一种增材制造方法与流程
1.本公开实施例涉及增材制造技术领域,尤其涉及一种增材制造方法。
背景技术:
2.基于逐层构建的金属增材制造技术增加了设计自由度和制造灵活性,从而实现了复杂的几何形状,同时消除了传统的规模经济约束。已经在许多行业中实现较多的实际应用,包括航空航天、生物医疗、模具汽车工业等。
3.但是由于选择性激光熔化(selective laser melting,slm)、电子束选区熔化(selective electron beam melting,sebm)等增材制造工艺过程中的熔化和凝固动力学特点,导致成形过程中沿纵向沉积方向具有最大的温度梯度,同时,沉积过程中整体环境高,且基于逐层熔化沉积的特点,经历复杂的热循环,为晶粒的长大创造了条件,从而通常会形成难以忍受的巨大柱状晶粒,导致力学性能,尤其是塑性较差,且存在各向异性。特别是比强度、疲劳寿命和断裂韧性较差,阻碍了增材制造金属材料在各个领域的应用。
4.因此,有必要改善上述相关技术方案中存在的一个或者多个问题。
5.需要注意的是,本部分旨在为权利要求书中陈述的本公开的技术方案提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
技术实现要素:
6.本公开实施例的目的在于提供一种增材制造方法,进而至少在一定程度上克服由于相关技术的限制和缺陷而导致的一个或者多个问题。
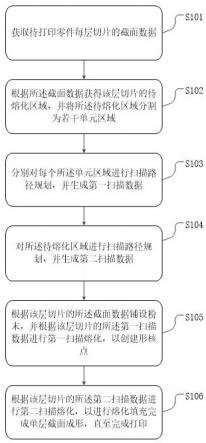
7.根据本公开实施例,提供一种增材制造方法,该方法包括:获取待打印零件每层切片的截面数据;根据所述截面数据获得该层切片的待熔化区域,并将所述待熔化区域分割为若干单元区域;分别对每个所述单元区域进行扫描路径规划,并生成第一扫描数据;对所述待熔化区域进行扫描路径规划,并生成第二扫描数据;根据该层切片的所述截面数据铺设粉末,并根据该层切片的所述第一扫描数据进行第一扫描熔化,以创建形核点;根据该层切片的所述第二扫描数据进行第二扫描熔化,以进行熔化填充完成单层截面成形,直至完成打印。
8.本公开的一实施例中,所述第一扫描熔化的能量源的输入功率为120w~600w,所述第一扫描熔化的能量源的扫描速度为300mm/s~1500mm/s,所述第一扫描熔化的能量源的穿透深度为该层铺设的粉末层的厚度的0.5~3倍,所述粉末层厚为0.03mm~0.1mm。
9.本公开的一实施例中,所述第二扫描熔化的能量源的输入功率为600w~1200w,所述第二扫描熔化的能量源的扫描速度为200mm/s~7000mm/s,所述第二扫描熔化的能量源的穿透深度为该层铺设所述粉末层的厚度的3~10倍。
10.本公开的一实施例中,所述将所述待熔化区域分割为若干单元区域的步骤中包括:通过若干间隔距离相等的第一分割线将所述待熔化区域沿第一方向分割为第一预设值份;通过若干间隔距离相等的第二分割线将所述待熔化区域沿第二方向分割为第二预设值份;所述第一分割线与所述第二分割线将所述待熔化区域分割成若干所述单元区域,并对所述单元区域进行编号;其中,各个所述单元区域的面积为0.1mm2~25mm2。
11.本公开的一实施例中,所述对每个所述单元区域进行扫描路径规划,并生成第一扫描数据的步骤包括:根据所述单元区域的所述编号进行排序,以生成所述第一扫描数据。
12.本公开的一实施例中,所述第一扫描数据中的所述编号的排列顺序包括:连续排列、规律排列或随机排列。
13.本公开的一实施例中,所述第一扫描熔化的扫描方式包括:点扫、短线扫或区域面扫。
14.本公开的一实施例中,所述点扫产生的熔池的大小为2
×
10-5
mm3~2
×
10-1
mm3,所述短线扫中的短线的长度为0.03mm~1mm,所述区域面扫中的区域尺寸为3
×
10-4
mm2~1mm2。
15.本公开的一实施例中,所述第一扫描熔化的扫描方式为所述短线扫时,所述短线扫中的所述短线为直线或曲线,所述短线由能量源束斑连续扫描完成;或者,通过斑点跳扫搭接扫描完成;其中,所述跳扫时所述能量源束斑之间的间距为0.005mm~0.25mm,所述能量源束斑尺寸为0.01mm~0.3mm。
