一种金属板材表面处理及缺陷检测系统的制作方法
1.本实用新型涉及表面处理技术领域,尤其是一种金属板材表面处理及缺陷检测系统。
背景技术:
2.在复合金属材料的制造过程中,表面处理工艺起着非常重要的作用,直接影响着零部件的组织结构、表面状态、耐久性、功能可靠性、稳定性。一旦表面处理工艺处理不到位,存在未处理缺陷遗留,将会导致到成批产品出现质量问题。
3.随着国家和环保法规标准要求的逐步提高,表面处理行业面临着外部环保要求和内部工艺要求的巨大挑战,对于表面处理行业中酸洗钝化生产线,现阶段依旧存在以下问题:
4.作为特种工艺的现有生产方式,酸洗钝化在实际生产过程中主要依靠人工现场操作,同时处理的结果数据也需要人工进行现场记录,工人长期与硝酸、重金属盐等有毒有害化学品的直接接触,会严重影响从业人员的安全健康;
5.另一方面,碱洗、酸洗表面处理工序进行后,金属材料表面可能存在:颜色处理不到位、材料表面洁净平整度不到位、划伤、磨损、磕伤等缺陷。现有技术中,通过人工观察判定工序处理结果的方式,存在主观随意性,极易产生误判和漏判。
技术实现要素:
6.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的金属板材表面处理及缺陷检测系统,从而实现了板材表面处理的自动化,效率高,并有效保障了处理效果,还能通过自动化的方式获得表面处理的结果数据。
7.本实用新型所采用的技术方案如下:
8.一种金属板材表面处理及缺陷检测系统,包括间隔平行布设的行车轨道,所述行车轨道之间共同安装有传输起重模块,位于传输起重模块下方的两组行车轨道之间从前至后依次布设有碱洗模块、酸洗模块和烘干模块;所述碱洗模块和酸洗模块之间、以及酸洗模块和烘干模块之间,分别设置有水洗模块,水洗模块顶面还对应安装有检测组件。
9.作为上述技术方案的进一步改进:
10.所述传输起重模块下部水平间隔挂装有多个定位架,单个定位架上均定位放置有多个板材。
11.所述传输起重模块的结构为:包括两端分别配装于对应行车轨道的行车行走组件,行车行走组件在外部动力驱动下沿着行车轨道移动行走;所述行车行走组件底面的中部安装有起重架,起重架包括有左右间隔设置的两组纵梁,两组纵梁之间共同上下滑动安装有升降架,升降架上沿着左右方向间隔挂装有多个定位架。
12.两组纵梁相向的内侧面上均设置有纵向的升降导轨,升降架两端分别与对应升降导轨配装,升降架在外部驱动机构带动下沿着纵梁上下升降。
13.单组定位架的结构为:包括矩形结构的框架体,框架体顶面左右两端分别向上延伸形成挂钩部;所述框架体内部上下间隔布设有多个横梁,单个横梁上均沿着长度方向间隔设置有多组定位座,单组定位座包括有前后间隔设置的两个限位块,板材嵌置于相邻两组或三组定位座的两个限位块间隔内。
14.所述碱洗模块、水洗模块、酸洗模块中均包括有主洗槽,主洗槽中容纳相应的碱溶液、纯水或是酸溶液;所述水洗模块中主洗槽前后壁的顶面相向布设有检测组件。
15.所述主洗槽前后壁的顶面分别沿着长度方向安装有线槽架,线槽架上均间隔安装有多个检测组件,构成前后对应的多组检测组件;所述检测组件的线缆均通过线槽架内部走线。
16.单个检测组件的结构为:包括卡装于线槽架上的水平调节座,水平调节座顶面安装有纵向调节座,纵向调节座顶端支承安装相机组件,相机组件容纳于防护壳中,相机组件摄像头正对处的防护壳上开设有通孔;所述相机组件两侧对称安装有衔接座,衔接座端头分别安装有光源组件。
17.所述主洗槽侧面还贴紧设置有相同形状的辅洗槽。
18.所述辅洗槽中前后两壁面上分别沿着左右方向间隔安装有多个喷头,喷头均与外部水源连通。
19.本实用新型的有益效果如下:
20.本实用新型结构紧凑、合理,操作方便,由传输起重模块传送带动板材,依次在碱洗模块、水洗模块、酸洗模块、水洗模块和烘干模块处停留进行碱洗、水洗、酸洗、水洗和烘干,从而实现了板材表面处理的自动化,效率高;并在每次水洗之后将对板材进行自动检测以及时返工或是继续处理,有效助力于保障表面处理的效果,还通过自动化的方式获得了表面处理的结果数据,可靠替代了现有人工作业的方式。
