树脂砂结合消失模铸造精炼锅模具的制作方法
1.本技术涉及铸造模具技术领域,尤其涉及一种树脂砂结合消失模铸造精炼锅模具。
背景技术:
2.消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
3.现有的使用消失模铸造方法制作精炼锅的过程中,常将消失模倒扣在砂箱内,再从消失模顶端开设预留的装砂口向消失模内部装入石英砂,使石英砂充满消失模内腔,然后再向砂箱内壁和消失模外壁之间填充石英砂,最后进行浇铸。现有的树脂砂结合消失模铸造精炼锅模具中的消失模需要预留装砂口,铸造成的精炼锅锅底留有死角,死角过大会造成塌箱、缩孔及缩松等缺陷,存在精炼锅质量差的问题。
技术实现要素:
4.本技术提供一种树脂砂结合消失模铸造精炼锅模具,用以解决现有的精炼锅质量差的问题。
5.本技术提供一种树脂砂结合消失模铸造精炼锅模具,包括砂箱、与精炼锅形状相适应的消失模以及负压组件;
6.消失模设置在砂箱内,消失模的锅底一侧位于砂箱顶部,消失模外的砂箱内填充有石英砂,消失模顶端外设置有延伸至石英砂外的浇铸通道,消失模内设置有与精炼锅内腔形状相适应的树脂砂模型;
7.负压组件均匀设置在砂箱的外壁上,并用于抽取石英砂之间的空气。
8.在本技术的一实施例中,消失模顶端外设置有浇铸管,浇铸管的进液端延伸至砂箱外,浇铸管的出液端与浇铸通道相连接。
9.在本技术的一实施例中,负压组件包括抽气口、通气管以及带有多个通气孔的安装板,砂箱的外壁上设置有通气管,砂箱内壁上与通气管相对应的位置处可拆卸连接有安装板,通气管外侧通过抽气口与抽气设备相连接。
10.在本技术的一实施例中,多个通气管以围绕的方式均匀设置在砂箱的外侧壁上,多个通气管之间通过连接管相连通。
11.在本技术的一实施例中,安装板与砂箱内壁之间设置有滤网。
12.在本技术的一实施例中,砂箱为顶端敞开的方形箱体,石英砂上方覆盖有塑料薄膜。
13.在本技术的一实施例中,砂箱相对的两个外侧壁上对称设置有两个吊装板。
14.在本技术的一实施例中,树脂砂模型由树脂砂固化而成。
15.本技术提供的树脂砂结合消失模铸造精炼锅模具,通过设置消失模模拟精炼锅的
形状,设置与精炼锅内腔形状相适应的树脂砂模型并在浇铸前用树脂砂模型填充消失模的内腔,用石英砂填充消失模外的砂箱内部,在负压组件提供的负压条件下用液态金属浇铸消失模时,液态金属占据了消失模的位置,形成了精炼锅的形状,本技术无需在消失模上开设装砂口,铸造而成的精炼锅的锅底不会留有死角,精炼锅的一体性良好,提升了精炼锅的质量。
附图说明
16.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本技术一实施例提供的树脂砂结合消失模铸造精炼锅模具的主结构示意图;
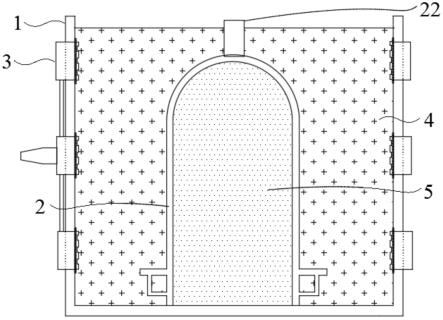
18.图2为本技术另一实施例提供的树脂砂结合消失模铸造精炼锅模具的主结构示意图;
19.图3为图2中a处的放大结构示意图;
20.图4为本技术一实施例提供的树脂砂结合消失模铸造精炼锅模具的立体结构示意图。
21.附图标记说明:
22.1、砂箱;11、塑料薄膜;12、吊装板;
23.2、消失模;21、浇铸管;22、浇铸通道;
24.3、负压组件;31、抽气口;32、通气管;33、通气孔;34、安装板;35、连接管;36、滤网;
25.4、石英砂;
26.5、树脂砂模型。
具体实施方式
27.为使本技术实施例的目的、技术方案和优点更加清楚,下面对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,也属于本技术保护的范围。
28.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
29.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
30.首先对本技术所涉及的名词进行解释:
31.树脂砂:树脂砂是指以人工合成树脂作为砂粒的粘结剂的型砂或芯砂。用树脂砂
制成铸型或型芯后,通过固(硬)化剂的作用,树脂发生不可逆的交联反应而固化,从而给予铸型或型芯以必要的强度。
32.本技术一实施例提供一种树脂砂结合消失模铸造精炼锅模具,如图1和图4所示,包括砂箱1、与精炼锅形状相适应的消失模2以及负压组件3。
