一种凸台打磨工具的制作方法
1.本实用新型涉及玻璃生产加工技术领域,具体涉及一种凸台打磨工具。
背景技术:
2.溢流下拉法是平板玻璃生产的主要方法之一,主要利用源源不断的熔融玻璃液在耐火斜槽两侧溢出并汇聚于斜槽下端尖部,形成玻璃柸料,并由牵引机构牵引后形成玻璃板。该方法由于玻璃表面未与任何材料接触,从而可制成表面光滑度、平整度好,无需研磨抛光,厚度均一的薄玻璃板。
3.在制造过程中,玻璃板经过拉边机与牵引辊等牵引机构下拉成型,其中牵引辊所处退火炉位置温度已降至玻璃软化点以下,此时的玻璃不具备柔软特征,易被外力压裂(碎),其中牵引辊凸台直接接触玻璃对此影响最大。牵引辊线下加工处于常温,上线后因高温烘烤热胀,材质的不均匀会在此时被放大,因此影响对玻璃板的正常夹持,进而影响生产。故而需要设计一种凸台打磨工具,能够对上述机器中牵引辊凸台不平整进行修复弥补,以解决上述问题。
技术实现要素:
4.鉴于以上现有技术的缺点,本实用新型提供一种凸台打磨工具,可在溢流下拉法平板玻璃制造设备不停机的状况下,对不平整或含杂质的牵引辊进行打磨修复,以改善平板玻璃制造设备上牵引辊因高温膨胀而导致其牵引制作的玻璃板不平整的问题。
5.为实现上述目的及其它相关目的,本实用新型提供一种凸台打磨工具,包括:手持结构和修复部件。
6.其中,修复部件设置在所述手持结构的一端,所述修复部件上设置有修复面,所述修复面上设置有第一打磨区和第二打磨区,所述第一打磨区和第二打磨区上设置有磨具,所述第一打磨区和第二打磨区之间设置有刀具。
7.在本实用新型一示例中,所述修复面为向所述修复部件内侧凹陷的凹面,所述凹面形状与待修复凸台形状相配。
8.在本实用新型一示例中,所述刀具的刀面与所述修复面在所述刀具设置位置处的弧面法线之间夹角为30
°
至150
°
。
9.在本实用新型一示例中,所述刀具可伸缩设置在所述修复部件的修复面上。
10.在本实用新型一示例中,所述修复部件上设置有刀座,所述刀具设置在所述刀座上。
11.在本实用新型一示例中,所述手持结构上设置有旋转按钮,所述旋转按钮通过连接件控制所述刀座的伸出和收回。
12.在本实用新型一示例中,所述连接件为转动丝杆,所述连接件设置在所述凸台打磨工具的内部,所述连接件的一端连接于所述刀座上,所述连接件的另一端与所述旋转按钮螺纹连接。
13.在本实用新型一示例中,所述修复面在所述第一打磨区和第二打磨区上设置有凹槽,所述磨具固定在所述凹槽中。
14.在本实用新型一示例中,所述凹槽为t型槽。
15.在本实用新型一示例中,所述磨具为耐高温棉。
16.本实用新型的凸台打磨工具,基于溢流下拉法基板制造过程中,可在溢流下拉法平板玻璃制造设备不停机的状况下,对不平整或含杂质的牵引辊进行在线粗磨和精磨。该凸台打磨工具操作简单且工作效率高,能够在不停机的状态下快速将牵引辊的表面修复平整,从而避免因停机修复而造成的时间和人力损失。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
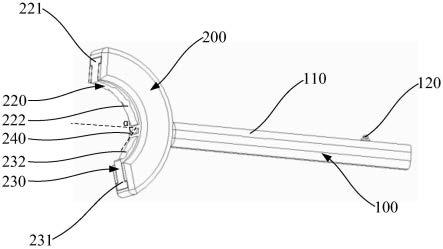
18.图1为本实用新型一实施例中凸台打磨工具三维视图;
19.图2为本实用新型一实施例中凸台打磨工具的工作示意图。
20.元件标号说明
21.100、手持结构;110、杆体;120、旋转按钮;200、修复部件;210、修复面;220、第一打磨区;221、第一凹槽;222、第一磨具;230、第二打磨区;231、第二凹槽;232、第二磨具;240、刀具;300、待修复牵引辊。
具体实施方式
22.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其它优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本实用新型实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本实用新型的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
23.当实施例给出数值范围时,应理解,除非本实用新型另有说明,每个数值范围的两个端点以及两个端点之间任何一个数值均可选用。除非另外定义,本实用新型中使用的所有技术和科学术语与本技术领域的技术人员对现有技术的掌握及本实用新型的记载,还可以使用与本实用新型实施例中所述的方法、设备、材料相似或等同的现有技术的任何方法、设备和材料来实现本实用新型。
24.须知,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
25.请参阅图1至图2,本实用新型提供一种凸台打磨工具,可在溢流下拉法平板玻璃制造设备不停机的状况下,对不平整或含杂质的牵引辊进行在线粗磨和精磨,以改善平板
玻璃制造设备上牵引辊因高温膨胀而导致其牵引制作的玻璃板不平整的问题。
