一种新型铸造用通气针的制作方法
1.本实用新型属于铸造技术领域,具体涉及一种新型铸造用通气针。
背景技术:
2.铸造行业自动潮模砂机械静压造型历史悠久,是目前最广泛的零件批量铸造方法,潮模砂静压造型具有效率高,成型快的优势。排气作为重要的铸造工艺环节,对生产出铸件的质量有极为重要的影响。
3.通常,采用在铸造型板上增加主体为45#钢的通气针使铸件型腔上形成相应的排气孔来给铸件排气。但通气针的直径受铸件砂箱大小及不同铸件形状和铸造工艺的影响,直径不同的通气针强度不同,一般通气针一次成型的排气孔不能贯穿整个砂箱的上箱面。例如,商用车刹车鼓的成型工艺简单,常用商用刹车鼓的直径尺寸为φ450mm~φ480mm,高度为280mm~300mm,通常铸造砂箱的上下砂箱高度为380mm~420mm,在铸造时通常使用φ20~30mm的通气针4根。此通气针想要一次成型铸件型腔排气孔至少需要达到225mm高度,此高度的通气针由于直径限制所以强度不够,易弯易折,不能支撑砂型排气孔一次成型。
4.目前,这些砂型排气孔在生产过程中由专用铣钻机在砂箱造型结束后进行钻孔成型,因潮模砂强度低、粘性大等原因钻孔过程中震动后孔内残留散砂块,粘附在孔壁上。在砂型输送过程及合模后因震动掉落在铸件预留型腔内,浇注金属液之后易产生铸件砂眼缺陷,造成废品。传统避免这种砂眼产生的方法是在合模前利用机器人和特定装置清理排气针内残留的散砂,这种方式增加了专用铣钻机及其清理装置耗费生产成本、增加生产节拍,成本较高。
5.综上,排气受铸件砂箱大小及铸件工艺特殊性影响,一般排气孔很难一次成型贯穿整个上箱面。当前铸造行业内通常使用钻孔设备对一次未成型的排气孔进行钻通,使排气孔贯穿上箱面,达到铸件铸造过程中排气的工艺要求,但此方式在排气孔内容易产生散砂,还需增加机械设备或人工将排气孔内的散砂清理干净,传统方式耗费成本、增加生产节拍。
技术实现要素:
6.本实用新型的目的就在于提供一种新型铸造用通气针,以解决使整体通气针高度能够满足一次成型的高度,且具备一定的刚性与弹性,可以将铸件排气孔一次成型的问题。
7.本实用新型的目的是通过以下技术方案实现的:
8.一种新型铸造用通气针,为两段式结构,由位于上半段的聚氨酯棒材和位于下半段的通气针本体组成;
9.所述通气针本体为45#钢材质的圆台结构,其顶部设有连接端;所述聚氨酯棒材固定于通气针本体上方,底部与通气针本体的连接端相连;
10.所述聚氨酯棒材与通气针本体连接后的整体高度需高出上箱面。
11.进一步地,所述通气针本体底部为钢材质的圆台结构,其连接端为一截带有外螺
纹的凸台,设置于顶部中心处。
12.更进一步地,所述聚氨酯棒材底部开有与通气针本体顶部凸台匹配的凹槽,其内设有能够与通气针本体凸台的外螺纹配合的内螺纹。
13.进一步地,所述聚氨酯棒材中心开有沉头孔。
14.更进一步地,所述通气针本体为45#钢材质的圆台结构,其连接端为开设在圆台结构顶部的螺纹孔。
15.更进一步地,内六角螺栓放置于所述聚氨酯棒材中,其底部穿过聚氨酯棒材与通气针本体顶部螺纹连接。
16.更进一步地,所述通气针本体的长度为110-120mm。
17.更进一步地,所述通气针本体尺寸为φ30-35mm,拔模斜度0.5-1
°
。
18.与现有技术相比,本实用新型的有益效果是:
19.本实用新型新型铸造用通气针,结构简单,仅需要将铸铁通气针、高分子聚氨酯材料及内六角螺栓组合,其成本较低、生产便捷,重复利用性较强,可取代原铣钻及清理设备,减少了设备及能源成本,提高生产效率,降低铸件砂眼缺陷率;利用这种新型通气针将排气孔在造型时直接一次成型,可减少砂型通气的后续动作,降低砂眼缺陷率;可节省生产节拍,降低生产成本,提高了生产效率,实现了砂型与排气孔造型一体化。
附图说明
20.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
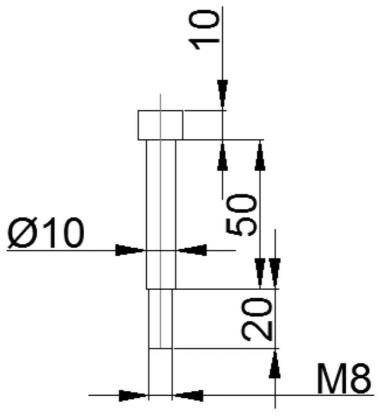
21.图1实施例1中通气针本体的结构示意图;
22.图2实施例1中聚氨酯棒材的结构示意图;
23.图3实施例1中通气针本体与聚氨酯棒材的连接示意图;
24.图4实施例2中通气针本体的结构示意图;
25.图5-图6实施例2中聚氨酯棒材的结构示意图;
26.图7-图8实施例2中卸料螺栓的结构示意图;
27.图9实施例2中聚氨酯棒材与通气针本体的连接示意图。
具体实施方式
28.下面结合实施例对本实用新型作进一步说明:
29.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本实用新型的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
