一种超高水头冲击式水轮机水斗抗冲击磨蚀方法与流程
1.本发明涉及水利表面技术与工程领域,尤其涉及一种超高水头冲击式水轮机水斗抗冲击磨蚀的方法。
背景技术:
2.随着技术的不断进步,冲击式水轮机在高水头水电站中的应用愈加广泛。但是冲击式水轮机的水斗寿命却还短暂,特别是一些一千米以上的超高水头的水电站中,水斗被冲蚀的非常厉害。经调查,工程师们有通过在水斗表面制备高耐磨的金属陶瓷涂层或者聚氨酯涂层等来改善冲击式水轮机的冲蚀和磨损,延长水轮机的寿命。但是经过实际的使用反馈来看,以上涂层的作用有限。因为在超高水头的情况下,从喷嘴喷向水斗的冲击力是非常巨大的,同时水中的泥沙会对水斗的内壁造成非常大的撞击和犁削作用。常用的wc系列硬质合金涂层一般采用超音速火焰喷涂的方法来制备,这种方法制备的涂层厚度不会太厚,通常在200~400微米范围内,应用在混流水轮机、轴流转桨式水轮机和一些低水头的冲击式水轮机上有很好的抗磨防腐效果。但是应用在超高水头的冲击式水轮机上,特别是水斗内壁上时,薄又脆的金属陶瓷涂层会很容易被冲击碎,并与基体脱落。聚氨酯涂层有很好的弹性,防砂粒垂直撞击的能力很好,但是防泥沙切削的能力较弱,而且因为与基体的结合强度较低,很容易因为强力作用而剥落。所以对于千米以上的超高水头的冲击式水轮机水斗的抗冲击磨蚀问题亟需有效的解决方法。
技术实现要素:
3.本发明是为了解决超高水头冲击式水轮机水斗的防腐抗磨问题,提供一种超高水头冲击式水轮机水斗抗冲击磨蚀方法,水斗内壁因为受到泥沙水流的直接强力冲击,本发明采用一种硬质合金衬套以特定方式固定在水斗的内壁对其进行保护。此外,在水斗的外壁和紧固件表面采用超音速火焰热喷涂技术制备硬质合金防护涂层。
4.本发明采用的技术方案为:
5.一种超高水头冲击式水轮机水斗抗冲击磨蚀的方法,在水斗的内壁全表面采用半弹性接触连接方式固定一套硬质合金衬套,所述半弹性接触连接方式是指硬质合金衬套与水斗之间通过结构胶粘连,以吸收和缓冲衬套与水斗间不同弹性微形变,且硬质合金衬套的边缘通过紧固件将衬套与水斗压紧,以防止硬质合金衬套发生移动。
6.进一步地,在水斗的外壁和紧固件表面采用超音速火焰热喷涂技术制备硬质合金防护涂层。
7.所述的硬质合金衬套制造技术选择真空烧结技术,以获得高致密度、低杂质和高强度的特点。硬质合金混合粉末首先经过高压压制,制成水斗内壁形状的合适尺寸的毛坯,确保在经过真空烧结后,硬质合金衬套尺寸与水轮机水斗尺寸吻合。然后进行真空烧结工艺,包括以下三个过程:预烧阶段,高温烧结阶段,冷却阶段。预烧阶段是当真空度低于10pa时,开始升温,到达合适温度时,保温一定时间,确保杂质被排出。温度一般在250℃~600℃
区间内,保温时间根据成形剂的量来制定。根据一般冲击式水轮机水斗的尺寸,保温时间可以在12h~24h区间。高温烧结阶段,温度在1300℃~1500℃区间内选择,保温时间在2h~10h区间内选择,需要根据硬质合金衬套的材料和尺寸来选择。冷却阶段通入惰性气体,比如氩气,来加速冷却,同时也能增加硬质合金衬套的致密性。
8.进一步地,硬质合金衬套的材料选择wc-co-抑制剂-润湿剂-稀土的配方组合,各组分粉末粒径超细,低于1微米。所述复合配方组合优选为:wc-co-vc-tac-la2o3,wc-co-cr2c
