一种调直切断磨尖U型成型全自动一体机的制作方法
本发明涉及磨针机,具体是一种调直切断磨尖u型成型全自动一体机。
背景技术:
1、在日常生活中,各种针线材料随处可见,较小型的例如护肤用的美容针、粉刺针,缝补衣物用的细线针,较大型的例如玩具车轴,发热管端子等;还有倒角、磨尖后成型的u型皮带扣,u型烟草夹等。
2、目前对线材类物料的两端磨尖及弯折成型方式大多需要通过多道不同的工序,在磨尖时分别对物料的两端单独进行磨尖加工,在进行加工时,每一个工序均需要配备相应的设备,各设备之间需要人工进行搬运,并且在压弯成型时需要人工手动上料,加工效率较慢,并且人工上料位置容易出现偏差,成品的质量不够稳定。因此亟需解决上述技术问题。
技术实现思路
1、本发明提供一种调直切断磨尖u型成型全自动一体机,以解决上述背景技术中提出的问题。
2、为解决上述问题,本发明采用的技术方案是:
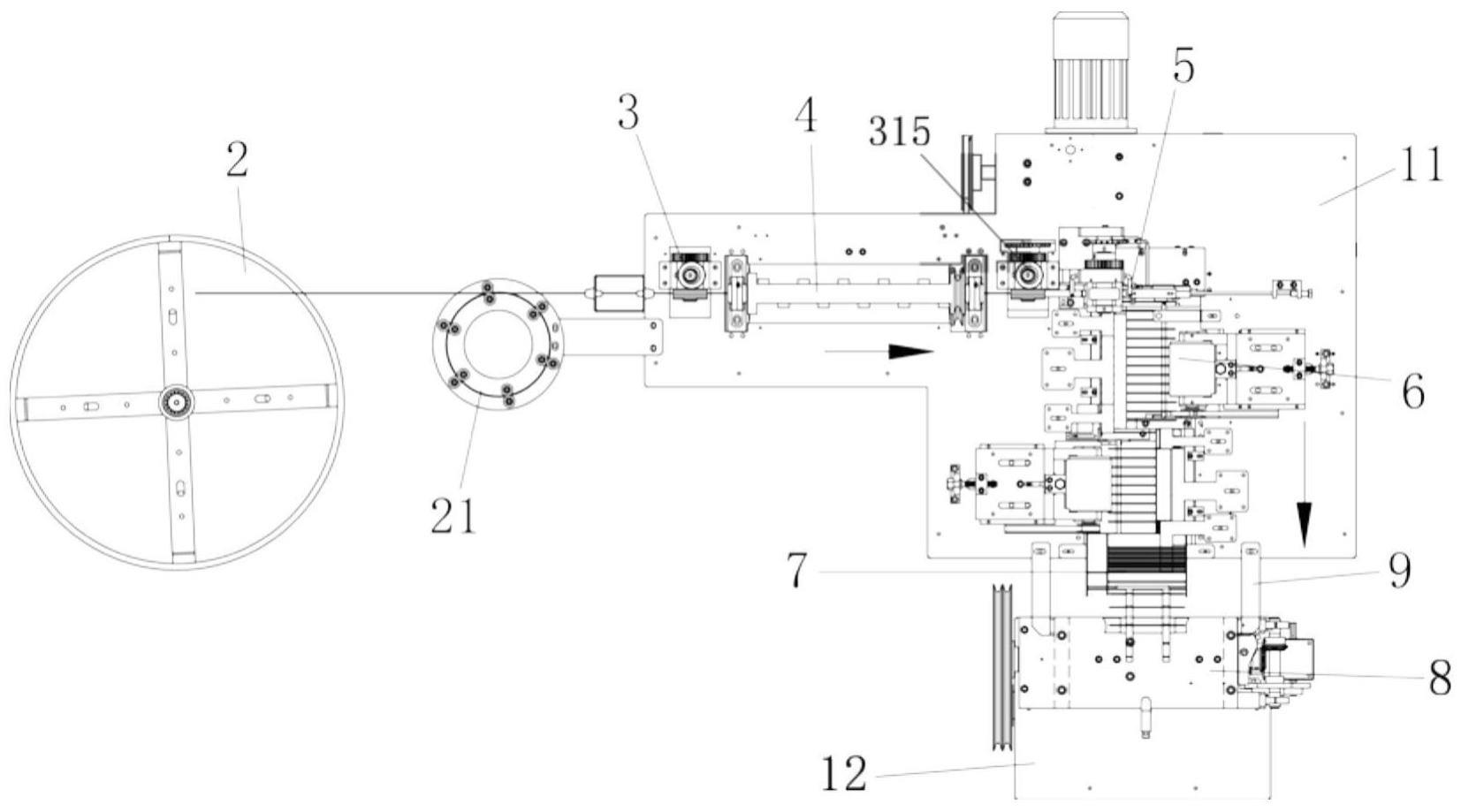
3、一种调直切断磨尖u型成型全自动一体机,包括机体,所述机体包括第一机架,第一机架上安装有切断装置、丝杆传送机构和磨尖机构,所述机体还包括第二机架,第二机架上安装有u型成型机构,切断装置通过下压剪断的方式裁剪线材类物料成棒料并落入丝杆传送机构上,丝杆传送机构分前后两部份,将剪断的棒料类物料输送至u型成型机构,并在丝杆传送机构输送的过程中两侧的结构相同的第一磨尖机构和第二磨尖机构分别对棒料类物料相对应的端部进行磨尖,u型成型机构通过下压的方式将平直的棒料类物料压弯成型。
4、优选的,所述切断装置包括安装在第一机架上的切断主机座和切断副基座及u形限位座,所述切断主机座上安装有偏心轮及切断滑块盒,在切断滑块盒内安装有有滚轮滑块组件,并且在滚轮滑块组件顶部设有滚轮与偏心轮接触,在所述滚轮滑块组件的底部安装有下压块,所述滚轮滑块组件的两侧面均设有螺杆,且螺杆伸出切断滑块盒外通过两根第四弹簧与安装有切断主机座的上部的设置的弹簧支架相连接。
5、优选的,所述u形限位座内设有线眼座,所述线眼座内开设有用于安装能让线材类物料水平穿过的线眼的线眼槽孔,在所述下压块正下方的线眼座上开设有与线眼槽孔垂直连通的切刀槽孔,在所述切刀槽孔内滑动设有一切刀,所述切刀的顶部安装有一复位块,所述复位块与线眼座之间的切刀外周面安装有第三弹簧,所述线眼座后侧安装有与线眼的孔位相通的限位槽块,所述限位槽块尾端槽内安装有限位白钢。机架内安装有驱动电机与偏心轮的轴心连接,在限位槽块的尾端内安装有一限位白钢,通过调整限位白钢进入限位槽孔内的深度可调节物料所需要切断的长度。