一种盘类零件外圆磨削夹具的制作方法
1.本实用新型涉及零部件加工工装技术领域,具体为一种盘类零件外圆磨削夹具。
背景技术:
2.盘类零件在进行加工之前都需要通过夹具进行夹持固定,但是每个零部件的形状不同,加工精度不同,进而基本每个零件在加工的过程中都有特定的夹具进行配套使用,尤其是一些盘类零件,需要保证夹具和零件之间保持同心。
3.但现有的夹具在对一些盘类零件进行夹持的时候,加工误差以及定位误差导致夹具与零件之间同心度难以保证,进而无法对于一些精密度要求高的零件进行使用。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种盘类零件外圆磨削夹具,具备可以有效地消除了产品与夹具间隙带来的定位误差等优点,解决了盘类零件外圆与夹具定位孔同心度难以保证的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种盘类零件外圆磨削夹具,包括芯轴,所述芯轴的外侧套设有零件,所述零件的定位孔内侧设置有钢球定位网圈,所述钢球定位网圈设置在零件和芯轴之间,所述零件通过钢球定位网圈与芯轴配合安装,所述零件的一侧设置有压板,所述压板安装在芯轴上,所述压板的另一侧设置有开口垫圈,所述开口垫圈安装在芯轴外侧,所述开口垫圈的另一侧设置有压紧螺母,所述压紧螺母固定在芯轴的端部。
6.优选的,所述芯轴为gcr15轴承钢。
7.优选的,所述芯轴的定位外圆直径为122mm。
8.优选的,所述压板止口与零件滚道支撑面保持0.008mm~0.012mm的间隙配合。
9.优选的,所述钢球定位网圈由钢球和保持圈组成,所述保持圈安装在零件的定位孔内,所述保持圈内铆固有若干钢球。
10.综上所述,本实用新型具备以下有益效果:
11.该盘类零件外圆磨削夹具,通过钢球定位网圈中的钢球将零件与芯轴进行安装,在安装的过程中更为方便省力,同时采用钢球定位网圈对零件进行定位,且零件与钢球定位网圈之间通过过盈配合,可有效地消除了零件与夹具间隙带来的定位误差,保证零件外圆与夹具定位孔同心度。
附图说明
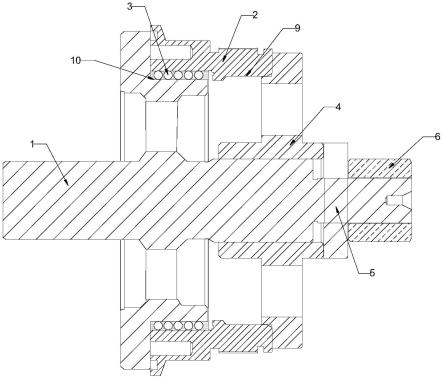
12.图1为本实用新型整体剖视结构示意图;
13.图2为本实用新型钢球定位网圈结构示意图;
14.图3为本实用新型开口垫圈结构示意图。
15.其中:1、芯轴;2、零件;3、钢球定位网圈;4、压板;5、开口垫圈;6、压紧螺母;7、钢
球;8、保持圈;9、滚道支撑面;10、芯轴定位外圆。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-3,一种盘类零件外圆磨削夹具,包括芯轴1,芯轴1为gcr15轴承钢,轴承钢可有效地提高整体夹具的耐磨性,尽量延长整体夹具的使用寿命,芯轴1的外侧套设有零件2,零件2的定位孔内侧安装有钢球7定位网圈3,钢球7定位网圈3由保持圈8和若干钢球7组成,且保持圈8安装在零件2的定位孔内侧,在保持圈8的内部铆固有多个钢球7,当铆固后的钢球7能够在对应的孔内进行转动,且不会滑落,在零件2的一侧设置有压板4,压板4同样套设在芯轴1的外壁上,压板4的另一侧设置有开口垫圈5,开口垫圈5的另一侧设置有压紧螺母6,且开口垫圈5和压紧螺母6均安装在芯轴1的端部。
