时,水流量调节阀的开度为15%;当蒸发冷却器的出口温差大于-50℃时,水流量调节阀的开度为24%;当蒸发冷却器的出口温差大于-40℃时,水流量调节阀的开度为28%;当蒸发冷却器的出口温差大于-30℃时,水流量调节阀的开度为35%;当蒸发冷却器的出口温差大于-20℃时,水流量调节阀的开度为40%;当蒸发冷却器的出口温差大于-10℃时,水流量调节阀的开度为41%;当蒸发冷却器的出口温差大于0℃时,水流量调节阀的开度为43%;当蒸发冷却器的出口温差大于10℃时,水流量调节阀的开度为45%;当蒸发冷却器的出口温差大于20℃时,水流量调节阀的开度为50%;当蒸发冷却器的出口温差大于30℃时,水流量调节阀的开度为55%。
12.相较于现有控制方法,本发明具有以下有益效果:(1)本发明通过对蒸发冷却器的气水调节阀程序优化,实现高温烟气温度的平稳控制,达到既能合理控温又能很好利用水和气的效果;(2)本发明在实际生产过程中,可使转炉在吹炼期间的蒸发冷却器出口温度保持稳定状态,不会因温度过低导致产生粗灰潮湿,进而影响回收,同时也降低了堵灰事故发生
率;(3)本发明可以维持平稳的温度,使得回收管道使用寿命延长,减少了不必要的水汽腐蚀,以及不会因温度大于400℃而造成转炉提枪事故的发生,进而影响生产;(4)本发明为下一步烟气进入静电除尘器做好充分准备,确保其在要求温度范围,即150℃~180℃内进入下一步除尘步骤;(5)本发明不仅在吹炼期间能保持较好的控温效果,在非吹炼期间同样可以有效控制温度,合理运用水汽能源。
附图说明
13.为了更清晰地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
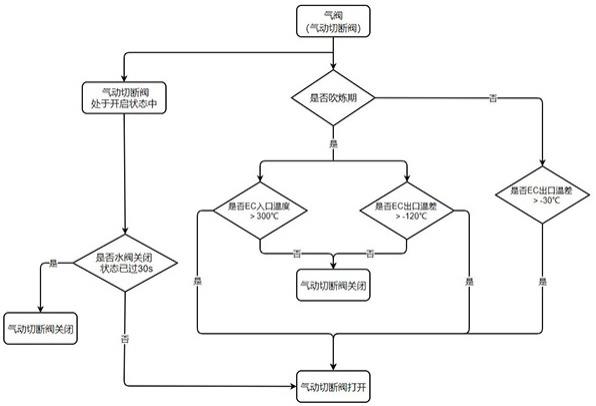
14.图1为本发明气动切断阀的控制方法流程图。
15.图2为本发明水流量调节阀的控制方法流程图。
具体实施方式
16.下面将通过具体实施方式对本发明的技术方案进行清楚、完整地描述。
17.本发明的一种蒸发冷却器自动调节温度的方法,根据转炉吹炼的不同阶段,分吹炼期和非吹炼期阶段进行阀门优化:a.吹炼前期(硅锰氧化)烟气温度低;吹炼中期(碳氧化期)一氧化碳增多,炉气增加,烟气出口温度上升;吹炼后期,由于熔池中碳已很少,碳氧反应大大减弱,此时炉气量减少,烟气量也减少,当吹氧时间过长,co逐渐减少时,转炉出口烟气温度降低;b.非吹炼期,主要包括转炉溅渣护炉、测温取样、二次测温和补吹期间。
18.具体包括以下步骤:(1)转炉冶炼过程中产生的高温气体由活动烟罩捕集,再经汽化冷却烟道由1400℃~1600℃冷却至900℃~1000℃;(2)然后通过蒸发冷却器进行二次降温,并在此过程中,根据转炉吹炼的不同阶段、蒸发冷却器的入口温度以及出口温差,通过调节气动切断阀和水流量调节阀来实现温度自动控制;其中,蒸发冷却器的入口温度选用n型热电偶,且其型号采用sbwrm-230,其温度测量范围为0~1200℃;蒸发冷却器的出口温度选用j型热电偶,且其型号采用sbwrf-230,其温度测量范围为0~500℃。
19.在上述步骤中,蒸发冷却器的出口温度设定值为250℃~300℃,本发明根据生产情况将设定值设为280℃,且其报警值为380℃;转炉吹氧氧枪自动提枪值为400℃。
20.本发明气动切断阀和水流量调节阀的开关顺序为:先开气动切断阀、再开水流量调节阀;先关水流量调节阀、再关气动切断阀。
21.在上述步骤中,调节气动切断阀的具体方法为:(2.1.1)在吹炼期,当蒸发冷却器的出口温差大于-120℃时,气动切断阀打开,反之则气动切断阀关闭;
(2.1.2)当蒸发冷却器的入口温度大于300℃时,气动切断阀打开,反之则气动切断阀关闭;(2.1.3)在非吹炼期,蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-30℃时,气动切断阀打开;(2.1.4)在气动切断阀处于开启状态的前提条件下,若水流量调节阀关闭超过30s后,再关闭气动切断阀,反正则气动切断阀仍处于开启状态。