16.本公开的一实施例中,所述第二扫描熔化包括:对所述待熔化区域沿所述第一方向或所述第二方向进行往复的内部熔化填充;其中,所述第二扫描熔化在经过所述第一扫描熔化已凝固区时,其能量输入是梯度变化的,以保留已有所述形核点,并促进周围区域的形核。
17.本公开的实施例提供的技术方案可以包括以下有益效果:本公开的实施例中,通过上述增材制造方法,先将待熔化区域分割为若干单元区域,并对各个单元区域进行第一扫描熔化,为该层粉床的熔化沉积创建形核点,而后再进行第二扫描熔化,以对该层切片的待熔化区域进行熔化填充,第一扫描熔化优先创建形核点的同时,能够为第二扫描熔化提供形核位点,促进形核,提高形核率,避免了晶粒过度长大,在不改变合金成分的情况下,在合金增材制造过程中将柱状晶破坏从而实现晶粒细化。
附图说明
18.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1示出本公开示例性实施例中增材制造方法的步骤图;图2示出本公开示例性实施例中待熔化区域分割为若干单元区域的示意图;图3示出本公开示例性实施例中单元区域的编号示意图;图4示出本公开示例性实施例中先点扫,再内部熔化填充的流程示意图;图5示出本公开示例性实施例中短线扫中的短线示意图;图6示出本公开示例性实施例中短线扫中短线连续扫描示意图;图7示出本公开示例性实施例中短线扫中单条短线跳扫搭接完成扫描示意图;图8示出本公开示例性实施例中短线扫中短线之间跳扫完成多条短线扫描示意图;图9示出本公开示例性实施例中先进行一种方式的短线扫,再内部熔化填充的流程示意图;图10示出本公开示例性实施例中先进行另一种方式的短线扫,再内部熔化填充的流程示意图;图11示出本公开示例性实施例中区域面扫促进形核方案的示意图;图12示出本公开示例性实施例中先区域面扫,再内部熔化填充的流程示意图;图13示出本公开示例性实施例中蛇形连续扫描填充的示意图;图14示出本公开示例性实施例中连续扫描时经过已形核位置跃过扫描的示意图。
具体实施方式
20.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本公开将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。
21.此外,附图仅为本公开实施例的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。
22.本示例实施方式中首先提供了一种增材制造方法。参考图1中所示,该增材制造方法可以包括:步骤s101~步骤s106。
23.步骤s101:获取待打印零件每层切片的截面数据;步骤s102:根据所述截面数据获得该层切片的待熔化区域,并将所述待熔化区域分割为若干单元区域;步骤s103:分别对每个所述单元区域进行扫描路径规划,并生成第一扫描数据;步骤s104:对所述待熔化区域进行扫描路径规划,并生成第二扫描数据;步骤s105:根据该层切片的所述截面数据铺设粉末,并根据该层切片的所述第一扫描数据进行第一扫描熔化,以创建形核点;步骤s106:根据该层切片的所述第二扫描数据进行第二扫描熔化,以进行熔化填充完成单层截面成形,直至完成打印。
24.通过上述增材制造方法,先将待熔化区域分割为若干单元区域,并对各个单元区域进行第一扫描熔化,为该层粉床的熔化沉积创建形核点,而后再进行第二扫描熔化,以对
该层切片的待熔化区域进行熔化填充,第一扫描熔化优先创建形核点的同时,能够为第二扫描熔化提供形核位点,促进形核,提高形核率,避免了晶粒过度长大,从而解决了金属材料在增材制造成形过程中由于打印工艺过程中的熔化和凝固动力学导致难以忍受的巨大柱状晶粒问题。
25.下面,将参考图1至图14对本示例实施方式中的上述增材制造方法的各个部分进行更详细的说明。