附图说明
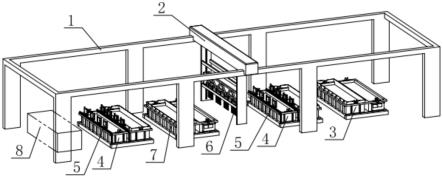
21.图1为本实用新型的结构示意图。
22.图2为本实用新型传输起重模块的结构示意图。
23.图3为本实用新型定位架的结构示意图。
24.图4为图3中a处的局部放大图。
25.图5为本实用新型水洗模块的结构示意图。
26.图6为本实用新型检测组件的结构示意图。
27.其中:1、行车轨道;2、传输起重模块;3、碱洗模块;4、水洗模块;5、检测组件;6、板材;7、酸洗模块;8、烘干模块;
28.21、行车行走组件;22、起重架;23、升降导轨;24、升降架;25、定位架;251、挂钩部;252、框架体;253、横梁;254、限位块;
29.41、主洗槽;42、辅洗槽;43、线槽架;
30.51、水平调节座;52、纵向调节座;53、相机组件;54、光源组件;55、衔接座。
具体实施方式
31.下面结合附图,说明本实用新型的具体实施方式。
32.如图1所示,本实施例的一种金属板材表面处理及缺陷检测系统,包括间隔平行布设的行车轨道1,行车轨道1之间共同安装有传输起重模块2,位于传输起重模块2下方的两组行车轨道1之间从前至后依次布设有碱洗模块3、酸洗模块7和烘干模块8;碱洗模块3和酸洗模块7之间、以及酸洗模块7和烘干模块8之间,分别设置有水洗模块4,水洗模块4顶面还对应安装有检测组件5;由传输起重模块2传送带动板材6,依次在碱洗模块3、水洗模块4、酸洗模块7、水洗模块4和烘干模块8处停留进行碱洗、水洗、酸洗、水洗和烘干,从而实现了板材6表面处理的自动化。
33.传输起重模块2下部水平间隔挂装有多个定位架25,单个定位架25上均定位放置有多个板材6,从而实现了板材6的批量化处理,助力于提升处理效率;在实际操作时,可以提前在定位架25上放置好待处理的板材6,然后再将定位架25挂装至传输起重模块2上,操作方便简单,并助力于处理时间的紧凑化,以缩短整体工艺的时间。
34.如图2所示,传输起重模块2的结构为:包括两端分别配装于对应行车轨道1的行车行走组件21,行车行走组件21在外部动力驱动下沿着行车轨道1移动行走;行车行走组件21底面的中部安装有起重架22,起重架22包括有左右间隔设置的两组纵梁,两组纵梁之间共同上下滑动安装有升降架24,升降架24上沿着左右方向间隔挂装有多个定位架25;在表面处理时,挂装于升降架24下方的多个定位架25同时浸没于相应的溶液槽中。
35.两组纵梁相向的内侧面上均设置有纵向的升降导轨23,升降架24两端分别与对应升降导轨23配装,升降架24在外部驱动机构带动下沿着纵梁上下升降。
36.如图3所示,单组定位架25的结构为:包括矩形结构的框架体252,框架体252顶面左右两端分别向上延伸形成挂钩部251,定位架25通过挂钩部251挂装于升降架24上,实现板材6在传输起重模块2上的上料;框架体252内部上下间隔布设有多个横梁253,单个横梁253上均沿着长度方向间隔设置有多组定位座,如图4所示,单组定位座包括有前后间隔设置的两个限位块254,板材6嵌置于相邻两组或三组定位座的两个限位块254间隔内,板材6嵌置定位于限位块254的方式简单方便,其定位的可靠性适用于传输起重模块2的传送。
37.本实施例中,定位架25为防腐蚀材质,在表面处理过程中,定位架25随板材6一起浸没于溶液中。
38.碱洗模块3、水洗模块4、酸洗模块7中均包括有主洗槽41,主洗槽41中容纳相应的碱溶液、纯水或是酸溶液;水洗模块4中主洗槽41前后壁的顶面相向布设有检测组件5,如图5所示,从而能够同步从两个方向对板材6进行检测。
39.主洗槽41前后壁的顶面分别沿着长度方向安装有线槽架43,线槽架43上均间隔安装有多个检测组件5,构成前后对应的多组检测组件5;检测组件5的线缆均通过线槽架43内部走线。