3-tic-mo-ceo2,wc-co-nbc-cr-la2o3;这种材料配方使得硬质合金衬套具有更细的晶粒,更高的强度,更高的致密性,和更高的韧性,非常适合用于冲击式水轮机水斗的工作环境。
9.进一步地,硬质合金衬套厚度可以做的很厚,相比较于通过超音速火焰热喷涂制备的厚度一般在0.4mm以下的硬质合金涂层,要厚的多。在泥沙强力冲刷下,薄的硬质合金涂层会因为涂层与基体的变形系数不一样,以及涂层与基体结合强度(一般在70mpa左右)低的问题,很容易从基体剥落。而厚的高强度硬质合金衬套则更耐泥沙冲刷磨损,同时因为与水斗的半弹性接触连接方式,不会因为硬质合金衬套材料与水斗材料不同的变形系数而断裂。所述的半弹性接触连接方式是指硬质合金衬套与水斗之间一方面是通过结构胶粘连,结构胶能够起到吸收和缓冲两者之间不同弹性微形变的作用,防止硬质合金衬套产生裂纹而断裂。另一方面是通过紧固件压紧硬质合金衬套的边缘,可进一步防止硬质合金衬套发生移动。
10.所述的紧固件包括两个部分,一部分为固定件,可沿着水斗的上表面焊接固定在水斗上,中间可钻通孔,另一部分为活动件,其内部可钻螺纹孔(不是通孔),两部分通过紧固螺栓紧固,并压紧硬质合金衬套在水斗上。
11.冲击式水轮机水斗防护工艺过程:
12.1)将紧固件的固定部分焊接在冲击式水轮机水斗的上表面;
13.2)对冲击式水轮机的内壁,外壁以及其他表面,用清洗剂清洗表面的油污,然后对以上表面用白刚玉进行喷砂,喷砂粗化后的水斗表面粗糙度达到ra10以上。
14.3)采用高强度结构胶涂覆在水斗的内壁,例如可采用高强度丙烯酸酯结构胶,具有耐酸碱、水、油介质腐蚀,耐冲击,工作温度区间大(-30~150℃),粘结强度可达到70mpa等特点,非常适合用于wc硬质合金衬套和钢材水斗之间的粘连,也非常适合冲击式水轮机水斗的工作环境。
15.4)将硬质合金衬套紧贴冲击式水轮机水斗内壁,将紧固件的活动部分通过螺栓紧固,并压紧硬质合金衬套,等待固化24小时以上。
16.5)对水斗需要进行超音速火焰热喷涂硬质合金涂层的其他过流区域,通过超音速火焰热喷涂技术制备wc-co系列硬质合金涂层。
17.此外,本发明还提供一种可在超高水头下工作的冲击式水轮机水斗,包括水斗本体、硬质合金衬套、紧固件;紧固件包括固定件及活动件;硬质合金衬套覆盖整个水斗本体内壁,且与水斗内壁通过结构胶连接,固定件焊接水斗本体边缘,活动件将硬质合金衬套与水斗边缘压紧并通过螺栓与固定件紧固连接,在水斗的其他过流区域及紧固件表面制备有硬质合金防护涂层。
18.本发明的有益效果是:
19.水斗内壁的防护采用硬质合金衬套代替涂层,硬质合金衬套厚度可以做到涂层无法达到的厚度,同时硬质合金衬套采用了新的配方,两者大大加强了其抗冲击磨损性能,从而很大程度提高水斗内壁的服役年限。同时水斗的间接被泥沙冲击的区域,全部采用超音速火焰热喷涂技术制备wc-co系列硬质合金涂层,大大延长了冲击式水轮机水斗整体的寿命。常用的wc-co系列硬质合金涂层相比较常用水轮机0cr13ni5mo不锈钢,抗泥沙磨蚀能力提升3~5倍,本发明提供的硬质合金衬套方法对水斗内壁的提升相比较于传统超音速火焰热喷涂wc-co系列硬质合金涂层,抗泥沙冲击磨蚀能力大大提升,实际应用效果:相比较于传统的在水斗上喷涂涂层的方法,水斗服役年限半年到一年,本发明提供的方法,高水头冲击式水轮机水斗服役年限可达5年以上。