26.在一个实施例中,所述第一扫描熔化的能量源的输入功率为120w~600w,所述第一扫描熔化的能量源的扫描速度为300mm/s~1500mm/s,所述第一扫描熔化的能量源的穿透深度为该层铺设粉末层厚度的0.5~3倍,所述粉末层的厚度为0.03mm~0.1mm。
27.具体的,在第一扫描熔化能量源的输入功率为120w~600w,第一扫描熔化的能量源的扫描速度为300mm/s~1500mm/s,粉末层的厚度为0.03mm~0.1mm时,对单层铺设的粉末层而言,该参数组合下的能量输入能够保证在粉末层上面均匀的形成一定数量的形核点;能够保证能量源的穿透深度为粉末层的厚度的0.5~3倍,不会造成与前一层的过分重熔,过分重熔条件下能够使得第一扫描熔化区域已凝固部分与前一层形成延纵向的温度梯度,并在高温及热循环的影响下,形成粗大柱状晶晶粒。同时,该参数组合下能量源熔池的形状、大小更加适合优先创建形核点,且不会形成连续的尺寸过大的熔化液态区域,否则将不利于形成分散的形核点。
28.在一个实施例中,所述第二扫描熔化的能量源的输入功率为600w~1200w,所述第二扫描熔化的能量源的扫描速度为200mm/s~7000mm/s,所述第二扫描熔化的能量源的穿透深度为该层铺设的粉末层的厚度的3~10倍。
29.具体的,在第二扫描熔化的能量源的输入功率为600w~1200w,第二扫描熔化的能量源的扫描速度为200mm/s~7000mm/s,粉末层的厚度为0.03mm~0.1mm时,该参数组合下,单层粉末的能量输入能够保证能量源对粉末的穿透深度为粉末层的厚度的0.5~3倍,能够保证层与层之间形成良好的冶金结合,避免了孔洞、层间熔合不良等缺陷。此外,该组参数下决定的单层粉末的能量输入能够保证熔道之间形成良好的搭接,不会存在熔道间的孔洞、熔合不良等缺陷。同时,适宜的参数下,还能够保证第一扫描熔化已凝固区的形核点不会因第二扫描熔化而被破坏。
30.在一个实施例中,所述将所述待熔化区域分割为若干单元区域的步骤中包括:通过若干间隔距离相等的第一分割线将所述待熔化区域沿第一方向分割为第一预设值份;通过若干间隔距离相等的第二分割线将所述待熔化区域沿第二方向分割为第二预设值份;所述第一分割线与所述第二分割线将所述待熔化区域分割成若干所述单元区域,并对所述单元区域进行编号;其中,各个所述单元区域的面积为0.1mm2~25mm2。
31.具体的,通过每层切片的截面数据,提取待打印零件二维截面的轮廓线,获得每层切片二维截面的待熔化成形的区域;如图2所示,x轴方向为第一方向,y轴方向为第二方向,根据第一分割线和第二分割线将待熔化区域分割为若干单元区域,各个单元区域的面积为0.1mm2~25mm2。其中,第一分割线和第二分割线仅是分割处理待熔化区域的辅助线,并不实际存在待熔化区域内。待熔化区域的分割应尽可能是均匀的,所得到的单元区域的面积的范围为0.1mm2~25mm2,当分割过程中存在边角区域无法按照单元区域面积实现均匀分割时,应将剩余区域视作一个单元区域处理;单元区域面积过小,将造成第一扫描熔化区域形成
连续熔化液态,形核太大,数量太少,单元区域面积过大,则第一扫描熔化形成的形核点将太少,起不到整体零件细化晶粒的效果。
32.可以理解的是,第一方向和第二方向可以互成任意角度,目的在于尽可能的将待熔化区域面积均匀分割。
33.另外,如图3所示,第一分割线将待熔化区域沿第一方向分割成了n份,第二分割线将待熔化区域沿第二方向分割成了m份,对所述单元区域进行编号,则第一行的编号分别为s
1-1
、s
1-2
、s
1-3
……s1-n
;第二行的编号分别为 s
2-1
、s
2-2
、s
2-3
……s2-n
;以此类推,第m行的编号分别为s
m-1
、s
m-2
、s
m-3
……sm-n
。
34.在一个实施例中,对每个所述单元区域进行扫描路径规划,并生成第一扫描数据的步骤包括:根据所述单元区域的所述编号进行排序,以生成第一扫描数据。
35.具体的,对单元区域的编号进行排序,以决定对先各个单元区域进行第一扫描熔化的先后顺序。