所述线眼座,线眼,限位槽块,切刀,复位块及弹簧共同组成一个线眼座活动组件,可在u形限位座内前后滑动。所述切刀,复位块及第三弹簧共同组成一个切刀活动组件,可在线眼座上的切刀槽孔内上下滑动。工作时,在调直后线材沿线眼进入限位槽块槽内往前运动并直抵限料白钢时,u形限位座内的线眼座活动组件在调直后线材向前的作用力下会整体向前运动,此时,在下压块向下冲击下,剪刀组件也向下运动,从而将进入限位槽块内调直后线材沿线眼出口处切断成预先限位好长度的棒料,并落入左牙丝杆螺纹槽内中。
6、优选的,所述第一机架上安装有放线盘装置和调直机构,所述放线盘装置包括放线架底座,所述放线架底座上通过一放线架中轴安装有一放线盘,并且在所述放线盘与调直机构之间设有防绞盘,所述放线盘内放置有盘圆线材类物料并且物料的端部通过防绞盘后进入调直机构内。工作时,在进线座的牵引力的作用下,放线盘部分与盘圆线材类物料一起转动放线,并在通过调直机构将物料调直后进入切断装置内按预设的相同长度切断。
7、优选的,所述防绞盘与调直机构之间还安装有第一进线装置,在所述调直机构与切断装置之间的第一机架上还安装有与第一进线装置结构相同的第二进线装置,所述第一进线装置和第二进线装置均包括进线座,进线座的同一侧面设有三个由上至下排列啮合的进线齿轮,位于上方的两个所述进线齿轮中部均安装有一穿出进线座另一侧的第一中轴,并且各所述第一中轴与进线齿轮相反的一端均安装有进线轮,位于最下方的进线齿轮的中心安装有第二中轴,并且所述第二中轴的两端均穿出进线齿轮与进线座的外侧,所述第二中轴的两端端部均安装有链轮,所述链轮其中一个通过一链条与一电机的输出端连接,另一个通过一链条与第二进线装置上的链轮相连。
8、优选的,所述进线座的顶部设有一外筒,所述外筒内设有一内筒,并且所述内筒的下端设有一用于位于最上方第一中轴穿过的通孔,所述内筒的顶部设有一把手,并且所述把手底部与外筒顶部的接触面为上下错位的螺旋斜面,所述外筒周侧还设有螺纹槽,在所述螺纹槽上安装有手轮,所述手轮的下方还设有一压顶板,所述压顶板的底部通过若干支柱伸入进线座内安装有一压底板,并且所述压底板能够与位于最上方的所述第一中轴接触,在所述压顶板与手轮之间的外筒外周侧还套设有第一弹簧,所述进线座相对的两侧面均设有用于最上方第一中轴随内筒上下移动的开槽。第一进线装置进线座通过进线座固定板安装在主机台台面。穿线时,扳动把手通过把手底部与外筒顶部的螺旋斜面使上方的进线轮上提,两个进线轮之间流出物料穿过的缝隙,使物料进入进线轮自带的线槽内,随后复位把手,通过手轮,调节手轮在外筒上的位置,进而通过第一弹簧对压顶板施加压力,压底板对与之接触的第一中轴施加压力,调整两个进线轮对物料的压力大小。工作时,两个进线轮压住线材外径向前轴向牵引。