33.消失模2设置在砂箱1内,消失模2的锅底一侧位于砂箱1顶部,消失模2外的砂箱1内填充有石英砂4,消失模2顶端外设置有延伸至石英砂4外的浇铸通道22,消失模2内设置有与精炼锅内腔形状相适应的树脂砂模型5。精炼锅常用于在皮江法炼镁中将镁矿精炼成粗镁。砂箱1用于盛装石英砂4,还用于在浇铸后进行翻倒以取出铸件。消失模2由泡沫制成精炼锅的形状,并在泡沫模型上涂刷耐火材料然后烘干,用于替液体金属预先占据石英砂4与树脂砂模型5之间的空间。石英砂4和树脂砂模型5分别相当于精炼锅的外模和内模,且均耐高温,为精炼锅的成型提供支撑。本技术中的树脂砂模型5固化后能紧密地贴合消失模2内的型腔,支撑消失模2,从而达到减少铸件缺陷的目的。另外,树脂砂模型5可以在下一次浇铸中重复利用,节约投入成本。
34.负压组件3均匀设置在砂箱1的外壁上,并用于抽取石英砂4之间的空气,进而固定石英砂4。
35.本技术提供的树脂砂结合消失模铸造精炼锅模具在使用时,首先将树脂砂模型5放置在砂箱1内,再将消失模2倒扣在树脂砂模型5上,即保证精炼锅锅底处于砂箱1内部上方,然后再向砂箱1内壁和消失模2外壁之间注入石英砂4,然后启动负压组件3,用液态金属通过浇铸通道22对消失模2进行浇铸,消失模2气化而液态金属占据了消失模2的位置,复制出与消失模2一样的铸件,冷却凝固后形成精炼锅,然后释放真空,石英砂4呈松散状态,最后再翻转砂箱1以倒出石英砂4,进而取出精炼锅。
36.本技术提供的树脂砂结合消失模铸造精炼锅模具,通过设置消失模2模拟精炼锅的形状,设置与精炼锅内腔形状相适应的树脂砂模型5并在浇铸前用树脂砂模型5填充消失模2的内腔,用石英砂4填充消失模2外的砂箱1内部,在负压组件3提供的负压条件下用液态金属浇铸消失模2时,液态金属占据了消失模2的位置,形成了精炼锅的形状,本技术无需在消失模2上开设装砂口,铸造而成的精炼锅的锅底不会留有死角,精炼锅的一体性良好,提升了精炼锅的质量。另外,用预先按精炼锅内腔形状制成的树脂砂模型5放置在砂箱1内,相比于用石英砂4从消失模2顶端开设的装砂口倒入消失模2内腔,节省了装箱时间,提升了精炼锅的铸造效率,进而提高了精炼锅的产能。
37.在一些实施例中,如图2和图4所示,消失模2顶端外设置有浇铸管21,浇铸管21的进液端延伸至砂箱1外,浇铸管21的出液端与浇铸通道22相连接。通过浇铸管21注入的液态金属在重力作用下向下流入消失模2的底端,即从精炼锅的锅底流向锅的侧壁,从顶端浇铸使得精炼锅的侧壁各处厚度均匀,还便于浇铸后取出浇铸管21。
38.在一些实施例中,如图2至图4所示,负压组件3包括抽气口31、通气管32以及带有多个通气孔33的安装板34,砂箱1的外壁上设置有通气管32,砂箱1内壁上与通气管32相对应的位置处可拆卸连接有安装板34,通气管32外侧通过抽气口31与抽气设备相连接。抽气设备为砂箱1内气体流通提供动力,砂箱1内石英砂4之间的空气通过通气孔33进入通气管32内,再从抽气口31被抽气设备吸出,有利于在砂箱1内营造真空环境。安装板34与砂箱1内壁可拆卸连接,可以定期将安装板34取下,以清洗通气孔33,防止通气孔33被石英砂4堵塞。
39.在一些实施例中,如图2和图4所示,每个通气管32以围绕的方式均匀设置在砂箱1的外侧壁上,本实施例设置三个通气管32,并且三个通气管32以围绕的方式均匀设置在砂箱1的外侧壁上,本技术还与三个通气管32分别一一对应的设置有三个安装板34,每个安装板34以围绕的方式均匀设置在砂箱1的内侧壁上,每个安装板34在砂箱1的每个侧壁对应的位置上均带有多个通气孔33。另外本技术还可以在砂箱1的底壁上均匀设置三个通气管32,能够从不同方向均匀抽取石英砂4中的空气,使得石英砂4模型更加紧实。多个通气管32之间通过连接管35相连通,能够减少抽气口31和抽气设备的数量,节约成本。
40.在一些实施例中,如图2和图3所示,安装板34与砂箱1内壁之间设置有滤网36。滤网36可以阻挡石英砂4通过通气孔33进入通气管32内,保障抽气管内气体的顺畅流通。
41.在一些实施例中,如图2和图4所示,砂箱1为顶端敞开的方形箱体,石英砂4上方覆盖有塑料薄膜11。砂箱1顶端敞开便于浇铸结束后倒出石英砂4;塑料薄膜11能够在浇铸时覆盖在石英砂4上,需要注意的是,塑料薄膜11的尺寸应足够大以覆盖砂箱1内的所有石英砂4,塑料薄膜11与砂箱1之间形成密闭的空间有助于抽真空,塑料薄膜11还能够在浇铸后轻松地从石英砂4上取下,便于使用。
42.在一些实施例中,如图4所示,砂箱1相对的两个外侧壁上对称设置有两个吊装板12。浇铸结束后,通过例如行车的起吊装置勾住吊装板12,再翻转砂箱1将石英砂4倒出,进而取出精炼锅。
43.在一些实施例中,如图1所示,树脂砂模型5由树脂砂固化而成。在实际生产中,树脂砂、固化剂和石英砂之间比如可以按照2:1:20的比例进行混合搅拌,再将混合后的树脂砂、固化剂和石英砂放入精炼锅木模型内振动捣实,形成精炼锅内腔的形状,以制成树脂砂模型5。
44.最后应说明的是,以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1