31.由于,传统通气针材质为45#钢,此材质耐磨,有一定的强度,但高度与直径的比值超过一定范围时,其弹性韧性较差,易弯易折。故本实用新型考虑利用另一种材料增加整体的高度,选用高分子聚氨酯材料为增长部分。聚氨酯材料具有一定的弹性、高耐磨性并且具备一定的强度,但在静压造型时,不同铸件的造型压力不同,全部使用聚氨酯材料代替原有的通气针强度不够;全部使用45#钢材料韧性不够,故考虑设计一种两段式通气针,既满足一次成型的高度,又具备一定的强度和韧性。
32.本实用新型新型铸造用通气针为两段式结构,其中,靠近上箱面处为聚氨酯材料,靠近铸件模样处为45#钢材质,利用螺纹刚性连接。为保证排齐针能一次成型,将整体通气针高度留有部分余量,使其整体高度高出上箱面。
33.所述新型铸造用通气针为两段式结构的连接方式有两种方案:
34.方案一:将45#钢部分留有一截外螺纹,将聚氨酯棒材铣出内螺纹,使两部分进行拧紧连接,如图1-图3所示。
35.具体地,采用螺纹刚性连接的方式,在45#钢通气针制作过程中,预留出高度直径适中的外螺纹,在聚氨酯棒材中心钻出与45#钢外螺纹配合的内螺纹孔,手动将两部分连接,得到高度满足一次成型排气孔工艺的通气针。
36.此连接方式是比较常用的连接方式,其优点是制作比较简单,但缺点是造型过程中螺纹连接处受力,由于两种材料的弹性模量不同,导致两部分变形程度不同,易在螺纹处发生裂纹。经试验,此种方式使用寿命较短,当出现裂纹时易导致造型产生扒型缺陷,更换频率较快时影响生产效率,不建议此方式用于大批量生产使用。
37.方案二:将两段结构采用内六角螺栓作为卸料螺栓进行刚性连接。首先,在聚氨酯材料中心钻一个沉头孔,然后在45#钢材料顶部钻出一个螺纹孔,利用内六角螺栓将两部分进行刚性连接,如图4-图9所示。
38.此连接方式避免了方案一中聚氨酯材料螺纹的产生,聚氨酯在成型过程中只受压力,在螺栓杆与聚氨酯通孔间设计出间隙,既方便装配,又可避免聚氨酯受力时与螺杆产生摩擦力,增加了聚氨酯材料的使用寿命,利用螺帽卡紧聚氨酯,使两部分紧密连接。最终,利用密封胶将新型通气针沉头孔封住,使其成为一个整体。当造型受力时,聚氨酯只受到由上到下的压力,产生轻微形变,当外力撤销时,又恢复至自然状态。经过5个月的大量实验,此连接方式工作稳定。新型通气针使用寿命长,同时造型型腔光滑,满足设计要求,可用于自动潮模砂大批量生产铸件。
39.实施例1
40.一种新型铸造用通气针,由聚氨酯棒材和通气针本体组成。所述通气针本体底部为45#钢材质的圆台结构,其顶部中心处设有一截带有外螺纹的凸台。所述聚氨酯棒材底部开有与通气针本体顶部凸台匹配的凹槽,其内设有能够与通气针本体凸台的外螺纹配合的内螺纹。所述聚氨酯棒材能够固定于通气针本体顶部。为保证排齐针能一次成型,将整体通气针高度留有部分余量,使其整体高度高出上箱面。
41.实施例2
42.一种新型铸造用通气针,由聚氨酯棒材和通气针本体组成。所述聚氨酯棒材中心开有沉头孔。所述通气针本体为45#钢材质的圆台结构,其顶部开有螺纹孔。内六角螺栓放置于所述聚氨酯棒材中,其底部穿过聚氨酯棒材与通气针本体顶部螺纹连接。为保证排齐
针能一次成型,将整体通气针高度留有部分余量,使其整体高度高出上箱面。
43.具体地,某商用刹车鼓的尺寸为:φ475*290,其造型压力为11000pa,铸造砂箱尺寸为1250*900*400/1250*900*400,想要造型时一次成型排气孔需要的新型通气针高度为砂箱高度-铸件模具高度+余量(5mm),此刹车鼓的新型通气针高度为195mm。
44.由经验可知,45#钢部分110-120mm时,通气针下部分稳定,设计45#钢部分长度为115mm,聚氨酯部分为80mm,使用m8*80的内六角螺栓连接。
45.45#钢部分具体尺寸为:φ35*115mm,拔模斜度1
°
,顶端内螺纹孔m8*30;聚氨酯具体尺寸为:φ26*80,(此高度较小,经试验起型不受影响,故不设计拔模斜度),内部尺寸为沉台孔,尺寸为80-φ8沉孔30-φ12,整体高度为:195mm。
46.经实验,新型铸造通气针可连续生产5000箱,满足工艺及设计要求。
47.本实用新型首次将高分子材料与自动潮模砂机械静压造型进行结合,利用聚氨酯材料弹性及耐磨性,将砂形排气孔型腔一次成型,取缔了排气针二次成型的人工操作或机械装置动作,提高了生产效率,减少了设备及能源成本,还能避免高强度作业而产生损坏通气针。
48.使用聚氨酯材料可以避免排气孔未扎通及通气孔壁散砂块的产生,保证型腔的排气能力,极大程度的避免铸件砂眼缺陷的产生。
49.使用本实用新型可增强排气孔内壁光滑程度,增加定向气流排气稳定性,降低浇筑时侵入性气孔的产生,降低综合废品率。
50.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1