18.通过上述技术方案,在对零件2进行安装的时候,将钢球7定位网圈3预先安装在零件2内定位孔中,然后将带有钢球7定位网圈3的零件2安装在芯轴1上,只需稍微用力推压零件2,零件2通过能够滚动的钢球7在将零件2安装在芯轴1上,通过钢球7的滚动作用可减少与芯轴1之间的摩擦力,在对零件2进行安装的时候更为省力,将零件2安装之后依次装入压板4、开口垫圈5,压紧螺母6,通过拧紧压紧螺母6将产品可靠定位于工装上,压板4止口允许与产品滚道支撑面9保持0.008mm~0.012mm的间隙配合,同时允许零件2与钢球7有0.005mm~0.01mm的过盈配合,通过钢球7进行定位有效地消除了零件2与夹具间隙带来的定位误差,保证了零件2定位孔与夹具外圈之间的同心度,可适应一些精度要求高的零件2进行使用。
19.需要说明的是,通过夹具夹持与零件2外圆与厚度一致的产品样件,夹持完成后在偏摆仪上检测外圆跳动0.006以内,重复装夹n次,检测精度一致。
20.在使用时,在开始加工之前需要在偏摆仪上至少检测一次,检测之后方可进行加工,将整体夹具放置于工作钳台上,将钢球7定位网圈3装入零件2定位孔中,然后将装有钢球7定位网圈3的产品装入芯轴1定位外圆上,只需用轻微的压力可将零件2可靠的定位于工装外圆及端面上,然后顺次装入压板4、开口垫圈5,压紧螺母6,通过拧紧压紧螺母6将产品可靠定位于工装上,压板4通过内孔定位于芯轴1上,实现对零件2的夹持。
21.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种盘类零件外圆磨削夹具,包括芯轴(1),其特征在于:所述芯轴(1)的外侧套设有零件(2),所述零件(2)的定位孔内侧设置有钢球定位网圈(3),所述钢球定位网圈(3)设置在零件(2)和芯轴(1)之间,所述零件(2)通过钢球定位网圈(3)与芯轴(1)配合安装,所述零件(2)的一侧设置有压板(4),所述压板(4)安装在芯轴(1)上,所述压板(4)的另一侧设置有开口垫圈(5),所述开口垫圈(5)安装在芯轴(1)外侧,所述开口垫圈(5)的另一侧设置有压紧螺母(6),所述压紧螺母(6)固定在芯轴(1)的端部。2.根据权利要求1所述的一种盘类零件外圆磨削夹具,其特征在于:所述芯轴(1)为gcr15轴承钢。3.根据权利要求1所述的一种盘类零件外圆磨削夹具,其特征在于:所述芯轴(1)的定位外圆直径为122mm。4.根据权利要求1所述的一种盘类零件外圆磨削夹具,其特征在于:所述压板(4)止口与零件(2)滚道支撑面保持0.008mm~0.012mm的间隙配合。5.根据权利要求4所述的一种盘类零件外圆磨削夹具,其特征在于:所述钢球定位网圈(3)由钢球(7)和保持圈(8)组成,所述保持圈(8)安装在零件(2)的定位孔内,所述保持圈(8)内铆固有若干钢球(7)。
技术总结
本实用新型涉及零部件加工工装技术领域,且公开了一种盘类零件外圆磨削夹具,包括芯轴,所述芯轴的外侧套设有零件,所述零件的定位孔内侧设置有钢球定位网圈,所述钢球定位网圈设置在零件和芯轴之间,所述零件通过钢球定位网圈与芯轴配合安装,所述零件的一侧设置有压板,所述压板安装在芯轴上,所述压板的另一侧设置有开口垫圈,所述开口垫圈安装在芯轴外侧,该盘类零件外圆磨削夹具,通过钢球定位网圈中的钢球将零件与芯轴进行安装,在安装的过程中更为方便省力,同时采用钢球定位网圈对零件进行定位,且零件与钢球定位网圈之间通过过盈配合,可有效地消除了零件与夹具间隙带来的定位误差,保证零件外圆与夹具定位孔同心度。保证零件外圆与夹具定位孔同心度。保证零件外圆与夹具定位孔同心度。
技术研发人员:袁光宇
受保护的技术使用者:柳州光宇齿轮有限公司
技术研发日:2022.04.21
技术公布日:2022/7/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1