一种动车牵引电机机座损伤部位的激光修复方法
本发明属于激光修复与再制造应用领域,具体涉及一种动车牵引电机机座损伤部位的激光修复方法。
背景技术:
1、牵引电机是动车组的重要部件,动车在运行状态时,牵引电机将电能转化为机械能,驱动动车组的运行。高铁动车组牵引电机的工作环境较为恶劣,负载变化大,冲击和震动严重,且受到风沙、雨雪气候和酸碱性气体影响侵蚀严重,因此,一般根据设计要求,为了保证安全,超过百万公里行驶里程后,需要对电机定期拆卸检修。
2、牵引电机是通过架悬式全悬挂的方式进行安装,经过一定次数的拆卸后,安装环的内部连接面容易出现划痕损伤,导致安装环的内腔尺寸出现偏差,从而装配精度无法达到设计要求。由于现有动车牵引电机机座整体铸造加工而成,安装环损伤尺寸、精度、成本、安全方面的要求较高,因此在早期,安装环连接面出现划痕损伤或电机拆卸一定次数后,即更换新的电机以保障动车的正常运行。随着在役高铁陆续进入检修,机座损伤的将会越来越多。由于机座的形状特殊,除材料成本外,还有很大一部分加工成本,报废更换或者将机座重新熔炼都会在材料和经济上带来很大压力。因此,对机座的损伤部分进行修复,使其恢复原有的精确尺寸和达到使用标准的力学性能,是降低损失、保证列车长期持续使用的有效途径。
3、传统的修复方法包括焊补、电弧堆焊、电镀等,然而,由于牵引电机机座的材料、结构和损伤特点,传统的修复方法无法满足需求。首先,牵引电机是由球墨铸铁铸造加工而成。球磨铸铁是将铁水经过球化处理及孕育处理获得的一种铸铁,其显微组织由球形石墨和金属基体两部分组成,具有优异的减震性和低温力学性能。第二,机座的结构复杂,是通过在整体球磨铸铁零件上进行加工获得的,对各个连接部位的尺寸精度要求非常高。第三,在实际的电机拆卸过程中造成的损伤往往十分微小,深度一般不超过0.2mm。因此,牵引电机机座安装环的修复有以下要求:(1)修复范围仅包括安装环连接面上的微小损伤,在修复过程中涉及的深度和面积上尽可能缩小范围,尽量避免力学效应和热效应对安装环其它部位造成影响;(2)修复效果能够根据实际的损伤情况灵活变化,包括改变修复深度、修复面积、修复后服役表面的组织和力学性能等;(3)修复后精确恢复原件的尺寸。综上所述,由于传统的零件修复方法易出现气孔和裂纹等缺陷、稀释率和热影响区较大、去除损伤部位的过程中影响基体的力学性能、修复材料和修复范围的调整灵活度较低等缺点,难以达到修复要求,从材料匹配、精度可控、高效低成本等方面综合考虑,开发一种电机机座的服役损伤维修技术势在必行。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,提供一种动车牵引电机机座损伤部位的激光修复方法,以解决现有技术中针对损伤部位的修复方法难以达到修复要求,修复材料和修复范围的调整灵活度较低的问题。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、一种动车牵引电机机座损伤部位的激光修复方法,所述电机机座环形内表面的损伤部位通过激光熔覆修复;所述电机机座的材质为球磨铸铁,激光熔覆修复材料为镍基合金金属粉末。
4、本发明的进一步改进在于:
5、优选的,所述激光熔覆修复包括以下步骤:
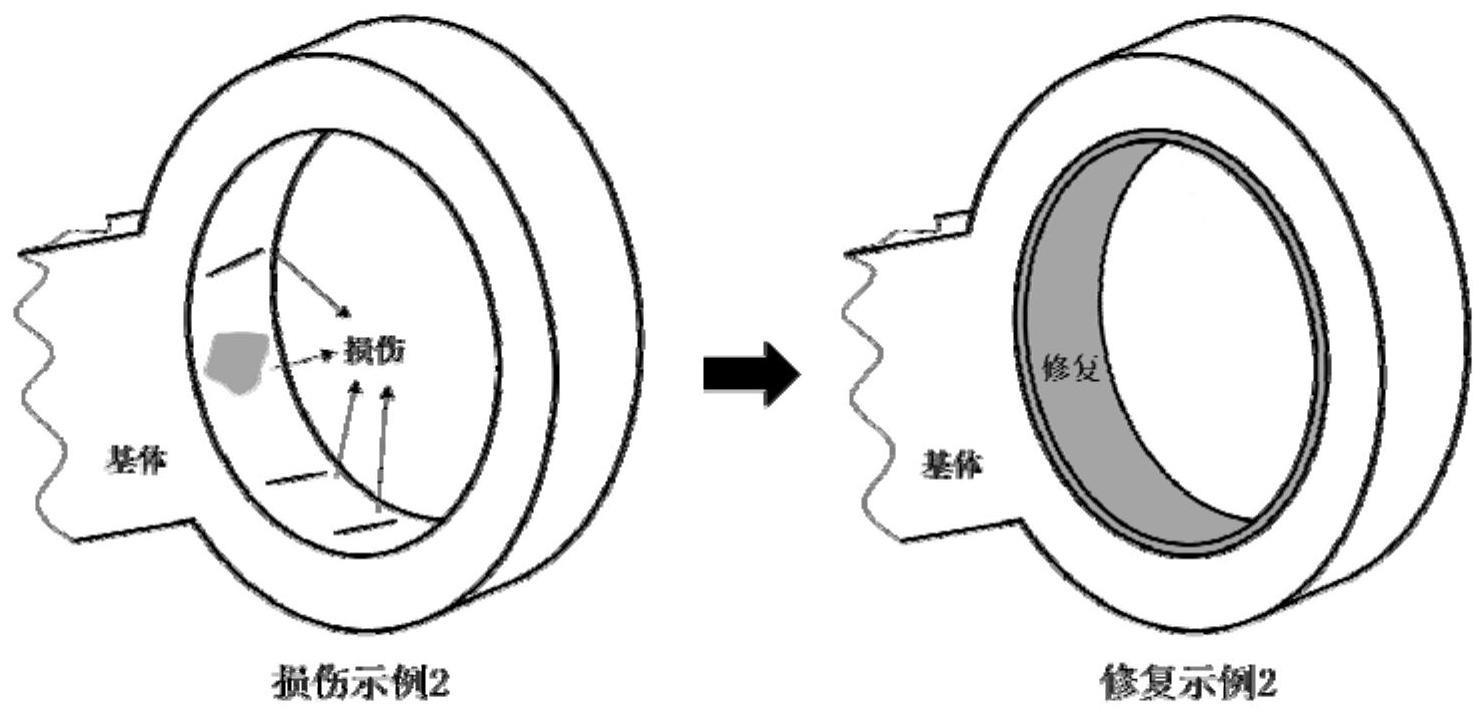
6、步骤1,确定动车牵引电机机座环形部件内表面的损伤类型,所述损伤类型分为三类;
7、步骤2,根据损伤类型确定修复预处理过程,所述第三类损伤的预处理过程中使用机加工去除损伤区域;
