一种磨削硬脆材料小直径圆柱工件的装置及磨削方法
1.本发明涉及一种磨削装置及方法,具体涉及一种利用双砂轮转速差精密磨削硬脆材料小直径圆柱工件的装置及磨削方法。
背景技术:
2.当今,精密磨削是硬脆材料小圆柱工件加工的主要方法。在传统无心磨加工小圆柱工件工艺中,小圆柱工件直径的最小加工范围受托板厚度的限制,并且硬脆材料工件易发生破碎和断裂,无法加工2mm以下的小直径硬脆材料圆柱工件。
3.因此,提出一种工艺方法对微小直径的硬脆材料小圆柱工件进行精密磨削,将有效的提高硬脆材料小圆柱工件的加工效率。
技术实现要素:
4.本发明的目的是为了解决现有无心磨加工小圆柱工件工艺中,小圆柱工件直径的最小加工范围受托板厚度的限制,并且硬脆材料工件易发生破碎和断裂,无法加工2mm以下的小直径硬脆材料圆柱工件的问题。进而提供一种磨削硬脆材料小直径圆柱工件的装置及磨削方法。
5.本发明的技术方案是:一种磨削硬脆材料小直径圆柱工件的装置包括实验台、多个实验台支撑立柱、砂轮主轴进给直线导轨、第一砂轮主轴、第一砂轮、第二砂轮和第二砂轮主轴;多个实验台支撑立柱固定支撑在实验台的下端面上,砂轮主轴进给直线导轨安装在实验台的上端面上,第一砂轮主轴和第二砂轮主轴安装在砂轮主轴进给直线导轨上,第一砂轮安装在第一砂轮主轴上,第二砂轮安装在第二砂轮主轴上,第一砂轮和第二砂轮相对布置并位于同一个竖直平面上,硬脆材料小圆柱工件位于第一砂轮和第二砂轮之间的上部,第一砂轮和第二砂轮相对同向转动时实现对硬脆材料小圆柱工件的磨削。
6.进一步地,第一砂轮和第二砂轮之间留有磨削间隙。
7.进一步地,砂轮主轴进给直线导轨包括z方向直线导轨和x方向直线导轨,第一砂轮主轴安装在z方向直线导轨上,第二砂轮主轴安装在x方向直线导轨上。
8.进一步地,多个实验台支撑立柱的数量为四个,四个实验台支撑立柱分别安装在实验台7下端面的四角使实验台位于水平状态。
9.进一步地,它还包括数控系统,数控系统安装在实验台外侧并与第一砂轮主轴和第二砂轮主轴电性连接,通过数控系统调整第一砂轮主轴和第二砂轮主轴在砂轮主轴进给直线导轨上的位置。
10.本发明还提供了一种硬脆材料小直径圆柱工件的装置的磨削方法,它包括以下步骤:
11.步骤一:确定硬脆材料小圆柱工件的精密磨削加工工艺;
12.硬脆材料小圆柱工件的精密磨削加工工艺,采用两个陶瓷基或树脂基金刚石砂轮在硬脆材料小圆柱工件的两侧同时磨削并支撑硬脆材料小圆柱工件磨削的工艺;
13.步骤二:砂轮修整方法;
14.步骤二一:通过金刚石修整工具逐个修整单个陶瓷基或树脂基砂轮,或者通过两个陶瓷基金刚石砂轮对磨同时沿轴线方向往复运动,使得砂轮修圆并保持母线平行;
15.步骤二二:采用控制程序调整两个陶瓷基金刚石砂轮外圆表面在水平基准面的磨削间隙,使之等于磨削后工件要求的直径,硬脆材料小圆柱工件处于两砂轮形成的间隙上方并由两砂轮支撑进行磨削;
16.步骤三:确定双砂轮转速差;
17.采用第一砂轮和第二砂轮同向旋转,即第一砂轮和第二砂轮同时沿着逆时针或者顺时针方向旋转,硬脆材料小圆柱工件的两侧磨削点线速度方向相反的磨削方法,调整第一砂轮和第二砂轮的转速在硬脆材料小圆柱工件的两侧形成一定的速度差,其转速差范围为0.02rpm-0.05rpm,其中,向下的线速度大于向上的线速度;
18.步骤四:硬脆材料小圆柱工件的形状精度;
19.采用经过精密修整的两个陶瓷基金刚石砂轮在硬脆材料小圆柱工件的两侧同时进行精密磨削,直到达到工件圆柱度的形状误差指标要求。
