一种镶件夹具防卡死结构的制作方法
1.本实用新型涉及暖气片生产设备技术领域,尤其是一种镶件夹具防卡死结构。
背景技术:
2.对于暖气片而言,其一般采用压铸的方式来成型加工;
3.其中,在压铸成型暖气片的过程中,其压铸模具必须配合相应的钢管镶件结构,在压铸合模前,钢管镶件必须先放到压铸模具内,且钢管镶件放入方向、间距需要与产品对应。
4.现有技术普遍采用人工作业的方式来实现镶件放置以及压铸件取件动作,在实际的成型加工过程中,上述人工作业方式存在劳动强度搞、工作效率低、钢管镶件放入方向容易出错、人工成本高的缺陷。
5.因此,申请人提出一套暖气片自动化压铸生产设备,而为实现双工位快速作业,需要配备相关夹具机构,夹具机构在实际使用时存在与工件卡死的情况,因此,需要予以改进。
技术实现要素:
6.本实用新型针对现有技术中的不足,提供了一种镶件夹具防卡死结构。
7.为解决上述技术问题,本实用新型通过下述技术方案得以解决:
8.一种镶件夹具防卡死结构,包括主体部位,所述主体部位一端设置有滑轨,所述滑轨上滑动连接有滑块,所述滑块上设置有活动定位件,所述滑轨一侧设置有推动件,所述推动件与设置于所述主体部位上的第七驱动件相连,所述推动件与所述滑块之间通过弹性件连接。
9.上述技术方案中,优选的,所述主体部位上设置有第四传感器,所述推动件一侧延伸有与所述第四传感器相配合的延伸部。
10.上述技术方案中,优选的,所述主体部位上还设置有固定定位件,所述固定定位件上开设有相互连通的横向活动槽及纵向活动槽,所述横向活动槽处活动设置有销轴,所述纵向活动槽处活动设置有活动杆,所述销轴装配于所述活动杆上,所述活动杆与设置于所述主体部位上的第八驱动件相连。
11.上述技术方案中,优选的,所述主体部位上设置有若干弹片。
12.本实用新型的有益效果是:
13.本实用新型通过对夹具结构的优化,能够防止夹具与工件之间卡死,从而高效地完成暖气片压铸生产加工,结构设计新颖、自动化程度高、工作效率高且能够有效地节省人工成本。
附图说明
14.图1为本实用新型示意图。
15.图2为本实用新型钢管镶件被夹具抓取时的状态示意图。
16.图3为本实用新型钢管镶件被夹具脱离时的状态示意图。
17.图4为本实用新型夹具组件剖面示意图。
18.图5为本实用新型定位件与销轴结构的分解示意图。
19.图6为本实用新型待加工及加工完成的钢管镶件位于末端夹具上的状态示意图。
20.图7为本实用新型运用于暖气片自动化压铸生产设备上的示意图。
具体实施方式
21.下面通过具体实施方式及附图对本实用新型作进一步详细描述:
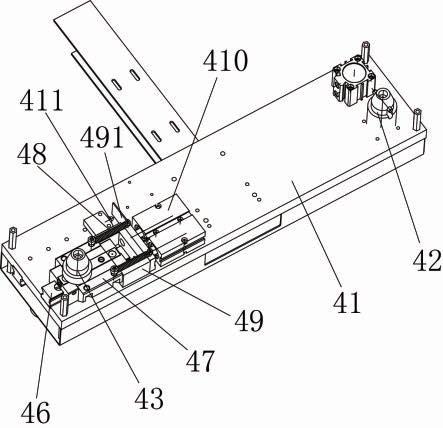
22.参见图1-图7,一种镶件夹具防卡死结构,包括主体部位41,主体部位41一端设置有滑轨46,滑轨46上滑动设置有滑块47,活动定位件43设置于该滑块47上,滑块47通过若干弹性件48与一推动件49相连,弹性件48可为弹簧,弹性件数量跟根据实际需要设置,推动件49与设置于主体部位41上的第七驱动件410相连,第七驱动件410可为气缸,推动件49的形状可为类c型,具体如包括依次垂直连接的三个部件,当然这三个部件可一体成型,该种形状可将滑轨46及设置于滑块47上的凸件限定在内,使相关部件之间结合的更为紧密,推动件49、滑块47与弹性件48的配合可实现结构防卡死。