9、优选的,所述进线座设有进线齿轮和进线轮的两侧中部均安装有固定板,所述进线座通过固定板安装在第一机架上,两个所述进线轮之间的切面与调直机构的进料口处于同一直线上,并且所述调直机构的出料口与切断装置的进料口处于同一直线上。
10、优选的,所述丝杆传送机构包括一端位于切断装置出料端下方的丝杆架,所述丝杆架上通过丝杆座前后安装有两组丝杆组,前后丝杆组分别包括并排设置的左牙丝杆及右牙丝杆,所述左牙丝杆与第一磨尖机构相对设置,所述右牙丝杆与第二磨尖机构相对设置,切断装置切断的棒料物料掉入左牙丝杆或右牙丝杆上的螺纹槽内,通过左牙丝杆及右牙丝杆转动而向前移动。
11、优选的,所述左牙丝杆及右牙丝杆上方均设有压料板,所述压料板的一端安装挡料白钢一侧在第一机架上,所述压料板位于左牙丝杆或右牙丝杆上方的一端底部还设有一层硅胶皮条。在左牙丝杆及右牙丝杆螺纹槽中的棒料物料在惯性的作用下,左牙丝杆及右牙丝杆螺丝槽中的棒料物料一端向挡料白钢抵近的同时由于与硅胶皮条的接触能够进行自转,物料在往前传送中,物料的另一端经过所述第一磨尖机构,或所述第二磨尖机构时,磨尖机构对物料此端部进行磨尖。压料板通过螺丝与第一机架进行安装,能够通过调整螺丝来调整压料板与左牙丝杆及右牙丝杆之间的间距,进而适应不同直径的物料。在第一机架内安装有与各丝杆组通过齿轮及链条连接的电机。
12、优选的,所述第一磨尖机构和第二磨尖机构包括安装在第一机架上的机台面板,所述机台台面安装有一砂轮组件,砂轮组件的底板下吊装有电机组件,所述砂轮电机的输出轴与砂轮的轴心通过一皮带连接,并且所述砂轮能够与左牙丝杆及右牙丝杆上运输的棒料端部接触打磨。所述砂轮的上下调节组件和左右调节组件安装在机台台面,方便调节砂轮在机台台面的上下前后位置。
13、优选的,所述过渡装置包括倾斜设置的滑道,所述滑道的上端位于后方丝杆组的出料端下方,所述滑道的下端设有一向上弯折的弯折端,所述弯折端侧边设有两个对称设置与物料两端部相对应的上料盘,各所述上料盘的外沿均按相同间距设有槽口,两个所述上料盘均由同一上料盘轴安装在第二机架上,并且所述第二机架的一侧面安装有一凸轮分割器,两个所述上料盘通过同一中轴连接且中轴靠近凸轮分割器的一端与凸轮分割器的出力轴连接。
