汽车钣金件加工装置的制作方法
1.本实用新型涉及技术加工机械技术领域,特别涉及一种汽车钣金件加工装置。
背景技术:
2.在汽车钣金件加工完成后都需要对钣金材料进行一定的检测,来确保钣金产品达到尺寸合格以及各方面要求,为了使钣金件到达合格的水准,所以通常先进行对钣金产品的平整度进行测量,然后通过人工打磨,因此使得钣金件产品达到常规的标准。
3.钣金件打磨去毛刺装置是一种专门为了钣金件生产后,零件边缘去除毛刺的装置,现有的钣金件去毛刺通常通过砂轮将钣金件的毛刺去除,为了防止砂轮打磨过程中使得钣金件被打磨位置温度过高,发生退火,降低钣金件的强度,因而在打磨的过程当中需要对打磨位置进行降温处理。
4.现有的降温手段一般为冲淋冷却水,冷却水的冲淋一方面会对钣金件进行降温,另一方面也会将打磨出的碎屑带走,使得冷却水中带有大量污物,因而会将使用过后的冷却水直接排放,这样一来,造成了水资源的浪费。
技术实现要素:
5.有鉴于此,本实用新型旨在提出一种汽车钣金件加工装置,以可防止冷却水的浪费。
6.为达到上述目的,本实用新型的技术方案是这样实现的:
7.一种汽车钣金件加工装置,用于对汽车钣金件毛边的打磨,包括支撑架;
8.于所述支撑架上设有驱动装置,待打磨的钣金件固设于所述驱动装置的动力输出端,使得所述驱动装置可驱动所述钣金件沿直线滑动;
9.于所述支撑架上设有两个打磨部,所述打磨部沿所述钣金件的滑动方向间隔布置,包括第一打磨装置和第二打磨装置,所述第一打磨装置包括上下间隔布置的两个砂轮,所述钣金件的滑动时,其毛边穿经所述第一打磨装置于两个所述砂轮之间,所述毛边的上下两个面被两个所述砂轮打磨;所述第二打磨装置包括一个砂轮,所述钣金件的滑动时,其毛边的侧边被该砂轮打磨;
10.供水装置,所述供水装置设于所述支撑架的一侧,所述供水装置包括储水箱、污水收集部、过滤部和供水驱动部,所述污水收集部承接于两个所述打磨部的下方,并可将所收集到的污水导入于所述储水箱内;
11.所述过滤部和所述供水驱动部设于所述储水箱内,经由所述过滤部过滤后的冷却水被所述供水驱动部供给冲淋到所述砂轮上。
12.进一步的,所述污水收集部包括污水槽,所述污水槽设于所述储水箱的顶部;所述过滤部包括过滤网,所述过滤网设于所述储水箱的侧壁上,以将所述储水箱的内腔分隔为过滤网上方的上腔和设于过滤网下方的下腔;于所述污水槽上设有进水口,于所述进水口的底端设有进水管,所述进水端的底端设于所述下腔内;所述供水驱动部包括水泵,所述水
泵设于所述上腔内,于所述水泵的上设有供水管。
13.进一步的,所述供水管呈“y”形,所述供水管的两个出水端分设于所述第一打磨装置和所述第二打磨装置的上方。
14.进一步的,于所述第一打磨装置和所述第二打磨装置的外侧罩设有护罩,所述护罩包括间隔设置的两个侧板和连接于两个所述侧板之间的背板;所述第一打磨装置和所述第二打磨打磨部滑动设于对应的所述护罩的侧板上。
15.进一步的,所述第一打磨装置还包括第一电机和第二电机,所述两个砂轮分别连接于所述第一电机和第二电机的动力输出端;于其一所述护罩的侧壁上沿竖直方向开设有第一滑槽,于所述第一电机和所述第二电机上均设有第一滑动板,所述第一滑动板插设于所述第一滑槽内;于所述第一滑动板和所述护罩间设有第一锁止件,以构成对所述第一滑动板的固定和解除固定。
16.进一步的,所述第二打磨装置还包括第三电机,所述第二打磨装置的砂轮连接于所述第三电机的动力输出端;于所述第二打磨装置对应的所述护罩的侧壁上沿水平方向开设有第二滑槽,于所述第三电机上设有第二滑动板,所述第二滑动板插设于所述第二滑槽内;于所述第二滑动板和对应的所述护罩间设有第二锁止件,以构成对所述第二滑动板的固定和解除固定。
17.进一步的,各所述护罩的侧板上设有过槽,以供所述钣金件的毛边通过。
18.进一步的,于所述驱动装置的动力输出端设有竖板,于所述竖板上滑动设有放置板,待打磨的所述钣金件设于所述放置板上。
19.进一步的,于所述竖板上设有升降槽,于所述升降槽的底面上设有多个固定孔;于所述放置板上设有升降块,所述升降块插设于所述升降槽内;固定件螺接于所述固定孔内,且因所述固定件的顶端与所述升降块的抵紧可构成所述放置板的固定。
20.进一步的,所述驱动装置包括气缸,于所述气缸的动力输出端设有活塞杆,所述竖板设于所述活塞杆上;于所述竖板上设有凸块,于所述横杆上设有导向槽,所述凸块插设于所述导向槽内。
21.相对于现有技术,本实用新型具有以下优势:
22.(1)本实用新型所述的汽车钣金件加工装置,通过设置驱动装置和打磨部,驱动装置驱动钣金件沿直线运动,并被两个打磨部分别进行打磨,使得钣金件的平整度得到提高,而供水装置包括污水收集部和过滤部,可将使用过后的冷却水进行过滤,然后重复进行使用,防止冷却水的浪费,从而节约水资源。
23.(2)设置污水收集部包括污水槽,可便于对使用过后的冷却水进行收集,然后导入到储水箱内,设置过滤部包括过滤网,可便于对污水中的污物进行过滤,又因为过滤网将储水箱的内腔分隔为上腔和下腔,进水管的底端设置在下腔内,使得污水进入到下腔,过滤出的污物留在下腔内,防止污物堵塞过滤网。
24.(3)供水管设置为y形,可便于对两个打磨部同时进行供水冷却。
25.(4)护罩的设置,可防止冷却水的飞溅,便于被污染的冷却水被污水槽收集进储水箱内。
26.(5)第一打磨装置包括第一电机和第二电机,可驱动上下间隔设置的两个砂轮的转动,以便于对钣金件的边缘处上下两面进行打磨,同时,通过设置第一滑槽和第一滑动板
的设置,可便于对第一打磨装置的两个砂轮位置的调节。
27.(6)设置第二滑槽和第二滑动板的配合,可便于第二打磨装置的砂轮的位置的调节。
28.(7)通过在护罩上设置过槽,可便于钣金件的待打磨的边缘通过。
29.(8)通过设置竖板,可便于放置板的上下位置的调节,进而可便于对钣金件的的放置高度的调节。
30.(9)升降槽和升降块的配合,可便于放置板的上下移动。
31.(10)通过在竖板上设置凸块,在横杆上设置导向槽,可便于竖板沿横杆的延伸方向的移动。
附图说明
32.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
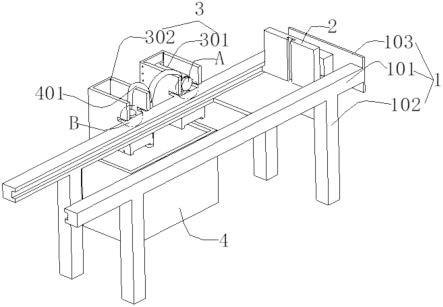
33.图1为本实用新型实施例所述的汽车钣金件加工装置的结构示意图;
34.图2为图1的a部放大图;
35.图3为图1的b部放大图;
36.图4为本实用新型实施例所述的支撑架的结构示意图;
37.图5为图4的c部放大图;
38.图6为本实用新型实施例所述的竖板的结构示意图;
39.图7为本实用新型实施例所述的供水装置的结构示意图;
40.附图标记说明:
41.1、支撑架;2、驱动装置;3、打磨部;4、供水装置;
42.101、横杆;1011、安装槽;1012、导向槽;102、支腿;103、安装板;104、护罩;1041、第一滑槽;1042、第一定位孔;1043、第二滑槽;1044、第二定位孔;1045、过槽;
43.201、竖板;2011、凸块;2012、升降槽;202、驱动气缸;203、放置板;
44.301、第一打磨装置;3011、第一砂轮;3013、第二砂轮;302、第二打磨装置;3021、第三砂轮;
45.401、供水管;402、过滤网;403、进水孔;404、进水管。
具体实施方式
46.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
47.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“背”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
48.下面将参考附图并结合实施例来详细说明本实用新型。
49.本实施例涉及一种汽车钣金件加工装置,用于对汽车钣金件毛边的打磨,包括支撑架1、设于支撑架1上的驱动装置2、设于支撑架1上的两个打磨部3 和供水装置4,待打磨的钣金件固设于驱动装置2的动力输出端,使得驱动装置2可驱动钣金件沿直线滑动。
50.打磨部3沿钣金件的滑动方向间隔布置,包括第一打磨装置301和第二打磨装置302,第一打磨装置301包括上下间隔布置的两个砂轮,钣金件的滑动时,其毛边穿经第一打磨装置301于两个砂轮之间,毛边的上下两个面被两个砂轮打磨。第二打磨装置302包括一个砂轮,所述钣金件的滑动时,其毛边的侧边被该砂轮打磨。
51.供水装置4设于支撑架1的一侧,供水装置4包括储水箱、污水收集部、过滤部和供水驱动部,污水收集部承接于两个打磨部3的下方,并可将所收集到的污水导入于储水箱内。过滤部和供水驱动部设于储水箱内,经由过滤部过滤后的冷却水被供水驱动部供给冲淋到砂轮上,
52.供水装置4不但可以供给冷却水,还可将使用过后的冷却水进行收集并过滤,然后重复进行使用,防止冷却水的浪费,从而节约水资源。
53.基于以上设计思想,本实施例的汽车钣金件加工装置的一种示例性结构如图1所示,支撑架1包括平行布置的两个横杆101、连接在两个横杆101一端的纵杆和焊接在横杆101上的四根支腿102,而供水装置4设置在支撑架1的左侧,以对两个打磨部3进行冷却水的供给。
