具有低热导抗热震功能的水口的制作方法
1.本实用新型涉及无机非金属材料耐火砖领域,更具体涉及一种具有低热导抗热震功能的水口。
背景技术:
2.由于人们对钢材质量的要求越来越高,需要对炼钢技术和炼钢工艺进行改善。炉外精炼技术是炼钢过程中重要的精炼工艺部分,可以调节钢成分及钢液的温度。而随着钢铁冶金行业不断的技术革新,钢铁企业对功能水口的要求越来越高,从传统的使用寿命开始转入更高的品质要求----低热导、抗热震连铸功能水口,包括抗熔损、抗热震、保温性、低碳化、防堵塞等。这就要求它具有良好的热学性能、抗侵蚀性能和力学性能,这些要求都比普通的连铸功能水口要高。为此,我们对低热导、抗热震连铸功能水口进行技术研究和开发,是具有十分重要的历史意义和现实意义。
3.研究开发的连铸功能水口是将钢包、中间包、结晶器三者连接的关键性耐火材料制品,是连铸工艺当中钢水的“通道”起着至关重要及无可替代的作用,其作用是:防止钢水二次氧化;控制钢水的流动状态和注入速度;促进夹杂物上浮,防止保护渣非金属夹杂物卷入钢水中。传统的连铸功能水口不管是本体还是渣线,由于石墨含量达12%~30%,其热导率较高,当钢水在水口内流动时,将产生冷钢或造成热损失,甚至为此开发的无碳内衬材料虽然无鳞片石墨,但无法达到理想的保温效果。传统的连铸功能水口本体材料碳含量18%~30%,al2o3含量40%~60%,而渣线材料碳含量12%~25%,不管事被钢水氧化还是侵蚀,均会产生熔损。
技术实现要素:
4.为了解决上述问题,本实用新型的目的在于提供了一种降低热导率、保温效果好、抗热震性佳、有效避免了水口堵塞和钢坯中水口增碳、使用寿命长的具有低热导抗热震功能的水口。
5.根据本实用新型的一个方面,提供了具有低热导抗热震功能的水口,包括上碗口段以及依次连接在上碗口段下方的第一连接段、渣线段和第二连接段,上碗口段设有外壁设有吹气组件,上碗口段外壁包覆铁壳组件,上碗口段、第一连接段、渣线段和水口段中心设有出水通道,上碗口段、第一连接段、渣线段和第二连接段的内壁设有高温防粘结涂料层。
6.在一些实施方式中,高温防粘结涂料层采用氧化铝空心球材质制成。
7.在一些实施方式中,高温防粘结涂料层的厚度为1mm-4mm。
8.在一些实施方式中,吹气组件包括连接头、第一通道、第二通道和吹气口,连接头连通气源和第一通道,吹气口设置在出水通道内壁,第二通道连接第一通道和吹气口。
9.在一些实施方式中,第二通道设有若干,吹气口的数量与第二通道的数量一致,第二通道以出水通道的中心为中心环形阵列分布。
10.在一些实施方式中,铁壳组件包括第一铁壳和第二铁壳,第一铁壳通过火泥固定在上碗口段的底部,第二铁壳与上碗口段的外壁具有间隙形成第一通道,连接头固定连接在第二铁壳上且与第与通道连通,上碗口段的顶部通过火泥与第二铁壳连接,第二铁壳的顶部与第一铁壳的顶部密封连接。
11.本实用新型与现有技术相比具有降低热导率、保温效果好、抗热震性佳、有效避免了水口堵塞和钢坯中水口增碳、使用寿命长的有益效果;通过设置高温防粘结涂料层并采用氧化铝空心球材质,同时取消鳞片石墨的加入,可以有效降低热导率,提升产品的保温效果和抗热震性;利用铁壳组件便于延长使用寿命;利用吹气组件便于氩气更加均匀的吹入钢水,使钢水化渣。
附图说明
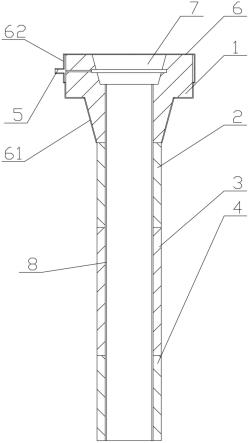
12.图1是本实用新型具有低热导抗热震功能的水口的第一方向剖视图;
13.图2是本实用新型具有低热导抗热震功能的水口的吹气组件的结构示意图。
具体实施方式
14.下面结合附图所示的各实施方式对本实用新型进行详细说明,但应当说明的是,这些实施方式并非对本实用新型的限制,本领域普通技术人员根据这些实施方式所作的功能、方法或者结构上的等效变换或替代,均属于本实用新型的保护范围之内。
15.在本实用新型的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解所述术语的具体含义。
