一种高磁导率铁氧体磁芯上下磨的制作方法
1.本实用新型涉及磁芯加工设备领域,尤其是涉及一种高磁导率铁氧体磁芯上下磨。
背景技术:
2.铁氧体磁芯是由致密匀质的陶瓷结构非金属磁性材料制成,有低矫顽力,亦称为软磁铁氧体,铁氧体磁芯上绕上线圈可制成电感器或变压器,可大大缩小电感器或变压器的体积,因此它们广泛用于仪器仪表,通信设备和家用电器中。
3.铁氧体磁芯对尺寸要求较高,必须经过磨床加工后才能进行使用,现有的生产过程中,通常是将磁芯放置一台磨床后打磨其中一个端面,然后在对磁芯工件翻面进行另一端面的打磨,不仅需要对磁芯工件进行繁琐的翻转工作,同时还要对磁芯工件再次进行排序,因此会浪费大量的时间,导致生产效率低下。
技术实现要素:
4.为了解决以上磁芯打磨加工浪费时间,生产效率低下的技术问题,本实用新型提供了一种高磁导率铁氧体磁芯上下磨。
5.本实用新型的技术问题是通过以下技术方案实现的:一种高磁导率铁氧体磁芯上下磨,包括传动带组件和磨床组件,所述传动带组件上设置有导向装置;所述传动带组件包括第一传动带、第二传动带和第三传动带;所述第一传动带、第二传动带和第三传动带依次设置在工作台上;所述第一传动带和第三传动带的上方设置有磨床组件;所述第二传动带的下方设置有磨床组件。
6.作为优选,所述磨床组件包括驱动电机和磨片,所述驱动电机的驱动端设置有磨片,所述驱动电机通过升降导轨与工作台滑动连接。
7.作为优选,所述导向装置包括导向导轨和锁紧件,所述锁紧件一端固定连接工作台,所述锁紧件的另一端连接导向导轨,所述导向导轨的安装方向与传动带组件的传动方向平行。
8.作为优选,所述第一传动带与第三传动带的传送面在同一水平面上,所述第二传动带的传送面高于第一传动带的传送面。
9.作为优选,所述第一传动带、第二传动带和第三传动带均为磁吸输送带;所述第一传动带、第二传动带和第三传动带的传动面上均设置有导向导轨,且在同一轴线上。
10.作为优选,所述传动带组件还包括校准传动带,所述校准传动带上设置有清洁器,所述清洁器连接气动装置。
11.综上所述,本实用新型具有如下有益效果:
12.1.本实用新型的高磁导率铁氧体磁芯上下磨采用三级传动带的传动方式,第一传动带粗打磨磁芯工件上端面以找准基面;第二传动带精打磨磁芯工件下端面,第三传动带精打磨磁芯工件上端面,避免了人工翻面的操作过程,降低了工人的劳动强度,提高了打磨
加工的效率。
13.2.导向装置轴向设置在传动带上,磁芯工件通过导向装置进入打磨机进行打磨工序,保证了磁芯工件的有序打磨,避免出现打磨不完全和工件错乱,同时导向装置通过锁紧件实现可调以适应不同的工件进行打磨工序。
14.3.校准传动带和清洁器进一步对磁芯工件进行校准核验,可及时清理打磨碎屑以及挑出残次品工件,保证打磨质量。
附图说明
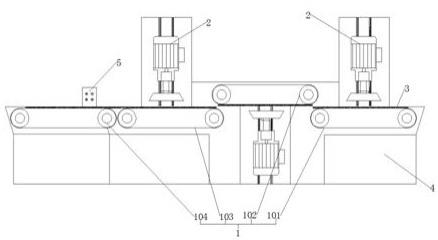
15.图1为本实用新型结构主视图;
16.图2为带校准传动带结构示意图;
17.图3为导向装置及其安装结构俯视图;
18.图4为a处放大结构示意图;
19.图5为磨床组件及其连接结构示意图。
20.附图标记说明:
21.1、传动带组件;101、第一传动带;102、第二传动带;103、第三传动带;104、校准传动带;2、磨床组件;201、驱动电机;202、磨片;203、升降导轨;3、导向装置;301、导向导轨;302、锁紧件;4、工作台;5、清洁器。
具体实施方式
22.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。
23.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
24.本实用新型公开了一种高磁导率铁氧体磁芯上下磨,如图1-5所示,一种高磁导率铁氧体磁芯上下磨,包括传动带组件1和磨床组件2,所述传动带组件1上设置有导向装置3;所述传动带组件1包括第一传动带101、第二传动带102和第三传动带103;所述第一传动带101、第二传动带102和第三传动带103依次设置在工作台4上;所述第一传动带101和第三传动带103的上方设置有磨床组件2; 所述第二传动带102的下方设置有磨床组件2。
25.所述磨床组件2包括驱动电机201和磨片202,所述驱动电机201的驱动轴上设置有磨片202,驱动电机201与升降导轨203滑动连接,以使驱动电机201实现升降运动;升降导轨203固定安装在工作台4上。
26.所述导向装置3包括导向导轨301和锁紧件302,锁紧件302为矩形条状结构,其上开设有槽,锁紧件302的一端通过螺栓可调的固定连接在工作台4上,所述锁紧件302的另一端通过螺栓连接导向导轨301,导向导轨301的设置方向平行于传动带的传动方向,导向装置3对称设置在工作台4上传动带的两侧,对称设置的导向装置3之间的空隙为磁芯工件的移动通道,所述移动通道可通过导向装置3调节其宽度以适应不同的加工件的磨削。
27.所述第一传动带101与第三传动带103的传送面在同一水平面上,第一传动带101的出料端贴合第二传动带102下传动面的进料端;所述第二传动带102的下传动面的出料端
连接第三传动带103的进料端;所述第二传动带102的下传送面高于第一传动带101和第三传动带103的上传送面,以保证磁芯工件在传动带上可以顺利传递;所述第一传动带101、第二传动带102和第三传动带103均为磁吸输送带;所述第一传动带101、第二传动带102和第三传动带103的传动面上均设置有导向导轨301,所述导向导轨301的导向槽在同一轴线上,保证磁芯工件可以在导向槽内移动,不脱离导向槽的导向范围。
28.所述传动带组件1还包括校准传动带104,所述校准传动带104上设置有清洁器5和导向装置3,清洁器5连接气动装置,对打磨完成的工件表面进行清理工作,同时挑选出打磨不合格的磁芯工件,保证产品的合格率。
29.本实用新型的工作原理为:磁芯工件由第一传动带101的进料端进入,第一传动带101上方的磨床组件2工作,对磁芯工件的上端面打磨加工,形成基准面,在磁吸作用下,磁吸工件的上端面吸附在第二传动带102上,以上端面为基准面,第二传动带102的磨床组件2对磁吸工件的下端面进行磨削加工,后进入第三传动带103,第三传动带103上方的磨床组件2对磁吸工件的上端面进一步磨削加工,最终进入校准传动带104,通过清洁器5进行工件表面的废屑清理,后由校准传动带104上设置的校准模具进行人工挑选,去除不合格工件。
30.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其他领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1