附图说明
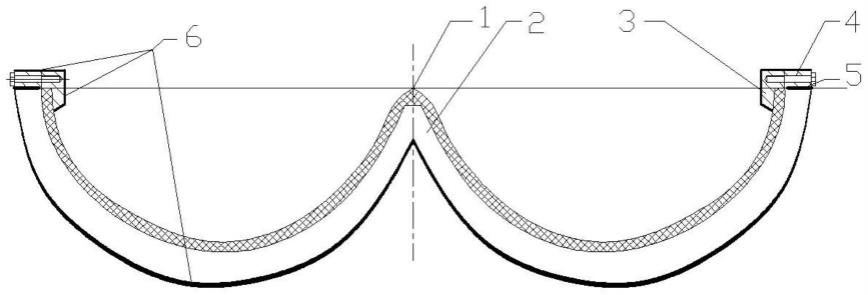
20.图1为本发明中冲击式水轮机水斗的示意图。
21.图中:1-硬质合金衬套,2-水斗基体,3-紧固件中的固定件,4-紧固件中的活动件,5-焊接缝,6-wc硬质合金涂层。
具体实施方式
22.下面结合附图和具体实施案例作进一步地阐述
23.参照图1展示了一种超高水头冲击式水轮机水斗抗冲击磨蚀方法的示意图。
24.实施例1
25.硬质合金衬套1的成分:wc-co-vc-tac-la2o3,其中co 9%wt,粒度0.5~1μm,vc 10%wt,粒度0.5~1μm,tac 7%wt,粒度0.5~1μm,la2o
3 1%wt,粒度0.5~1μm,其余为wc,粒度为1~2μm。
26.硬质合金衬套1制造技术选择真空烧结技术,以获得高致密度、低杂质和高强度的特点。硬质合金混合粉末首先经过高压压制,制成水斗内壁形状的合适尺寸的毛坯,确保在经过真空烧结后,硬质合金衬套1尺寸与水轮机水斗基体2内壁尺寸吻合。然后进行真空烧结工艺,包括以下三个过程:预烧阶段,高温烧结阶段,冷却阶段。预烧阶段时当真空度低于1pa时,开始升温,到达350℃时,保温10小时,确保杂质被排出。高温烧结阶段,温度在1400℃保温5小时。冷却阶段通入氩气,压力3mpa,来加速冷却,同时也能增加硬质合金衬套的致密性。硬质合金衬套的平均厚度制作成5mm
27.紧固件中的固定件4内部钻有一通孔,焊接在水斗基体2的上表面出口,焊接连接处可选择焊缝5位置,可以设有多个紧固件4围绕分布在水斗上平面的周围。
28.紧固件中的活动件3内部钻有一不是通孔的螺纹孔,一端贴紧硬质合金衬套1,一端与紧固件中固定件4通过紧固螺栓紧固连接,压紧硬质合金衬套1。
29.wc硬质合金涂层6,可通过hvof(超音速火焰喷涂)技术在指定区域:包括水斗基体2的外壁,紧固件中的固定件4和紧固件中的活动件3的表面喷涂制备,喷涂材料可选择市场已成熟应用的wc-co系列硬质合金涂层粉末配方,如wc-10co-4cr粉末。
30.冲击式水轮机水斗防护工艺过程:
31.1.将紧固件中的固定件4焊接在冲击式水轮机水斗基体2的上表面;
32.2.对水斗基体2的内壁,外壁以及其他表面,用清洗剂清洗表面的油污,然后对以
上表面用白刚玉进行喷砂,喷砂粗化后的水斗表面粗糙度达到ra10以上。
33.3.采用高强度丙烯酸酯结构胶,具有耐酸碱、水、油介质腐蚀,耐冲击,工作温度区间大(-30~150℃),粘结强度可达到70mpa等特点,非常适合用于wc硬质合金衬套1和钢材水斗基体2之间的粘连,也非常适合冲击式水轮机水斗的工作环境。
34.4.将硬质合金衬套1紧贴冲击式水轮机水斗基体2内壁,将紧固件中的活动件3通过螺栓紧固,并压紧硬质合金衬套1,等待固化24小时以上。