22.在上述步骤中,调节水流量调节阀的具体方法为:(2.2.1)在吹炼期,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-65℃时,水流量调节阀打开,反之则水流量调节阀关闭;(2.2.2)当蒸发冷却器的入口温度大于320℃时,水流量调节阀打开,反之则水流量调节阀关闭;(2.2.3)在吹炼期,氧气阀关的情况下,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于0℃时,水流量调节阀打开,反之则水流量调节阀关闭;(2.2.4)在非吹炼期,处于测温取样、二次测温或补吹期间的情况下,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-10℃时,水流量调节阀打开;当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差小于-15℃时,水流量调节阀关闭;(2.2.5)在非吹炼期,处于溅渣护炉、氧气阀关状态的情况下,当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于-5℃时,水流量调节阀打开;当蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差小于-10℃时,水流量调节阀关闭。
23.本发明根据蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差,分段优化水流量调节阀的开度,且其具体优化方法为:(2.3.1)当蒸发冷却器的入口温度大于330℃时,水流量调节阀的开度为75%;(2.3.2)当蒸发冷却器的入口温度小于330℃时,若蒸发冷却器的出口反馈温度与其出口温度设定值之间的温差大于50℃,则水流量调节阀的开度为70%;反之则以每10℃温差为一个梯度,对应调节水流量调节阀的开度。
24.具体为:当蒸发冷却器的出口温差大于-60℃时,水流量调节阀的开度为15%;当蒸发冷却器的出口温差大于-50℃时,水流量调节阀的开度为24%;当蒸发冷却器的出口温差大于-40℃时,水流量调节阀的开度为28%;当蒸发冷却器的出口温差大于-30℃时,水流量调节阀的开度为35%;当蒸发冷却器的出口温差大于-20℃时,水流量调节阀的开度为40%;当蒸发冷却器的出口温差大于-10℃时,水流量调节阀的开度为41%;当蒸发冷却器的出口温差大于0℃时,水流量调节阀的开度为43%;当蒸发冷却器的出口温差大于10℃时,水流量调节阀的开度为45%;当蒸发冷却器的出口温差大于20℃时,水流量调节阀的开度为50%;当蒸发冷却器的出口温差大于30℃时,水流量调节阀的开度为55%。
25.本发明的有益效果:(1)本发明通过对蒸发冷却器的气水调节阀程序优化,实现高温烟气温度的平稳控制,达到既能合理控温又能很好利用水和气的效果;
(2)本发明在实际生产过程中,可使转炉在吹炼期间的蒸发冷却器出口温度保持稳定状态,不会因温度过低导致产生粗灰潮湿,进而影响回收,同时也降低了堵灰事故发生率;(3)本发明可以维持平稳的温度,使得回收管道使用寿命延长,减少了不必要的水汽腐蚀,以及不会因温度大于400℃而造成转炉提枪事故的发生,进而影响生产;(4)本发明为下一步烟气进入静电除尘器做好充分准备,确保其在要求温度范围,即150℃~180℃内进入下一步除尘步骤;(5)本发明不仅在吹炼期间能保持较好的控温效果,在非吹炼期间同样可以有效控制温度,合理运用水汽能源。
26.上面所述的实施例仅仅是本发明的优选实施方式进行描述,并非对本发明的构思和范围进行限定,在不脱离本发明设计构思的前提下,本领域中普通工程技术人员对本发明的技术方案作出的各种变型和改进均应落入本发明的保护范围,本发明的请求保护的技术内容,已经全部记载在技术要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1