14、优选的,所述u型成型机构包括对称安装在第二机架上的两个导轨,所述导轨上可滑动安装有滑块,所述滑块的下端安装有上模具且上模具位于两个上料盘的正上方,在所述上模具正下方的第二机架上还安装有下模具,所述下模具上方两侧的第二机架上对称安装有侧模具。上模具、下模具和侧模具均可以根据生产需要进行更换。第二机架两侧安装有凸轮杠杆组件与侧模具连接,方便对应不同型号尺寸的物料进行加工。
15、优选的,所述下模具的顶部位置低于上料盘顶部的槽口位置,所述滑块上方的第二机架上还通过一凸轮轴连接有一上凸轮,所述凸轮轴的一端设有两个啮合连接的传动齿轮,所述凸轮轴的端部与其中一传动齿轮连接且另一个传动齿轮同轴连接有传动轮,所述传动轮通过一皮带与一传动电机的输出端连接,所述传动电机安装在第二机架内,所述滑块未与导轨连接的两侧均通过设置第二弹簧与第二机架的顶部连接,并且第二弹簧在复位状态下能够将滑块拉起使上模块与下模块分离,所述凸轮轴靠近凸轮分割器的一端伸出第二机架外安装有一伞齿轮,并且所述伞齿轮轴上的链轮与通过一链条与下方的凸轮分割器的入力轴啮合连接。上凸轮通过传动电机、传动轮、传动齿轮的配合进行旋转,在旋转的同时能够与第二弹簧配合使滑块带动上模具上下移动,进而上模具配合下模具对物料进行弯折,并且在传动电机工作时,凸轮轴通过伞齿轮轴上的链轮与分割器入力轴上的链轮配合带动凸轮分割器工作,进而使凸轮分割器带动上料盘按相同间隔旋转预定角度,使上料盘能够随着滑块上下移动的频率,将物料逐个逐步抬升至下模块上方。
16、与现有技术相比,本发明有以下有益效果是:
17、本发明通过在第一机架上安装丝杆传送机构对物料进行运输,在通过切断装置将物料按预定长度切断后,物料能够直接掉落至丝杆传送机构进行运输,并且在丝杆传送机构运输的途中直接通过磨尖机构分别对物料的两端依次磨尖,期间通过棒料物料与压料板的接触达到物料前进的同时进行自转,方便两端进行打磨,并且能够通过调整螺丝来调整压料板与左牙丝杆及右牙丝杆之间的间距,进而适应不同直径的物料,减少了以往需要两次磨尖的步骤,更加快捷方便;
18、通过第一进线装置将物料向切断装置内输送,能够在输送的过程中经过调直机构将物料调直,并且切断装置能够通过调节限位白钢伸入限位槽内的长度调节物料切断的预定长度;
19、通过凸轮分割器联动上料盘装置和上模具的滑块,使上料盘装置能够跟随上模具的上下移动配合,上料盘转动一次将下一物料抬升至上模具下方,等待上模具随滑块下移进行u型成型,减少了人工上料的步骤,有效提高了工作效率;
20、并且在磨尖后物料能够直接进入u型成型机构进行压弯加工,期间无需人工操作,有效提高了工作效率,并且有效提高加工质量。
- 还没有人留言评论。精彩留言会获得点赞!