35.5.对水斗需要进行超音速火焰热喷涂硬质合金涂层的其他过流区域,通过超音速火焰热喷涂技术制备wc-co系列硬质合金涂层。
36.6.喷涂完成后,可投入使用。等到下次水斗维修时间时,可快速替换硬质合金衬套1,大大节约了水轮机的检修时间和成本。冲击式水轮机的水斗的间接冲刷区域的硬质合金涂层的受磨损和冲蚀的作用比较小,因此硬质合金衬套1更换多次后,水斗的间接受冲击区域才需要重新制备涂层。
37.实施例2
38.硬质合金衬套1的成分:wc-co-cr2c
3-tic-mo-ceo2,其中co 10%wt,粒度0.5~1μm,cr2c
3 12%wt,粒度0.5~1μm,tic 4%wt,粒度0.5~1μm,mo 5%wt,粒度0.5~1μm,ceo
2 0.8%wt,粒度0.5~1μm,其余为wc,粒度为1~2μm。
39.硬质合金衬套1制造技术选择真空烧结技术,以获得高致密度、低杂质和高强度的特点。硬质合金混合粉末首先经过高压压制,制成水斗内壁形状的合适尺寸的毛坯,确保在经过真空烧结后,硬质合金衬套1尺寸与水轮机水斗基体2内壁尺寸吻合。然后进行真空烧结工艺,包括以下三个过程:预烧阶段,高温烧结阶段,冷却阶段。预烧阶段时当真空度低于0.2pa时,开始升温,到达430℃时,保温15小时,确保杂质被排出。高温烧结阶段,温度在1450℃保温6小时。冷却阶段通入氩气,压力4mpa,来加速冷却,同时也能增加硬质合金衬套的致密性。硬质合金衬套的平均厚度制作成8mm。
40.紧固件中的固定件4内部钻有一通孔,焊接在水斗基体2的上表面出口,焊接连接处可选择焊缝5位置,多个紧固件4围绕分布在水斗上平面的周围。
41.紧固件中的活动件3内部钻有一不是通孔的螺纹孔,一端贴紧硬质合金衬套1,一端与紧固件中的固定件4通过紧固螺栓紧固连接,压紧硬质合金衬套1。
42.wc硬质合金涂层6,可通过hvof(超音速火焰喷涂)技术在指定区域:包括水斗基体2的外壁,紧固件中的固定件4和紧固件中的活动件3的表面喷涂制备,喷涂材料可选择市场已成熟应用的粉末配方,如wc-10co-4cr粉末。
43.冲击式水轮机水斗防护工艺过程:
44.1.将紧固件中的固定件4焊接在冲击式水轮机水斗基体2的上表面;
45.2.对水斗基体2的内壁,外壁以及其他表面,用清洗剂清洗表面的油污,然后对以上表面用白刚玉进行喷砂,喷砂粗化后的水斗表面粗糙度达到ra10以上。
46.3.采用高强度硅酮结构胶,具有耐酸碱、水、油介质腐蚀,耐冲击,工作温度区间大,粘结强度可达到60mpa等特点,非常适合用于wc硬质合金衬套1和钢材水斗基体2之间的粘连,也非常适合冲击式水轮机水斗的工作环境。
47.4.将硬质合金衬套1紧贴冲击式水轮机水斗基体2内壁,将紧固件中的活动件3通过螺栓紧固,并压紧硬质合金衬套1,等待固化24小时以上。
48.5.对水斗需要进行超音速火焰热喷涂硬质合金涂层的其他过流区域,通过超音速火焰热喷涂技术制备wc-co系列硬质合金涂层。
49.6.喷涂完成后,可投入使用。等到下次水斗维修时间时,可快速替换硬质合金衬套1,大大节约了水轮机的检修时间和成本。冲击式水轮机的水斗的间接冲刷区域的硬质合金涂层的受磨损和冲蚀的作用比较小,因此硬质合金衬套1更换多次后,水斗的间接受冲击区域才需要重新制备涂层。