20.进一步地,步骤一中的硬脆材料小圆柱工件为直径在2mm以下的硬脆材料小直径圆柱工件。
21.进一步地,步骤三中,第一砂轮和第二砂轮为陶瓷基砂轮时,在基准面位置的线速度方向相反,并使得转速差在0.02rpm-0.05rpm的反向线速度的精密磨削工艺参数,其陶瓷基砂轮的最高转速不超过65rpm,最低转速不低于30rpm,经过两个陶瓷基砂轮对磨工艺保证同轴度的位置误差和圆柱度的形状误差指标为0.012-0.016mm。
22.进一步地,步骤三中的两个陶瓷基砂轮处于同一水平基准面之上,通过控制程序调整第一砂轮和第二砂轮之间的间隙,形成磨削后硬脆材料小圆柱工件要求的直径,其范围在0.2mm-2mm;此时,第一砂轮的转速n1和第二砂轮的转速n2之间的磨削间隙决定了硬脆材料小圆柱工件的直径大小。
23.进一步地,它还包括步骤五:通过上述精密磨削加工工艺获得微小直径的硬脆材料小圆柱工件3,当硬脆材料小圆柱工件3直径小于第一砂轮1和第二砂轮2之间的间隙时掉落并进行回收。
24.本发明与现有技术相比具有以下效果:
25.1、本发明通过精密磨削工艺加工微小直径在0.2mm-1mm之间的小圆柱工件,降低了硬脆材料小圆柱工件的加工成本,并提高了磨削加工的效率。
26.2、本发明获得了转速差在0.02rpm-0.05rpm的工艺指标,通过数控系统调整两个陶瓷基砂轮之间的磨削间隙,实现直径在0.2mm-2mm之间硬脆材料小圆柱工件的磨削。
27.3、本发明在0.2mm-2mm微小直径硬脆材料小圆柱工件的加工中,采用转速差精密磨削加工工艺,其精密磨削工艺参数和结果见表1(以磨削工件直径0.9mm为例)。表1的结果说明,本发明能够满足硬脆小圆柱工件在工业领域的需求指标。
28.表1
[0029][0030]
表1中的参数s-,r-*,s表示第一砂轮1的转速n1的转向为-,逆时针;r表示第二砂轮2的转速n2的转向为-,逆时针;s-,r-表示第一砂轮1的转速n1和第二砂轮2的转速n2的两个陶瓷基砂轮在工件(指硬脆材料小圆柱工件3)两侧磨削接触区域的线速度相反,形成的转速差范围为0.02rpm-0.05rpm。其中,转速差要求满足:第二砂轮2的转速n2=第一砂轮1的转速n1+0.02rpm-0.05rpm。
[0031]
另,表1中的噪音趋势*,
↓
表示噪音呈现相对减少趋势;
→
表示噪音呈现相对平稳趋势;
↑
表示噪音呈现相对增大趋势。
附图说明
[0032]
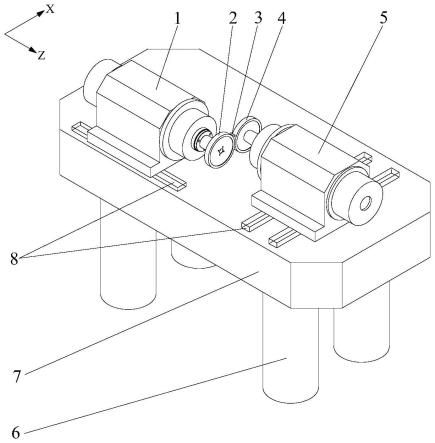
图1是本发明的一种磨削硬脆材料小直径圆柱工件的装置结构示意图;
[0033]
图2是磨削硬脆材料小直径圆柱工件时的转速差示意图;
[0034]
图3是图2的受力分析图,f
1n
和f
2n-第一砂轮1和第二砂轮2对工件的法向力;f
1t
和f
2t-第一砂轮1和第二砂轮2对工件的切向力;n-硬脆材料小圆柱工件旋转方向,顺时针;n
1-第一砂轮1(转速位n1)旋转方向,逆时针;n
2-第二砂轮2(转速为n2)旋转方向,逆时针;o-硬脆小圆柱工件的圆心;o
1-第一砂轮1(转速n1)的圆心;o
2-第二砂轮2(转速n2)的圆心;g-小圆柱工件的重力。
具体实施方式
[0035]
