一种压铸模具底拼式冷却水路的镶件结构的制作方法
1.本实用新型涉及模具冷却技术领域,特别是涉及一种压铸模具底拼式冷却水路的镶件结构。
背景技术:
2.传统的模具一般在需要的位置直接布置线冷却、点冷却,然而由于产品结构及模具空间的影响,特别是产品的大壁厚区域,不能直接布置冷却或者布置的冷却不能满足热量传导所需,从而导致冷却量不够造成脱模时因包紧力比较大使产品易变形、拉裂,且模具温度过高容易烧伤,产品不良率很高,模具寿命低。
3.因此,针对以上问题,本领域的技术人员致力于开发一种便于拆卸且能提供足够冷却量的压铸模具底拼式冷却运水槽的镶件结构。
技术实现要素:
4.为了克服现有技术的不足,本实用新型目的在于提供一种压铸模具底拼式冷却水路的镶件结构,可以有效解决产品大壁厚区域冷却问题,延长模具使用寿命,且结构简单,冷却效果高,可以有效的提高铸件质量和提高产品合格率。
5.本实用新型所采用的技术方案如下:
6.一种压铸模具底拼式冷却水路的镶件结构,包括定模、模仁和镶件;所述模仁的上表面开设有安装槽;所述镶件可拆卸的设置于安装槽内;
7.所述镶件的内部开设有冷却运水槽;所述镶件的下表面开设有环形连接槽;所述环形连接槽与冷却运水槽连通;所述镶件的下表面位于环形连接槽内侧处开设有两个螺纹孔;
8.所述镶件与模仁之间设置有连接组件。
9.优选的,所述连接组件包括压块、锁紧块、进水管、出水管和螺丝;
10.所述压块呈环形结构,设置于环形连接槽内;所述锁紧块与镶件的下表面连接;所述螺丝垂直向上依次穿过定模、模仁和锁紧块后与镶件的螺纹孔连接,将镶件、锁紧块和压块锁紧在模仁上。
11.优选的,所述压块上开设有进水口和出水口;所述进水管和出水管分别垂直向上依次穿过定模、模仁和锁紧块与进水口和出水口连接,使所述进水管和出水管与镶件的冷却运水槽连通。
12.在该实施例中,冷却水通过进水管,进入冷却运水槽中循环一周带走镶件吸收的热量,然后从出水管流出。
13.优选的,所述连接组件还包括内密封圈和外密封圈;所述镶件的下表面位于环形连接槽的内侧和外侧上分别开设有呈环形结构的外凹槽和内凹槽;所述内密封圈和外密封圈分别设置于内凹槽和外凹槽上。
14.优选的,所述冷却运水槽的表面进行沙面阳极氧化处理。
15.优选的,所述镶件为sddva牌号的模具钢,即满足使用要求又便于加工且可降低制造成本。
16.相比现有技术,本实用新型的有益效果在于:
17.该实用新型通过在模仁的安装槽上安装内部开设有冷却运水槽的镶件,使冷却运水槽的路线可根据工件形状变化设计,通过螺丝将镶件、锁紧块和压块锁紧在模仁上,并且使压块与内密封圈和外密封圈密封冷却运水槽,不仅可以灵活装配和检修,大大降低了维护成本,而且可以在产品大壁厚区域提供足够量的冷却,冷却效果高,且有效提高工件的质量和合格率,大大延长了模具的使用寿命。
附图说明
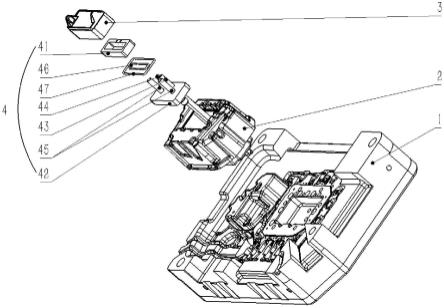
18.图1为本实用新型的立体结构爆炸视图;
19.图2为本实用新型中镶件的立体结构示意图;
20.图3为本实用新型中压块的立体结构示意图;
21.图4为本实用新型中隐藏定模后的右视图;
22.图5为图4中a-a剖面结构示意图;
23.其中:定模1、模仁2、镶件3、连接组件4、安装槽21、冷却运水槽31、环形连接槽32、螺纹孔33、外凹槽34、内凹槽35、压块41、锁紧块42、进水管43、出水管44、螺丝45、内密封圈46、外密封圈47、进水口411、出水口412。
具体实施方式