8、步骤3,通过激光熔覆修复损伤区域;第一类损伤和第二类损伤,通过局部单道单层或多道单层激光熔覆修复;第三类损伤,通过多道多层激光熔覆修复;修复后的损伤区域部分形成熔覆层;
9、步骤4,机加工去除多余的熔覆层,完成修复。
10、优选的,步骤1中,所述第一类损伤为单一划痕,所述划痕的深度小于0.2mm;所述第二类损伤为磨损损伤,所述磨损损伤区域最大两点距离大于1mm,且磨损损伤区域的深度小于0.2mm;所述第三类损伤为损伤区域内划痕或杂质磨损数量大于等于3个。
11、优选的,步骤2中,当环形内表面存在2个以上分散的损伤区域时,整个环形内表面通过单层激光熔覆修复,搭接率为30%~50%。
12、优选的,步骤3中,所述熔覆层超出原材料表面的高度为0.1~1mm。
13、优选的,步骤4以后,对修复后机座部位进行无损检测,若存在缺陷,重复步骤1-步骤3;若未检测到缺陷,修复过程结束。
14、优选的,步骤4中,所述激光熔覆的激光功率1200~3000w,扫描速率为5~15mm/s,送粉速率4~14g/min,光斑直径为2~5mm。
15、优选的,步骤4中,若损伤部位的深度小于等于0.2mm,激光功率为1200~1500w,扫描速率为5~8mm/s。
16、优选的,步骤4中,若损伤部位的深度大于0.2mm,激光功率为1500~3000w,扫描速率为8~15mm/s。
17、优选的,以质量分数计,所述镍基合金金属粉末的成分为,cu:18~22%,fe:0.16~1.5%,si:1.7~2.3%,b:0.9~1.2%,c:0.02~0.06%,o:0.02%,余量为ni。
18、与现有技术相比,本发明具有以下有益效果:
19、本发明提供了一种动车机座用牵引电机机座损伤部位的修复方法,该方法通过激光熔覆修复电机机座的内表面,在保证修复质量的前提下,工艺简单,工序少,热影响区小,可获得结合良好的修复界面,并提高修复效率;可以根据不同的损伤情况,通过调整工艺参数来改变基材重熔深度、加工余量和稀释层成分,获得最符合目标修复效果的修复区组织和力学性能,可应对多种类型和尺寸的损伤,操作便捷,工艺适用性广。同时考虑球磨铸铁材料的特点,采用同种材料修复时,激光熔覆具有快速熔凝的特点,会破坏球墨铸铁里面石墨的形态和分布,难以达到设计性能要求,因此选择采用异质材料修复。选择的镍基合金金属和球磨铸铁冶金结合效果好,修复后不同区域的性能差别不大,修复后对基座材料中的球形石墨的影响小。而且采用异质材料修复来确保修复后的力学性能要求,硬度能够达到200hv左右,冲击功大于12j。
20、进一步的,本发明首先确定损伤部位的损伤区域面积和损伤深度,然后对损伤部位进行表面预处理;采用激光立体成形技术对损伤区域进行激光熔覆修复,对修复后的区域进行表面机加工,去除多余的熔覆层,使电机机座部位恢复到设计尺寸。
21、进一步的,通过激光熔覆修复的方式,在保证修复质量的前提下,工艺简单,工序少,热影响区小,可获得结合良好的修复界面,并提高修复效率。
22、进一步的,依据对最终服役界面成分、硬度、耐磨性等实际要求来设计修复材料,可满足多种修复要求。
23、进一步的,激光熔覆后在基材表面留有的加工余量小,利于快速、精准的恢复原件尺寸。
24、进一步的,根据不同的损伤情况,通过调整工艺参数来改变基材重熔深度、加工余量和稀释层成分,获得最符合目标修复效果的修复区组织,可应对多种类型和尺寸的损伤,操作更便捷,工艺适用性更广。
- 还没有人留言评论。精彩留言会获得点赞!