具体实施方式一:结合图1至图3说明本实施方式,本实施方式的一种磨削硬脆材料小直径圆柱工件的装置包括实验台7、多个实验台支撑立柱6、砂轮主轴进给直线导轨8、第一砂轮主轴1、第一砂轮2、第二砂轮4和第二砂轮主轴5;多个实验台支撑立柱6固定支撑在实验台7的下端面上,砂轮主轴进给直线导轨8安装在实验台7的上端面上,第一砂轮主轴1和第二砂轮主轴5安装在砂轮主轴进给直线导轨8上,第一砂轮2安装在第一砂轮主轴1上,第二砂轮4安装在第二砂轮主轴5上,第一砂轮2和第二砂轮4相对布置并位于同一个竖直平面上,硬脆材料小圆柱工件3位于第一砂轮2和第二砂轮4之间的上部,第一砂轮2和第二砂轮4相对同向转动时实现对硬脆材料小圆柱工件3的磨削。
[0036]
本发明利用双砂轮转速差精密磨削硬脆材料小直径圆柱工件的方法与装置,和传统无心磨相比,没有了托板支撑装置,可以不受拖板厚度的限制,磨削工件直径由两砂轮之间的间隙确定,能够磨削更小直径的圆柱工件。磨削开始时,小圆柱工件位于两砂轮之间的间隙的上方,如图3所示,由于两砂轮转向与转速差的作用,第一砂轮1与第二砂轮2对硬脆
小圆柱工件的磨削力f
1t
和f
2t
有一定的差别,使小圆柱工件顺时针旋转(图2),同时对工件形成一个向下的磨削力f,和工件的重力g一起(图3),使工件接触砂轮表面并实现缓慢进给,从而对小圆柱工件进行磨削加工。
[0037]
本发明利用利用双砂轮转速差精密磨削硬脆材料小直径圆柱工件的方法与装置,适用于硬脆材料小直径圆柱工件的加工,加工工艺稳定性和可靠性高,提高了硬脆材料小直径圆柱工件加工的形状精度和成品率,并且降低了加工成本。
[0038]
具体实施方式二:结合图1至图3说明本实施方式,本实施方式的第一砂轮2和第二砂轮4之间留有磨削间隙。本实施方式的磨削间隙控制了所磨削的硬脆材料小圆柱工件3的直径大小。其它组成和连接关系与具体实施方式一相同。
[0039]
具体实施方式三:结合图1至图3说明本实施方式,本实施方式的砂轮主轴进给直线导轨8包括z方向直线导轨和x方向直线导轨,第一砂轮主轴1安装在z方向直线导轨上,第二砂轮主轴5安装在x方向直线导轨上。如此设置,便于根据实际需要灵活调整第一砂轮主轴1和第二砂轮主轴5之间的位置,进而调整第一砂轮和第二砂轮之间的间隙;其它组成和连接关系与具体实施方式一或二相同。
[0040]
具体实施方式四:结合图1至图3说明本实施方式,本实施方式的多个实验台支撑立柱6的数量为四个,四个实验台支撑立柱6分别安装在实验台7下端面的四角使实验台7位于水平状态。如此设置,便于保证整个实验台处于水平状态,为精确加工微小工件提供必要的保障。其它组成和连接关系与具体实施方式一、二或三相同。
[0041]
具体实施方式五:结合图1至图3说明本实施方式,本实施方式的还包括数控系统,数控系统安装在实验台7外侧并与第一砂轮主轴1和第二砂轮主轴5电性连接,通过数控系统调整第一砂轮主轴1和第二砂轮主轴5在砂轮主轴进给直线导轨8上的位置。如此设置,本实施方式中采用的数控系统为常规技术手段,此处不再赘述,数控系统控制第一砂轮主轴1和第二砂轮主轴5更加精确。其它组成和连接关系与具体实施方式一、二、三或四相同。
[0042]
本实施方式所声称的第一砂轮主轴1和第二砂轮主轴5实际包含为整个砂轮机。
[0043]
具体实施方式六:结合图1至图3说明本实施方式,本实施方式的一种磨削硬脆材料小直径圆柱工件的装置的磨削方法,它包括以下步骤:
[0044]
步骤一:确定硬脆材料小圆柱工件的精密磨削加工工艺;
[0045]
硬脆材料小圆柱工件3的精密磨削加工工艺,采用两个陶瓷基或树脂基金刚石砂轮在硬脆材料小圆柱工件3的两侧同时磨削并支撑硬脆材料小圆柱工件3磨削的工艺;
[0046]
步骤二:砂轮修整方法;
