帘式膜浇铸盒打磨机的制作方法
1.本实用新型涉及浇铸盒加工技术领域,具体涉及一种帘式膜浇铸盒打磨机。
背景技术:
2.br帘式膜就是mbr中空纤维膜,因为中空纤维膜的外观与“门帘”等物品相似,所以被称为帘式膜,中空纤维膜主要采用pvdf材质制成,抗氧化与抗污染性能非常优异,采用压力作为过滤原理,通常用于处理污水、饮用水以及海水淡化等领域。帘式膜是由中空纤维滤膜、集水管、树脂槽及封端树脂浇铸而成的膜分离单元,其中,帘式膜封端浇铸时采用的浇铸盒,为了增加摩擦力和附着力,使之在使用过程中更加紧固,需要对浇铸盒进行打磨加工,未见有专门用于浇铸盒打磨的设备。
技术实现要素:
3.基于上述技术背景,本实用新型提供了解决上述问题的帘式膜浇铸盒打磨机,用于打磨浇铸盒内壁表面,结构简单,操作灵活,适用性强,利于提高打磨效率。
4.本实用新型通过下述技术方案实现:
5.帘式膜浇铸盒打磨机,包括传送机构、定位机构、三维移动机构和打磨机构;所述传送机构用于传送浇铸盒;所述定位机构用于将经传送机构传送至设定位置的浇铸盒夹紧固定;所述三维移动机构用于安装打磨机构、并带动打磨机构沿三维方向直线移动;所述打磨机构用于打磨夹紧固定后的浇铸盒的内表面。
6.使用时,将浇铸盒置于传送机构上,经传送机构传送至设定位置,通过传送机构的传送浇铸盒,可降低人工作业强度和成本,降低潜在加工安全隐患;所述设定位置正好对准定位机构,通过定位机构夹紧固定浇铸盒,避免打磨过程中浇铸盒移动;通过定位机构夹紧固定后,启动三维移动机构,通过三维移动机构带动打磨机构各向移动,直至打磨机构的加工端到达浇铸盒内待加工位置处,启动打磨机构,并通过三维移动机构带动打磨机构4同步移动,实现边移动边打磨。
7.进一步优选,所述传送机构包括传送槽、传送轮、传送带;所述传送槽的两内侧壁安装传送轮,所述传送带与传送轮适配,用于传送浇铸盒,且浇铸盒的轴向、传送槽的轴向和传送方向同向。
8.进一步优选,所述传送机构还包括若干导板,传送槽的两内侧壁布置多个导板;且在传送槽深度方向上,导板位于传送轮上方,导板用于支持传送带和位于传送带上的浇铸盒。
9.进一步优选,所述定位机构包括夹板和伸缩杆;所述传送槽的径向两侧均布置有夹板,伸缩杆的一端与气缸连接、另一端与夹板的一侧连接,夹板的另一侧用于夹紧浇铸盒。
10.进一步优选,所述定位机构还包括导轨,所述导轨设置在传送槽的两外侧壁上,且导轨的传动方向与传送槽的传送方向垂直;所述夹板的底面通过滑块滑动安装在导轨上。
不一定都指同一实施例或示例。此外,可以以任何适当的组合和、或子组合将特定的特征、结构或特性组合在一个或多个实施例或示例中。此外,本领域普通技术人员应当理解,在此提供的示图都是为了说明的目的,并且示图不一定是按比例绘制的。这里使用的术语“和/或”包括一个或多个相关列出的项目的任何和所有组合。
28.在本发明的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
29.实施例1
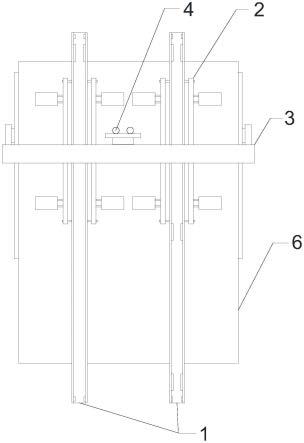
30.本实施例提供了一种帘式膜浇铸盒打磨机,包括传送机构1、定位机构2、三维移动机构 3和打磨机构4;传送机构1用于传送浇铸盒5;定位机构2用于将经传送机构1传送至设定位置的浇铸盒5夹紧固定;三维移动机构3用于安装打磨机构4、并带动打磨机构4沿三维方向直线移动;打磨机构4用于打磨夹紧固定后的浇铸盒5的内表面。
31.浇铸盒5如图1所示,使用时,将浇铸盒5置于传送机构1上,经传送机构1传送至设定位置,通过传送机构1的传送浇铸盒5,可降低人工作业强度和成本,降低潜在加工安全隐患;所述设定位置正好对准定位机构2,通过定位机构2夹紧固定浇铸盒5,避免打磨过程中浇铸盒5移动;通过定位机构2夹紧固定后,启动三维移动机构3,通过三维移动机构3 带动打磨机构4各向移动,直至打磨机构4的加工端到达浇铸盒5内待加工位置处,启动打磨机构4,并通过三维移动机构3带动打磨机构4同步移动,实现边移动边打磨。