36.在一个实施例中,所述第一扫描数据中的所述编号的排列顺序包括:连续排列、规律排列或随机排列。
37.具体的,扫描顺序可以是按顺序连续排列的,例如,按照每一行的编号顺序进行扫描,则顺序为s
1-1
、s
1-2
、s
1-3
……s1-n
; s
2-1
、s
2-2
、s
2-3
……s2-n
;
……
;s
m-1
、s
m-2
、s
m-3
……sm-n
。或者,按照每一列的顺序进行扫描,则顺序为s
1-1
、s
2-1
、s
3-1
……sn-1
; s
1-2
、s
2-2
、s
3-2
……sn-2
;
……
;s
1-n
、s
2-n
、s
3-n
……sm-n
。
38.可以理解的是,扫描顺序可以是规律排列的,例如s
1-1
、s
1-3
、s
1-5
……
,s
1-2
、s
1-4
、s
1-6
……
,编号间隔1个或多个;也可以随机排列的,例如,s
2-2
、s
m-2
、s
3-2
……sn-2
;直至将所有单元区域扫描完成。间隔排列或者随机排列是为了进一步降低第一扫描熔化路径的连续性,并且避免相互之间的热影响,为优先创建形核点更加细小、均匀创造条件。
39.在一个实施例中,所述第一扫描熔化的扫描方式包括:点扫、短线扫或区域面扫。
40.具体的,第一扫描熔化的扫描方式可以为点扫、短线扫或区域面扫,点扫、短线扫或区域面扫在单元区域内分布为均匀的,一一对应,即一个单元区域s
m-n
对应内部含有1个点d
m-n
、短线x
m-n
或区域面m
m-n
,以保证成形区域内形核质点均匀分布,以确保后期整体组织分布的均匀性。
41.在一个实施例中,所述点扫产生的熔池的大小为2
×
10-5 mm3~2
×
10-1
mm3,所述短线扫中的所述短线的长度为0.03mm~1mm,所述区域面扫中的区域尺寸为3
×
10-4 mm2~1mm2。
42.具体的,点扫产生的熔池的大小为2
×
10-5
~2
×
10-1
mm3,熔池的尺寸太小不能熔化粉末形成形核点,尺寸太大造成熔化液态过多,将形核过大不利于达到最终细化整体零件晶粒尺寸的效果;先点扫促进形核,后内部熔化填充时的步骤如图4所示,对所有单元区域进行点扫后,再进行内部熔化填充,在进行内部熔化填充是时,第i层与第i+1层的方向可以相同,例如,沿第二方向往复进行扫描。第i层与第i+1层的方向也可以不相同,例如,第i层沿第二方向往复进行扫描,第i+1层沿第一方向往复进行扫描。
43.在一个实施例中,所述第一扫描熔化的扫描方式为所述短线扫时,所述短线扫中的短线为直线或曲线,所述短线由能量源束斑连续扫描完成;或者,通过斑点跳扫搭接扫描完成;其中,所述跳扫时所述能量源束斑之间的间距为0.005mm~0.25mm,所述能量源束斑尺寸为0.01 mm ~0.3mm,能量源束斑尺寸与能量源束斑之间的间距存在一定的关联性,通常
能量源束斑间距小于能量源束斑尺寸大小,能量源束斑间距在0.005~0.25mm之间,形核的大小合适,且形核点内部存在一定的间隙,有利于为第二扫描熔化创建形核位点。
44.具体的,如图5所示,短线扫中的短线可以为直线也可以为曲线,短线长度为0.03mm~1mm。
45.如图6所示,短线可以由能量源束斑连续扫描完成,也可以是通过斑点跳扫搭接扫描完成。
46.如图7所示,先短线扫促进形核方案中单条短线跳扫搭接完成扫描示意图;如图8所示,短线之间跳扫完成多条短线扫描。
47.另外,先短线扫促进形核,后内部熔化填充时的步骤如图9和图10所示,对所有单元区域进行短线扫后,再进行内部熔化填充,在进行内部熔化填充时,第i层与第i+1层的方向可以相同,例如,沿第二方向往复进行扫描。第i层与第i+1层的方向也可以不相同,例如,第i层沿第二方向往复进行扫描,第i+1层沿第一方向往复进行扫描。其中,图9和图10中所示的短线为不同样式的短线。
48.扫描的方式为区域面扫时,如图11所示,区域面扫描中的小区域可以为三角形、矩形、圆形、椭圆形或多边形等但并不仅限于此。
49.区域面扫可按照顺时针或者逆时针扫描或者蛇形扫描形成区域面。