[0047]
步骤二一:通过金刚石修整工具逐个修整单个陶瓷基或树脂基砂轮,或者通过两个陶瓷基金刚石砂轮对磨同时沿轴线方向往复运动,使得砂轮修圆并保持母线平行;
[0048]
步骤二二:采用控制程序调整两个陶瓷基金刚石砂轮外圆表面在水平基准面的磨削间隙,使之等于磨削后工件要求的直径,硬脆材料小圆柱工件3处于两砂轮形成的间隙上方并由两砂轮支撑进行磨削;
[0049]
步骤三:确定双砂轮转速差;
[0050]
采用第一砂轮1和第二砂轮2同向旋转,即第一砂轮1和第二砂轮2同时沿着逆时针或者顺时针方向旋转,硬脆材料小圆柱工件3的两侧磨削点线速度方向相反的磨削方法,调整第一砂轮1和第二砂轮2的转速在硬脆材料小圆柱工件3的两侧形成一定的速度差,其转
速差范围为0.02rpm-0.05rpm,其中,向下的线速度大于向上的线速度;
[0051]
步骤四:硬脆材料小圆柱工件3的形状精度;
[0052]
采用经过精密修整的两个陶瓷基金刚石砂轮在硬脆材料小圆柱工件3的两侧同时进行精密磨削,直到达到工件圆柱度的形状误差指标要求。
[0053]
本发明公开了利用双砂轮转速差精密磨削硬脆材料小直径圆柱工件的方法,包括:硬脆小圆柱工件的精密磨削加工工艺、砂轮修整方法、双砂轮转速差和形状精度;
[0054]
所述硬脆材料小圆柱工件是指硬脆材料小直径圆柱工件,特别是针对硬脆材料如直径在2mm以下的硬脆材料工件;所述小圆柱工件的精密磨削加工工艺,采用两个陶瓷基金刚石砂轮在工件两侧同时磨削并支撑工件磨削的工艺;
[0055]
所述砂轮修整方法,可以通过金刚石修整工具逐个修整单个陶瓷基砂轮,也可以通过两个陶瓷基金刚石砂轮对磨同时沿轴线方向往返运动,使得砂轮修圆和保持母线平行。采用控制程序调整和控制两个陶瓷基金刚石砂轮外圆表面在水平基准面的磨削间隙,使之等于磨削后工件要求的直径,工件处于间隙上方并由两砂轮支撑进行磨削;
[0056]
所述双砂轮转速差,采用砂轮1(转速n1)、砂轮2(转速n2)同向旋转(同时沿着逆时针或者顺时针方向旋转)工件两侧磨削点线速度方向相反的磨削方法,调整两个砂轮的转速形成一个小的转速差(0.02rpm-0.05rpm)在小圆柱工件两侧形成一定的速度差,其中n2》n1,使向下的线速度略大于向上的线速度;
[0057]
所述形状精度,采用经过精密修整的两个陶瓷基金刚石砂轮在工件两侧同时进行精密磨削,达到工件圆柱度和粗糙度的指标要求。
[0058]
具体实施方式七:结合图1至图3说明本实施方式,本实施方式的步骤一中的硬脆材料小圆柱工件3为直径在2mm以下的硬脆材料小直径圆柱工件。本实施方式是针对此种微小工件进行加工的。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
[0059]
具体实施方式八:结合图1至图3说明本实施方式,本实施方式的步骤三中,第一砂轮1和第二砂轮2为陶瓷基砂轮时,在基准面位置的线速度方向相反,并使得转速差在0.02rpm-0.05rpm的反向线速度的精密磨削工艺参数,其陶瓷基砂轮的最高转速不超过65rpm,最低转速不低于30rpm,经过两个陶瓷基砂轮对磨工艺保证同轴度的位置误差和圆柱度的形状误差指标为0.012-0.016mm。如此设置,加工精度出的工件精度高,满足设计要求。其它组成和连接关系与具体实施方式一、二、三、四、五、六或七相同。
[0060]