32.实施例2
33.在实施例1的基础上进一步改进,如图2和图3所示,传送机构1包括传送槽11、传送轮12、传送带和导板13;所述传送槽11的两内侧壁安装传送轮12,所述传送带与传送轮12 适配,用于传送浇铸盒5,且浇铸盒5的轴向、传送槽11的轴向和传送方向同向。传送槽11 的两内侧壁布置多个导板13;且在传送槽深度方向上,导板13位于传送轮12上方,导板13 用于支持传送带和位于传送带上的浇铸盒5。
34.为了提高加工效率,优选设计两个并排布置的传送槽11,两个传送槽11的轴向平行。每个传送槽11可以是采用两个l型板对称布置安装在基台6上,即l型板的横板通过螺栓安装在基台6上,两个l型板的竖板之间构成传送槽11的传送通道。在传送槽11内壁设置四组传送轮12,通过传送带传送浇铸盒5。为了保障传送带平稳、正常传送浇铸盒5,在传送槽11内侧壁还设置导板13,导板13起到支撑传送带和浇铸盒5的作用,避免两组传送轮 12之间的传送带受浇铸盒5下压严重变形,影响浇铸盒5的正常传送。导板13的数量可依据传送槽11的长度、传送轮12的数量和布置位置、传送带的强度、浇铸盒5的长度等因素选择性布置。
35.定位机构2包括夹板21、伸缩杆22、导轨23和止位块;所述传送槽11的径向两侧均布置有夹板21,伸缩杆22的一端与气缸连接、另一端与夹板21的一侧连接,夹板21的另一侧用于夹紧浇铸盒5。导轨23设置在传送槽11的两外侧壁上,且导轨23的传动方向与传送槽11的传送方向垂直;夹板21的底面通过滑块滑动安装在导轨23上。导轨23上还设有止位块,止位块设置在传送槽11的侧壁上,用于限制夹板21的移动位置,优选用于限制夹板 21沿传送槽11径向和轴向过度位移。
36.使用时,浇铸盒5如图1所示,在盒体的外侧壁上沿周向设有一圈环形凸缘,环形凸缘下方的盒体置于传送槽11内,盒体的底面放置在传送带上、与传送带接触,环形凸缘搁置在传送槽11的端口上,此时传送槽11的端口起到导向和支撑作用,夹板则夹持在环形凸缘上方的盒体侧壁处。
37.实施例3
38.在实施例1的基础上进一步改进,还包括基台6,所述传送机构1、定位机构2和三维移动机构3均可拆卸安装在基台6上,具体的优选基台6呈长方体板机构,传送机构1安装在基台6的上表面,且传送机构1的传送方向与基台6的轴向同向;定位机构2安装在传送机构1位置处的基台6上。
39.三维移动机构3包括轴向移动部件、径向移动部件和竖向移动部件;所述轴向移动部件安装在基台6上,带动径向移动部件和竖向移动部件沿基台6轴向往复运动;径向移动部件安装在轴向移动部件上,带动竖向移动部件沿基台6径向往复运动;竖向移动部件安装在径向移动部件上,带动打磨机构4竖向往复运动。轴向移动部件、径向移动部件和竖向移动部件可采用常规的直线导轨移动机构。如,设计轴向移动部件和竖向移动部件均采用丝杠直线导轨,所述径向移动部件采用拖链式直线导轨。打磨机构4采用打磨电钻机。
40.如图4所示,在基台6的径向两侧壁设置轴向导轨31,轴向导轨31沿基台6轴向延伸布置,轴向移动块32与轴向导轨31滑动配合;立柱33的底端固定在轴向移动快32上,横梁34的轴向两端分别与两侧的立柱33顶部连接,横梁34上设有径向移动块35,径向移动块35沿横梁34轴向移动,竖向移动块36安装在径向移动块35上,且沿垂直于基台6的方向移动。打磨电钻机通过螺栓安装在竖向移动块36上。
41.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1