26.请参见图1和图2,上述凸台打磨工具可包括手持结构100及修复部件200。工作人员可通过握住手持结构100将修复部件200抵触至溢流下拉法平板玻璃制造设备中转动的待修复牵引辊300上,凸台打磨工具保持不动以对该待修复牵引辊300上因膨胀而凸出的部分进行打磨修复。其中,上述手持结构100主体为长条状的杆体110,杆体110的一端设有修复部件200,而设置为长杆状的手持结构100有利于工作人员进行修复工作时通过握住杆体110将修复部件200伸入流下拉法平板玻璃制造设备中并抵触至待修复牵引辊300上。上述修复部件200上设置有修复面210,上述修复面210位于修复部件200上背离手持结构100的一面,修复面210上设置有第一打磨区220、第二打磨区230和刀具240。其中,上述第一打磨区220和第二打磨区230分别设置在修复面210的两侧,上述第一打磨区220上设置有第一磨具222,第二打磨区230上设置有第二磨具223;而刀具240则设置在修复面210上,并位于第一打磨区220和第二打磨区230之间。
27.请参见图2,上述修复部件200的修复面210为向修复部件200内侧凹陷的凹面,上述凹面的形状与待修复牵引辊300的辊面形状相匹配。同时,上述刀具240可伸缩设置在修复面210上,以实现凸台打磨工具对待修复牵引辊300上的不平整区域同时进行粗磨和精磨修复。
28.在本实用新型中,当本凸台打磨工具对待修复牵引辊300进行打磨修复时,修复面210可与待修复牵引辊300的辊面贴紧,在制造设备不停机的状态下,待修复牵引辊300持续转动,修复面210则可对待修复牵引辊300表面上因受热膨胀凸出的部分进行打磨修复。对于表面损坏不严重的待修复牵引辊300,本凸台打磨工具可仅通过修复面210的第一打磨区220和第二打磨区230对待修复牵引辊300的表面进行打磨,便可将修复牵引辊300的表面修复平整。而对于表面损坏严重的待修复牵引辊300,本凸台打磨工具可先将刀具240伸出修复面210,利用刀具240的伸出部分将待修复牵引辊300表面上受热膨胀凸出的部分刮掉,其中刀具240在待修复牵引辊300表面的刮损厚度受刀具240在修复面210上的伸出长度控制;然后本凸台打磨工具将刀具240收回,使得第一打磨区220和第二打磨区230贴紧待修复牵引辊300表面以对待修复牵引辊300表面上已被刀具240粗磨的区域进行精磨,使待修复牵引辊300的表面修复平整。
29.其中,在本实用新型的一实施例中,上述手持结构100的杆体110上设有一旋转按钮120,工作人员通过调节旋转按钮120的转动角度可控制刀具240在修复面210上的伸出长度。而上述转动旋转按钮120通过连接结构带动刀具240伸缩的方式可为现有技术中任意一种设置方式。例如,凸台打磨工具的内部设置有一连接件,上述连接件为一转动丝杆,连接件的一端连接于修复部件200的刀座上,上述刀座设置于修复部件200内并可伸出修复面210表面,刀具240可拆卸地安装在刀座上,连接件的另一端可与旋转按钮120伸入杆体110的部分螺纹连接。其中,上述旋转按钮120转动时可通过与连接体之间的螺纹连接关系,带动连接体在修复部件200中向朝向或背离修复面210一侧移动,从而控制与连接体连接的刀具在修复面上的伸出和收回。并且,由于旋转按钮120与连接体的螺纹连接关系,旋转按钮120转动时可连续调节刀具240在修复面210上的伸出和收回,从而控制刀具240在修复面210上的伸出长度。
30.请参见图1和图2,在本实用新型的一实施例中,上述刀具240的刀面设置为与修复
面210之间成一定夹角,上述刀具240的刀面与刀具240设置位置处修复面210弧面法线之间的夹角
ɑ
范围为30
°
至150
°
。
31.请参见图1,在本实用新型的一实施例中,上述修复面210的第一打磨区220和第二打磨区230上分别设置有第一凹槽221和第二凹槽231,而设置在第一打磨区220和第二打磨区230上的第一磨具222和第二磨具232分别可拆卸地安装在第一凹槽221和第二凹槽231中,以在修复部件200的第一磨具222和第二磨具232因使用过度而使摩擦修复面失效时能够便捷的进行更换。例如,在本实用新型的一实施例中,上述第一磨具222和第二磨具232的材料可使用耐高温棉,因耐高温棉的耐热性能较好,作为修复磨具可长期使用,而在过度使用后,由耐高温棉制作的第一磨具222和第二磨具232的摩擦面也会失效,需要分别从第一凹槽221和第二凹槽231上拆卸进行更换。其中,第一磨具222和第二磨具232的形状与所安装的第一凹槽221和第二凹槽231的槽体形状相匹配,以保证第一磨具222和第二磨具232可牢固的固定在修复部件200上。
32.请参见图1,在本实施例中,上述第一凹槽221和第二凹槽231均为t型槽,第一凹槽221和第二凹槽231的槽体分别沿修复面210在修复部件200内延伸至修复部件200的两端。并且,第一磨具222和第二磨具232的形状与第一凹槽221和第二凹槽231形状相匹配,当第一磨具222和第二磨具232需安装至修复部件200中时,可分别从修复部件200的两端插装至第一凹槽221和第二凹槽231中;同理,当第一磨具222和第二磨具232需要更换并从修复部件200上拆下时,可在修复部件200两端将第一磨具222和第二磨具232分别从第一凹槽221和第二凹槽232中抽出,以实现第一磨具222和第二磨具232在修复部件200上的拆卸。
33.本实用新型的凸台打磨工具,基于溢流下拉法基板制造过程中,可在溢流下拉法平板玻璃制造设备不停机的状况下,对不平整或含杂质的牵引辊进行在线粗磨和精磨。该凸台打磨工具操作简单且工作效率高,能够在不停机的状态下快速将牵引辊的表面修复平整,从而避免因停机修复而造成的时间和人力损失。
34.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1