16.如图1所示,本实用新型所述的具有低热导抗热震功能的水口,包括上碗口段1以及依次连接在上碗口段1下方的第一连接段2、渣线段3和第二连接段4,上碗口段1设有外壁设有吹气组件5,上碗口段1外壁包覆铁壳组件6,上碗口段1、第一连接段2、渣线段3和水口段中心设有出水通道7,上碗口段1、第一连接段2、渣线段3和第二连接段4的内壁设有高温防粘结涂料层8。通过设置高温防粘结涂料层8并采用氧化铝空心球材质,同时取消鳞片石墨的加入,可以有效降低热导率,提升产品的保温效果和抗热震性;利用铁壳组件6便于延长使用寿命;利用吹气组件5便于氩气更加均匀的吹入钢水,使钢水化渣。
17.高温防粘结涂料层8采用氧化铝空心球材质制成。采用氧化铝空心球材质,同时取消鳞片石墨的加入,可以有效降低热导率,提升产品的保温效果和抗热震性。
18.高温防粘结涂料层8的厚度为1mm-4mm。在具体实施时高温防粘结涂料层8的厚度最优为2mm,这样的厚度设定既能够保证效果又节约原料。
19.如图2所示,吹气组件5包括连接头51、第一通道52、第二通道53和吹气口54,连接头51连通气源和第一通道52,吹气口54设置在出水通道7 内壁,第二通道53连接第一通道52和吹气口54。钢液吹氩处理是一种简易的钢液脱气和去除非金属夹杂物的炉外精炼方法。这种方法工艺简单,设备便宜,精炼效果显著。钢液吹氩处理又称为钢液吹惰性气体处理。依据所需处理钢液在常温下的组织(如奥氏体、铁素体等)以及处理目的的不同,吹入钢液的气体,可以选用氩气、氮气、一氧化碳、水蒸气、空气,或先吹入氮气、一氧化碳、水蒸气、
空气,然后再吹入氩气。通过连接头51连接气源,将气体通过第一通道52、第二通道53和吹气口54均匀的吹入钢水中。
20.第二通道53设有若干,吹气口54的数量与第二通道53的数量一致,第二通道53以出水通道7的中心为中心环形阵列分布。第二通道53的数量为 8-16个,在出水通道7直径为80mm-100mm时最优设置12个第二通道53与吹气口54,便于保证整体的厚度的同时吹气更加均匀。
21.铁壳组件6包括第一铁壳61和第二铁壳62,第一铁壳61通过火泥固定在上碗口段1的底部,第二铁壳62与上碗口段1的外壁具有间隙形成第一通道52,连接头51固定连接在第二铁壳62上且与第与通道连通,上碗口段1 的顶部通过火泥与第二铁壳62连接,第二铁壳62的顶部与第一铁壳61的顶部密封连接。由于上碗口段1具有台阶和斜线段,因此需要分别从上下两个方向安装铁壳组件6。在具体实施时需要先将第一铁壳61从第二连接段4方向套在上碗口段1的底部同时利用火泥填缝固定,再将第二铁壳62从上碗口段1的顶部安装,需要注意的是第二铁壳62与上碗口段1之间的间隙应当均匀,同时第一通道52应当密封,因此第一铁壳61的顶部与第二铁壳62的底部应当焊接固定且保证内部密封。
22.本实用新型在加工生产时采用电容刚玉、刚玉空心球、熔融石英、微粉、结合剂组成,具体其中各组分的重量为百分比:电熔刚玉35%~45%,刚玉容心球30%~40%,熔融石英5%~15%,微粉3%~15%,结合剂占组分总重量的5%~ 10%,进行造粒;干燥至泥料中挥发为1.0%~1.5%;将泥料复合在连铸功能内腔,等静压机成型得到湿坯,成型压力优选为100~120mpa;湿坯在175~185℃下固化34~38小时,本项目研究的固化温度优选为180℃,固化时间优选为 36小时;原产品在1050~1150℃下烧成22~26小时,本项目研究的烧成温度优选为1100℃,烧成时间优选为24小时,得到成品。
23.主要技术指标如下:
24.1.al2o3(%):≥45;
25.2.f
·
c(%):≥20;
26.3.zro2(%):≥70;
27.4.体积密度g/cm3:≥12.28;
28.5.显气孔率(%):≤19;
29.6.常温耐压强度mpa:≥19;
30.7.常温抗折强度mpa:≥5.5。
31.以上所述的仅是本实用新型的一些实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型的创造构思的前提下,还可以做出其它变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1