54.如图7所示,污水收集部包括污水槽,污水槽呈盒型,其顶部开口设置,污水槽固定在储水箱的顶部,且污水槽承接于两个打磨部3的下方,以便于对落下的冷却水进行承接。
55.在本实施例中,过滤部为过滤网402。于储水腔的内侧壁上成型有环形的安装板103,过滤网402螺接在安装环上。过滤网402的设置,可以将储水箱的内腔分隔为过滤网402上方的上腔和过滤网402下方的下腔。
56.于污水槽的底部开设有进水口403,于进水口403的底端连接有进水管404,进水管404的底端插入到下腔内。供水驱动部包括水泵,水泵固定于上腔内,于水泵上设有供水管401,供水管401向上伸出到储水箱的外部。供水管401 呈“y”形,供水管401的两个出水端分设于第一打磨装置301和第二打磨装置302的上方,以对两个打磨部3进行冷却水的供给。
57.污水通过进水管404进入到下腔,随着水位的上升,水面逐渐高过于过滤网402,这样被过滤的污物会留在下腔,进入上腔的是过滤后的干净水,再通过水泵供给给打磨部3,以对钣金件进行冷却。同时,过滤出的污物留在过滤网402的下方,防止污物堵塞过滤网402。
58.结合图1、图2和图3所示,于第一打磨装置301和第二打磨装置302的外侧均罩设有护罩104,每个护罩104包括间隔设置的两个侧板和连接于两个侧板之间的背板,防护罩104的设置,可防止打磨过程中冷却水的飞溅,便于使冷却水落入到打磨部3下方的污水槽内。
59.第一打磨装置301和第二打磨打磨部3滑动设于对应的护罩104的侧板上。其中,第一打磨装置301还包括第一电机和第二电机,两个砂轮分别连接于第一电机和第二电机的动力输出端。于其一护罩104的侧壁上沿竖直方向开设有第一滑槽1041,于第一电机和第二电机上均设有第一滑动板,第一滑动板插设于第一滑槽1041内。
60.于第一滑动板和护罩104间设有第一锁止件,以构成对第一滑动板的固定和解除固定。第一锁止件包括螺栓,于侧板上的开设有沿竖直方向设置的多个第一定位孔1042,各
第一定位孔1042与第一滑槽1041导通。于第一滑动板上开设有第一螺纹孔,螺栓穿经第一定位孔1042并螺接在第一螺纹孔内,使得第一电机和第二电机固定。如此设置,可便于第一打磨装置301的两个砂轮之间的间隔的调节,进而可便于对不同厚度的汽车钣金件的边缘处进行打磨。
61.第二打磨装置302还包括第三电机,第二打磨装置302的砂轮连接于第三电机的动力输出端。于第二打磨装置302对应的护罩104的侧壁上沿水平方向开设有第二滑槽1043,于第三电机上设有第二滑动板,第二滑动板插设于第二滑槽1043内。
62.于第二滑动板和对应的护罩104间设有第二锁止件,以构成对第二滑动板的固定和解除固定。第二锁止件包括螺栓,第二打磨装置302的护罩104的于侧板上的开设有沿水平方向设置的多个第二定位孔1044,各第二定位孔1044 与第二滑槽1043导通,于第二滑动板上开设有第二螺纹孔,螺栓穿经第二定位孔1044并螺接在第二螺纹孔内,使得第一电机和第二电机固定。如此设置,可便于第二打磨装置302的砂轮的水平位置的调节,进而可便于对不同的汽车钣金件的边缘处进行打磨。
63.如图4和图5所示,各护罩104的侧板上开设有过槽1045,以供钣金件的待打磨的边缘通过。如图2和图3所示,对应第一打磨装置301和第二打磨装置302,于横杆101上开设有安装槽1011,第一砂轮3011、第二砂轮3013和第三砂轮3021分别布置在对应的安装槽1011内,可便于对汽车钣金件的边沿处进行打磨。
64.于驱动装置2的动力输出端设有竖板201,于竖板201上滑动设有放置板 203,待打磨的钣金件固定在放置板203上。具体而言,于竖板201上开设有沿竖直方向设置的有升降槽2012,于升降槽2012的底面上开设有多个固定孔。于放置板203上成型有升降块,升降块插设于升降槽2012内。螺栓螺接于固定孔内,且因螺栓的顶端与升降块的抵紧可构成放置板203的固定。
65.驱动装置2包括驱动气缸202,于驱动气缸202的动力输出端设有活塞杆,竖板201焊接于活塞杆的顶端。于竖板201的两个侧壁上成型有凸块2011,于横杆101上开设有导向槽1012,凸块2011插设于导向槽1012内,以便于对竖板201的支撑和对竖板201的移动进行导向。
66.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1