23.在第七驱动件410推动推动件49动作时,滑块47能够被其带动沿滑轨46滑动,待推动件49移动的最大设定行程处停止,停止方式可由滑轨46与推动件49的接触实现或由设置于主体部位41上的第四传感器411与控制器元件的配合实现,在采用传感器的方式时,可对应的在推动件49一侧延伸出一延伸部491,延伸部491用于与第四传感器411相配合实现信号的识别。
24.如上所述,推动件49移动至最大设定行程处时,为抓取钢管镶件的初始位置,在两个定位件插入到钢管镶件两端的空心圆柱状部件内后,第七驱动件410控制推动块49往回退一定行程,使钢管镶件的定位于夹具组件上,从而可被转移至压铸模具内。
25.而对于钢管镶件的定位可有多种形式,本实施例对两种情况做进一步的说明:
26.其一,推动件49被第七驱动件410带动回退,滑块47失去推动件49的作用力,活动定位件43与钢管镶件相互限位,经由弹性件48对滑块47的拉力,缩短两个定位件之间的间距,促使定位件拉紧钢管镶件,该拉紧力由弹性件48提供。
27.其二,推动块49被第七驱动件410带动回退,通过气缸力以实现钢管镶件的定位,该拉紧力由第七驱动件410提供。
28.在工件加工完之后,通过机械臂元件3与末端夹具4的配合,将加工完成的两个工件取下,并放置到下料结构5处,由下料结构5输送至下一道工序或输送至收集箱等等。
29.该夹具组件可安装于机械臂元件3上,机械臂元件3可为六轴机器人,可通过机械臂元件3与夹具的配合将两个待加工钢管镶件转移至压铸模具内。
30.具体的,多个夹具组件可形成末端夹具4,其设置于机械臂元件3上,本实施例中,其具有四组夹具组件,分别在两侧各自设置两个夹具组件,如图2、3、6所示,一侧的用于抓取两个待加工的钢管镶件,另一侧的用于抓取两个加工完成的工件。
31.本实施例中,夹具组件包括主体部位41、设置于所述主体部位41上的至少两个定位件,至少有一个所述定位件可相对所述主体部位41活动,并通过其与另一个定位件之间
间距的调整用以定位工件,两个定位件可呈直线分布。
32.具体的,如图1所示,主体部位41一侧为固定设置的固定定位件42,另一侧为活动设置的活动定位件43,固定定位件42处具有使钢管镶件脱离的结构,活动定位件43处具有拉紧钢管镶件的结构。
33.如图5所示,固定定位件42上开设有相互连通的横向活动槽421及纵向活动槽422,所述横向活动槽421处活动设置有销轴423,横向活动槽421具有可供销轴423上下活动的活动空间,所述纵向活动槽422处活动设置有活动杆44,所述销轴423装配于所述活动杆44上,所述活动杆44与设置于所述主体部位41上的第八驱动件45相连,第八驱动件45可为气缸。
34.在钢管镶件位于末端夹具4上时,销轴423位于相对的最下方,如图2所示;在需要使钢管镶件脱离时,通过第八驱动件45运行,促使销轴423往相对上方移动,推开钢管镶件,如图3所示。
35.为进一步提升钢管镶件的快速脱离,可在夹具组件的主体部位41上设置若干弹片,在钢管镶件装配于夹具组件上时,弹片与其相抵并一定程度的变形,在需要脱离时通过其复原的弹性力将钢管镶件弹出。
36.本实施例中,在压铸机工作时,机械臂元件3可提前抓取两个待加工工件,待压铸完成后,通过另一侧的夹具组件抓取加工完成的工件并转移至下料结构5处,再直接将提前抓取的两个待加工工件放入压铸机内,进一步的提升生产效率。
37.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1