50.区域面的扫描可以为连续的扫描也可以为不连续的扫描,目的为创造更多的形核位点。
51.能量源束斑跳扫中能量源束斑之间的间距0.005mm~0.25mm,能量源束斑尺寸0.01mm~0.3mm,能量源束斑尺寸与能量源束斑之间的间距存在一定的关联性,通常能量源束斑间距小于能量源束斑尺寸大小,能量源束斑间距在0.005~0.25mm之间,形核的大小合适,且形核点内部存在一定的间隙,有利于为第二扫描熔化创建形核位点。
52.另外,先区域面扫促进形核,后内部熔化填充时的步骤如图12所示,对所有单元区域进行区域面扫后,再进行内部熔化填充,在进行内部熔化填充是时,第i层与第i+1层的方向可以相同,例如,沿第二方向往复进行扫描。第i层与第i+1层的方向也可以不相同,例如,第i层沿第二方向往复进行扫描,第i+1层沿第一方向往复进行扫描。
53.在一个实施例中,所述第二扫描熔化包括:对所述待熔化区域沿所述第一方向或所述第二方向进行往复的内部熔化填充;其中,所述第二扫描熔化在经过所述第一扫描熔化已凝固区域时,其能量输入是梯度变化的,以保留已有所述形核点,并在已有形核点的基础上促进第二扫描熔化区域的形核。
54.具体的,在待熔化区域内进行熔化路径填充时,如图13所示,可直接采用常规蛇形连续扫描方式;如图14所示,也可在扫描到已经扫描过的区域时,采取跳扫的方法。
55.可以理解的是,在待熔化区域内进行熔化路径填充时,如直接采用常规蛇形连续扫描方式,其能量源扫描到已形核位置时,其能量输入可以是梯度变化的,防止再次重熔影响率先形核部分对晶粒细化的促进效果。
56.具体的,距离第一扫描熔化凝固区域中心越近,第二扫描熔化的能量输入越低;例如,若第二扫描熔化的能量输入初始为e,越靠近第一扫描熔化已凝固区域的中心,其能量输入逐渐降低为90%e、70%e、50%e、30%e,甚至10%e或0。
57.能量输入的可以是梯度变化的;能量输入是由能量源输入功率、扫描速度、单层粉
末层的厚度、熔道间距、能量源束斑尺寸、能量利用率等参数决定;通过上述增材制造方法,用切片软件按照一定的层厚对待打印零件进行切片处理,得到三维零件的逐层截面数据。对待打印零件的截面进行逐层熔化扫描路径规划,即逐层提取待成形零件二维截面的轮廓线,获得逐层二维截面的待熔化区域;将待熔化区域分割为若干单元区域,在逐个单元区域内创建点、短线或小区域面的扫描路径,并先进行上述点、短线或小区域面的扫描熔化,再在待熔化区域内进行熔化路径填充,形成二维截面逐层熔化扫描路径。将经过切片处理和路径规划后的待成形零件三维模型的截面数据包导入到增材制造成形设备中,输入成形工艺参数,装入待成形金属材料的粉末,完成准备工作。开启增材制造装备开始成形,铺粉机构将金属粉末铺展在成形基板上,能量源根据第一扫描熔化和第二扫描熔化数据对金属粉末进行选择熔化,形成单层熔化片层,成形基板下降特定高度,重复铺粉、选区熔化直至整个零件熔化成形。通过先进行这种点扫、短线扫、小区域面扫的方法,为该层粉床的熔化沉积创建形核点,而后再进行第二扫描熔化,以对该层切片的待熔化区域进行熔化填充,第一扫描熔化优先创建形核点的同时,能够为第二扫描熔化提供形核位点,促进形核,提高形核率,避免了晶粒过度长大,在不改变合金成分的情况下,在合金增材制造过程中将柱状晶破坏从而实现晶粒细化大。
58.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本公开实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
59.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本公开的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行结合和组合。
60.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1