一种水电工程用高强钢Q610CF及其生产方法与流程
一种水电工程用高强钢q610cf及其生产方法
技术领域
1.本发明涉及到中厚板生产领域,具体涉及一种水电工程用高强钢q610cf及其生产方法。
背景技术:
2.水电钢610cf是用于制造大型水电工程蜗壳、过渡板及火电产品弹簧板等专用钢板。该钢种具有较高的强度和良好的冲击任性、较低的裂纹焊接敏感性指数等特点。近年来随着人们环保意识的提高,低碳、绿色、可持续发展的理念也不断深入人心,水电和风电作为清洁、环保、低碳的能源越来越被人们重视,随着水电行业的不断发展,对水电建设用钢的需求数量、质量和使用安全性都提出了更高的要求。
3.610cf作为水电建设中用量相对较大的钢种,目前国内钢企生产的610cf钢板均采用调质或tmcp+回火工艺生产,生产工艺复杂且生产周期长,生产效率低。如中国专利公开号cn106222557b,公开了一种高效低成本610mpa水电钢及其生产方法,但该方案钢板轧制后,快速冷却,终冷温度120-180℃,钢板仍需进行回火热处理,最终钢板组织为回火马氏体,一方面由于返红温度较低造成矫直难度大幅上升、板型无法满足要求,另一方面钢板需进行回火处理,生产周期较长、生产成本增加,不利于环保。
技术实现要素:
4.为解决上述技术缺陷,本发明的目的在于提供一种水电工程用高强钢q610cf,该钢板能不仅有效改善由于返红温度较低造成的矫直难度大幅上升,使板型满足要求,而且不需要热处理,能够缩短生产周期,降低生产成本。
5.本发明的另一目的是提供一种水电工程用高强钢q610cf的生产方法。
6.为实现上述目的,本发明是通过以下方式实现的:一种水电工程用高强钢q610cf,所述钢的厚度为20-50mm,包含如下质量百分比的化学成分(单位,wt%):c:0.060~0.12、si:0.15~0.40、mn:1.10~1.60、p:≤0.012、s:≤0.005、cr:0.4~1.00,ni:0.25~0.60,nb:0.030~0.050,mo:0.15~0.65,ti:0.015~0.022,b:0.0010~0.0020、als:≤0.050,其它为fe和残留元素;所述钢的本体组织包括70%~80%的贝氏体+15%~20%的铁素体+5%~10%的珠光体,屈服强度520~575mpa,抗拉强度630~730mpa,伸长率18%-25%,v型-100℃横向冲击功168~306j,5%应变时效-20℃横向冲击功143~286j。
7.上述水电工程用高强钢q610cf的生产方法包括以下步骤:铁水预处理、转炉冶炼、lf精炼、真空精炼、浇铸、加热、轧制、控制冷却及缓冷,其中轧制及控制冷却工艺如下:
8.①
一阶段开轧温度1100℃-1180℃,轧前对钢坯表层进行降温,将表面温度控制在980-1000℃,短时提高表层硬度,然后快速进入轧机进行轧制,控制道次压下量≥45mm,轧制过程,每道次打高压水继续保持表层硬度;
9.②
一阶段轧制完毕,待钢坯整体均匀返红至980-1000℃,开始第二阶段轧制,道次压下量按10-30mm进行控制,此阶段轧制不再使用高压水,保证钢坯温度整体均匀;
10.③
待中间坯达到成品厚度的2.0~3.0倍时,进入ic装置进行冷却,当温度≤900℃时,开始第三阶段轧制,累计压下率≥50%,终轧温度750~830℃;
11.④
轧制结束后,钢板在辊道上弛豫10-20秒,然后进入acc快冷装置进行冷却,冷却速度≥5℃/s,返红温度520-570℃,然后送往矫直机矫直。
12.本发明的有益效果在于:通过洁净钢冶炼及先进的三阶段轧制工艺,尤其是“高温、低速、大压下”轧制过程中,多次、短时的表层硬化处理,更有利于轧制力传递至钢坯芯部,使得铸坯内部偏析和疏松缺陷得到大幅改善,解决了目前大厚度铸坯生产厚板存在的中心疏松和偏析的难题,从轧制方面为生产高质量的水电高强钢提供了保证。
13.本发明结合轧制过程钢坯的温度特点,通过控制不同阶段的轧制压下量,使得铸坯不同厚度位置分别变形和组织细化,缓解了目前厚板不同厚度处的机械性能差异大的难题。
具体实施方式
14.本发明采用铁水预处理、转炉冶炼、浇铸,宽厚板轧机轧制的方法生产20-50mm厚新型水电用高强钢q610cf。其工艺流程为:铁水预处理、顶底复吹转炉冶炼、lf炉精炼、真空脱气处理、铸坯堆冷24~36小时、加热、轧制、控制冷却、矫直、堆冷、精整、外检、探伤、入库。
15.实施方式如下:
16.(1)成分设计:所述20-50mm厚新型水电用高强钢q610cf包含如下质量百分比的化学成分(单位,wt%):c:0.060~0.12、si:0.15~0.40、mn:1.10~1.60、p:≤0.012、s:≤0.005、cr:0.4~1.00,ni:0.25~0.60,nb:0.030~0.050,mo:0.15~0.65,ti:0.015~0.022,b:0.0010~0.0020、als:≤0.050,其它为fe和残留元素。
17.(2)铁水预处理工艺:通过喷吹石灰、搅拌脱硫后保证铁水s≤0.005%,同时做好铁水保温措施避免温降过快;
18.(3)转炉冶炼工艺:入炉铁水s≤0.005%、p≤0.030%,铁水温度≥1290℃,配优质废钢,加入造渣料,造渣碱度按2.5-4.0控制,出钢p≤0.010%,s≤0.010%,控制出钢过程钢水包中渣量;
19.(4)lf精炼工艺:精炼过程全程吹氩,吹氩强度根据具体情况适时调整,保证吹氩效果,加入精炼渣料造白渣,同时保证白渣保持时间≥20min,精炼结束加入钙线对钢水进行钙化处理;
20.(5)vd精炼工艺:vd真空度必须达到67pa以下,保压≥13min,真空结束后向钢中吹氩气,强度以不翻腾为准,吹氩结束后加入适量覆盖剂,保证钢水温度;
21.(6)连铸工艺:浇钢前保证铸机设备状况良好,中包过热度15
±
10℃,按照250-350厚铸坯选择拉速,来保证厚板轧制压缩比要求和内部组织细化条件,浇铸过程开启电磁搅拌,全程保护浇铸。铸坯下线后要求堆冷≥24h。
22.(7)加热工艺:预热段温度850-1000℃,加热段温度1220-1240℃,保温段温度1200-1220℃,保温段时间>40min,整体加热速度11-14min/cm。
23.(8)三阶段轧制:一阶段开轧温度1100℃-1180℃,轧前利用中间坯冷却装置对钢坯表层进行降温(表面温度控制在980-1000℃),短时提高表层硬度(由于表层快速降温,钢坯中间温度变化较小,芯部温度相对高于表层,芯部更容易变形,表层由于硬度相对较高,
更容易将轧制力传递至钢坯芯部),然后快速进入轧机进行轧制,利用汉冶轧机单位面积轧制力大的优点,控制道次压下量≥45mm,同时压下过程,每道次打高压水继续保持表层硬度,使轧制力达到铸坯芯部,一方面促进铸坯芯部再结晶,为芯部晶粒细化奠定基础,另一方面使得大厚度铸坯内部偏析和缺陷得到大幅改善;
24.一阶段轧制完毕,待中间坯整体返红至980-1000℃,开始第二阶段轧制,道次压下量按10-30mm进行控制,此阶段轧制不再使用高压水,保证钢坯温度整体均匀,使轧制力达到钢坯厚度1/4位置,达到铸坯1/4位置发生再结晶和为晶粒细化创造条件;
25.当轧件达到成品厚度的2.0~3.0倍时,中间坯再次进入ic装置进行冷却,当温度≤900℃时,开始第三阶段轧制,累计压下率≥50%,为细化奥氏体晶粒提供更多的形核点,终轧温度750~830℃;
26.钢板轧制完毕后在辊道上弛豫10-20秒,一方面利用钢板内部碳化物析出达到析出强化和细晶强化的目的,另一方面利用弛豫过程产生的一部分先共析铁素体,达到提高钢板韧性和延性的效果。
27.(9)钢板弛豫结束后,进入acc快冷装置进行冷却,冷却速度控制在≥5℃/s,返红温度控制在520-570℃,然后送往矫直机矫直。
28.(10)钢板矫直后及时下线堆冷,堆冷温度≥300℃,堆冷时间≥24h。通过缓冷,同时进一步促使钢板内部有害气体溢出。
29.机械力学性能分析
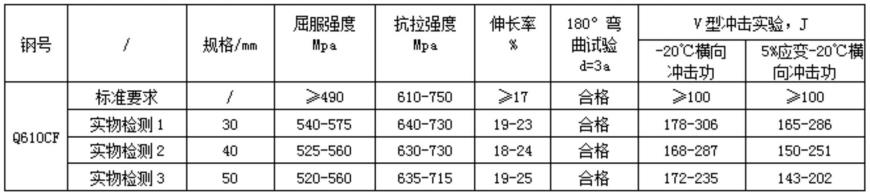
30.按三峡qj/ctg 24—2015《大型水电工程高强度低焊接裂纹敏感性钢板技术条件》执行,机械性能具体见下表。
31.q610cf钢板机械力学性能
[0032][0033]
本次试生产20-50mm厚度q610cf共60批,各项性能指标均达到标准要求且富余量较大,其中屈服强度控制在520~575mpa,抗拉强度控制在630~730mpa,伸长率控制在18%-25%,v型-100℃横向冲击功控制在168~306j,5%应变时效-20℃横向冲击功控制在143~286j,完全达到q610cf标准要求。
[0034]
外检及探伤
[0035]
所研制的钢板外检严格按照标准检验后,正品率100%,按gb/t2970进行探伤,其中达到一级标准的比例为90%,达到三级标准的比例为100%,达到了预期效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1