具体实施方式九:结合图1至图3说明本实施方式,本实施方式的步骤三中的两个陶瓷基砂轮处于同一水平基准面之上,通过控制程序调整第一砂轮1和第二砂轮2之间的间隙,形成磨削后硬脆材料小圆柱工件3要求的直径,其范围在0.2mm-2mm;此时,第一砂轮1的转速n1和第二砂轮2的转速n2之间的磨削间隙决定了硬脆材料小圆柱工件3的直径大小。如此设置,加工精度出的工件精度高,满足设计要求。其它组成和连接关系与具体实施方式一至八中任意一项相同。
[0061]
具体实施方式十:结合图1至图3说明本实施方式,本实施方式还包括步骤五:通过上述精密磨削加工工艺获得微小直径的硬脆材料小圆柱工件3,当硬脆材料小圆柱工件3直径小于第一砂轮1和第二砂轮2之间的间隙时掉落并进行回收。如此设置,便于工件的收集。其它组成和连接关系与具体实施方式一至九中任意一项相同。
[0062]
结合图1至图3说明本发明的实施例:
[0063]
实施例1
[0064]
磨削前,硬脆材料小圆柱工件为小直径的圆柱棒状毛坯材料,直径为1.2mm-2mm,硬脆材料小圆柱工件的长度小于砂轮的宽度。
[0065]
利用双砂轮转速差精密磨削硬脆材料小直径圆柱工件的方法,包括以下步骤:
[0066]
(1)砂轮修整,可以通过金刚石工具修整单个陶瓷基金刚石砂轮,也可以通过两个陶瓷基砂轮对磨,使得砂轮修圆和保持两砂轮母线平行,采用控制程序调整两个陶瓷基砂轮在基准面形成0.2mm-2mm的磨削间隙。此时,磨削间隙等于小圆柱工件磨削后要求的直径,小圆柱工件由两砂轮支撑并进行磨削。当小圆柱工件直径等于两砂轮之间的间隙时,工件从间隙中掉落,完成磨削(见图2)。
[0067]
(2)两个陶瓷基砂轮1(转速n1)、砂轮2(转速n2)同向旋转(同时沿着逆时针或者顺时针方向旋转),工件两侧磨削点线速度方向相反,调整两个砂轮的转速在小圆柱工件两侧形成一定的速度差,其转速差范围为0.02rpm-0.05rpm,其中向下的线速度略大于向上的线速度(见图3)。
[0068]
(3)磨削开始时,将硬脆材料小圆柱工件放置于两砂轮形成的间隙上方,通过使两个砂轮同向转动,并且形成一个小的转速差(n2>n1)。由于转速差的作用,两砂轮对硬脆小圆柱工件的磨削力有一定的差别,两边的切向力f
1t
和f
2t
大小不一样(见图3),使工件转动,并形成一个向下的微小磨削力分量,从而对硬脆材料小圆柱工件进行磨削。
[0069]
(4)两个陶瓷基砂轮处于同一水平基准面之上,通过控制程序调整两个砂轮在磨削基准面形成0.2mm-2mm的磨削间隙。此时,砂轮1(转速n1)和砂轮2(转速n2)之间的磨削间隙确定了硬脆材料小圆柱工件的直径大小。
[0070]
实施例2
[0071]
实验过程中,将上述硬脆材料小圆柱工件水平放置于两个陶瓷基砂轮形成的磨削间隙上方,根据精密磨削加工硬脆材料小圆柱工件的最终直径(mm)指标,按照表1中的工艺参数进行精密磨削;按照(3)和(4)中所述步骤,通过控制程序调整砂轮1(转速n1)和砂轮2(转速n2)之间的磨削间隙,最终获得不同要求加工直径的硬脆材料小圆柱工件。
[0072]
所述精密磨削工艺参数和结果,见表1。
[0073]
虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明的,本领域技术人员还可以在本发明精神内做其他变化,以及应用到本发明未提及的领域中,当然,这些依据本发明精神所做的变化都应包含在本发明所要求保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1