24.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
25.需要说明的是,当元件被称为“固定在”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“前”、“后”、“左”、“右”、“上”、“下”以及类似的表述只是为了说明的目的。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
28.如图1-5所示,一种压铸模具底拼式冷却水路的镶件结构,包括定模1、模仁2和镶件3;所述模仁2的上表面开设有安装槽21;所述镶件3可拆卸的设置于安装槽21内;
29.所述镶件3的内部开设有冷却运水槽31;所述镶件3的下表面开设有环形连接槽32;所述环形连接槽32与冷却运水槽31连通;所述镶件3的下表面位于环形连接槽32内侧处开设有两个螺纹孔33;
30.所述镶件3与模仁2之间设置有连接组件4。
31.在该实施例中,所述冷却运水槽31的路线根据产品形状变化进行设计;同时在连接组件4密封下,使冷却运水槽31形成冷水水路。
32.进一步的,如图1所示,所述连接组件4包括压块41、锁紧块42、进水管43、出水管44和螺丝45;所述压块41呈环形结构,设置于环形连接槽32内;所述锁紧块42与镶件3的下表面连接;所述螺丝45垂直向上依次穿过定模1、模仁2和锁紧块42后与镶件3的螺纹孔33连接,将镶件3、锁紧块42和压块41锁紧在模仁2上。
33.在该实施例中,采用由压块41和锁紧块42组成的可拆卸锁紧结构将镶件3锁紧在模仁2上,相对于传统的烧焊连接结构,可以灵活装配、检修,便于清除长期使用后镶件3的冷却运水槽31内形成的污垢沉淀,大大降低了维护成本。
34.进一步的,如图1、3、5所示,所述压块41上开设有进水口411和出水口412;所述进水管43和出水管44分别垂直向上依次穿过定模1、模仁2和锁紧块42与进水口411和出水口412连接,使所述进水管43和出水管44与镶件3的冷却运水槽31连通。
35.在该实施例中,冷却水通过进水管43,进入冷却运水槽31中循环一周带走镶件3吸收的热量,然后从出水管44流出。
36.在该实施例中,所述镶件3的上表面完全布置在工件的大壁厚区域上,同时通过直接在镶件3内部设置冷却运水槽31,相对现有的在需要的位置直接布置线冷却或点冷却的方式,通过增大工件与镶件3的接触面积,使冷却的布置面积变大,可以直接、快速的带走镶件3吸收的热量,冷却量足够大,冷却效果高,从而能满足热量传导所需。
37.进一步的,如图1、5所示,所述连接组件4还包括内密封圈46和外密封圈47;所述镶件3的下表面位于环形连接槽32的内侧和外侧上分别开设有呈环形结构的外凹槽34和内凹槽35;所述内密封圈46和外密封圈47分别设置于内凹槽35和外凹槽34上。
38.在该实施例中,过采用压块41与内密封圈46和外密封圈47密封冷却运水槽31,使得冷却水仅在冷却运水槽31中循环,提高模具的冷却效果。
39.进一步的,所述冷却运水槽31的表面进行沙面阳极氧化处理。
40.在该实施例中,通过沙面阳极氧化,可以在表面产生大量的凹凸形状,极大的增加表面积,进一步提高对镶件3的冷却效率。
41.进一步的,所述镶件3为sddva牌号的模具钢,即满足使用要求又便于加工且可降低制造成本。
42.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型专利权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1