50.实施例3
51.硬质合金衬套1的成分:wc-co-nbc-cr-la2o3,其中co 12%wt,粒度0.5~1μm,nbc 8%wt,粒度0.5~1μm,cr 7%wt,粒度0.5~1μm,la2o
3 1.2%wt,粒度0.5~1μm,其余为wc,粒度为1~2μm。
52.硬质合金衬套1制造技术选择真空烧结技术,以获得高致密度、低杂质和高强度的特点。硬质合金混合粉末首先经过高压压制,制成水斗内壁形状的合适尺寸的毛坯,确保在经过真空烧结后,硬质合金衬套1尺寸与水轮机水斗基体2内壁尺寸吻合。然后进行真空烧结工艺,包括以下三个过程:预烧阶段,高温烧结阶段,冷却阶段。预烧阶段时当真空度低于5pa时,开始升温,到达500℃时,保温10小时,确保杂质被排出。高温烧结阶段,温度在1380℃保温7小时。冷却阶段通入氩气,压力5mpa,来加速冷却,同时也能增加硬质合金衬套的致密性。硬质合金衬套的平均厚度制作成10mm。
53.紧固件中的固定件4内部钻有一通孔,焊接在水斗基体2的上表面出口,焊接连接处可选择焊缝5位置,多个紧固件4围绕分布在水斗上平面的周围。
54.紧固件中的活动件3内部钻有一不是通孔的螺纹孔,一端贴紧硬质合金衬套1,一端与紧固件中的固定件4通过紧固螺栓紧固连接,压紧硬质合金衬套1。
55.wc硬质合金涂层6,可通过hvof(超音速火焰喷涂)技术在指定区域:包括水斗基体2的外壁,紧固件中的固定件4和紧固件中的活动件3的表面喷涂制备,喷涂材料可选择市场已成熟应用的粉末配方,如wc-10co-4cr粉末。
56.冲击式水轮机水斗防护工艺过程:
57.1.将紧固件中的固定件4焊接在冲击式水轮机水斗基体2的上表面;
58.2.对水斗基体2的内壁,外壁以及其他表面,用清洗剂清洗表面的油污,然后对以上表面用白刚玉进行喷砂,喷砂粗化后的水斗表面粗糙度达到ra10以上。
59.3.采用高强度环氧树脂结构胶,具有耐酸碱、水、油介质腐蚀,耐冲击,工作温度区间大,粘结强度可达到30mpa等特点,非常适合用于wc硬质合金衬套1和钢材水斗基体2之间的粘连,也非常适合冲击式水轮机水斗的工作环境。
60.4.将硬质合金衬套1紧贴冲击式水轮机水斗基体2内壁,将紧固件中的活动件3通过螺栓紧固,并压紧硬质合金衬套1,等待固化48小时以上。
61.5.对水斗需要进行超音速火焰热喷涂硬质合金涂层的其他过流区域,通过超音速火焰热喷涂技术制备wc-co系列硬质合金涂层。
62.6.喷涂完成后,可投入使用。等到下次水斗维修时间时,可快速替换硬质合金衬套1,大大节约了水轮机的检修时间和成本。冲击式水轮机的水斗的间接冲刷区域的硬质合金涂层的受磨损和冲蚀的作用比较小,因此硬质合金衬套1更换多次后,水斗的间接受冲击区域才需要重新制备涂层。
63.以上所述,只是本发明的较佳实施案例,并非对本发明作任何形式上的限定,凡是依据本发明的技术实质对以上实施案例做任何简单的修改、等同变化与修饰,均仍属于本发明技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1