40.本实施例中,线槽架43由不锈钢材质制成,其表面还覆盖有耐腐蚀涂层。
41.本实施例中,升降架24下部挂装有四组定位架25,同样的,检测组件5布设有与定位架25一一对应的四组,从而对定位架25上的板材6进行可靠检测。
42.如图6所示,单个检测组件5的结构为:包括卡装于线槽架43上的水平调节座51,水平调节座51顶面安装有纵向调节座52,纵向调节座52顶端支承安装相机组件53,相机组件53容纳于防护壳中,相机组件53摄像头正对处的防护壳上开设有通孔,使得摄像头能够透过防护壳对板材6进行取像,而防护壳由防腐蚀材质制作,其能够对内部的相机组件53进行
可靠的防护;相机组件53两侧对称安装有衔接座55,衔接座55端头分别安装有光源组件54。
43.本实施例中,水平调节座51可以是开口朝向与线槽架43相配卡装的u型结构,水平调节座51沿着线槽架43的长度方向移动进行调节,在调节到位后可以通过紧固件来锁紧限位;
44.本实施例中,纵向调节座52可以是相互滑动配装的滑动柱,通过上下滑动来调节高度尺寸,并在滑动到位后通过紧固件将相对滑动的自由度锁紧限位;
45.本实施例中,衔接座55可以是轴向水平、相互套接的圆形套筒结构,通过套筒之间的相对转动来调节光源组件54相对于竖直面的角度,从而能够更好的助力于相机组件53的取像。
46.本实施例中,通过相机组件53的取像,主要是对板材6的外形尺寸和外观进行检测判断,比如表面颜色、表面平整度等。
47.主洗槽41侧面还贴紧设置有相同形状的辅洗槽42,辅洗槽42可以是作为主洗槽41的备用设置,辅洗槽42也可以是用于主洗槽41的辅助使用,比如液体存储转移或是需要时使用。
48.辅洗槽42中前后两壁面上分别沿着左右方向间隔安装有多个喷头,喷头均与外部水源连通;在需要时,由传输起重模块2将板材6输送至辅洗槽42并凌空放置于中部,由前后的喷头对板材6侧面进行同步冲洗。
49.本实施例中,水洗模块4的主洗槽41中还可以设置振动、搅拌组件,以助力于对板材6进行更好的清洗。
50.本实施例中,在每次水洗之后将对板材6进行自动检测以及时返工或是继续处理,具体为:若自动检测合格,则继续下一道的工序,若检测不合格,则回到上一道工序重复处理。
51.本实用新型的使用方式为:
52.传输起重模块2沿着行车轨道1行进至碱洗模块3的前方,进行上下料作业,具体为:将升降架24上已经处理好的板材6取下,并放置新的待处理的板材6;也可以是将升降架24上的定位架25进行整体替换,效率更高;
53.由传输起重模块2将板材6传送至碱洗模块3主洗槽41上方,外部驱动机构工作,带动升降架24沿着升降导轨23下行,直至升降架24下方的板材6完全浸没于碱溶液中,按实际需求浸没一段时间;
54.外部驱动机构反向工作,使得升降架24带动板材6上行离开碱溶液,在传输起重模块2的配合下,将板材6浸没至碱洗模块3后方的水洗模块4中进行浸泡清洗;水洗结束后,在升降架24带动板材6上行的过程中,由检测组件5对板材6进行取像拍照,进行缺陷判断,若合格,则由传输起重模块2带动移至下一道酸洗模块7处,若不合格,则由传输起重模块2带动回到碱洗模块3继续进行碱洗;
55.板材6的酸洗与碱洗操作方式相同,并在酸洗后由后方的水洗模块4进行水洗以及检测组件5的取像、缺陷判别,若合格,则由传输起重模块2带动移至下一道烘干模块8处,若不合格,则由传输起重模块2带动回到酸洗模块7继续进行酸洗;
56.烘干模块8处烘干之后,由传输起重模块2带动板材6移动至上下料处,完成一次表面处理。
57.本实用新型操作简单,使用方便可靠,可靠替代了现有人工作业的方式,实现了板材表面处理的自动化,并结合自动检测有效助力于保障表面处理的效果。
58.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1