热处理防变形装料工装的制作方法
本技术涉及热处理,具体地,涉及一种热处理防变形装料工装。
背景技术:
1、热处理是指金属材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺,汽车油封中心螺栓热处理过程中,常规的装料方式为螺栓立放在工装上,螺栓底部平面直接接触工装,在热处理加热过程,产品由于重力向下挤压工装,易发生变形。
技术实现思路
1、针对现有技术的不足,本申请提供一种热处理防变形装料工装。
2、本申请公开的一种热处理防变形装料工装包括:架体,架体包括底板及支撑杆,支撑杆间隔设于底板一侧且与底板垂直,支撑杆横剖面为十字形,支撑杆长度大于35mm。
3、优选地,包括至少两个架体,架体由上至下依次叠设形成垛体,垛体中每个架体还包括围框,围框围绕支撑杆设于底板周缘。
4、优选地,底板上设有多个镂空位,相邻的两个镂空位的交接位置分别设有一个支撑杆。
5、优选地,相邻的两个架体中,位于下方的围框与位于上方的底板可拆卸式连接,且设于下方底板上的多个支撑杆与设于上方底板上的多个支撑杆均错位排列,设于下方底板上的多个支撑杆分别与设于上方底板上的多个镂空位一一对应。
6、优选地,底板上还设有若干支柱,若干支柱位于底板设有支撑杆的一侧,支柱与围框同高。
7、优选地,相邻的两个架体中,位于上方的底板上的若干支柱与位于下方底板上的若干支柱分别一一同轴。
8、优选地,围框上还设有卡接位,位于下方的围框与位于上方的底板通过卡接位卡接。
9、优选地,多个支撑杆均分成多行排列于底板上,每行排列的多个支撑杆分别与其他行排列的多个支撑杆一一正对。
10、优选地,还包括底座,垛体由上至下依次叠设的架体中,位于最下方的架体设于底座上。
11、优选地,包括至少两个垛体,每个垛体中位于最下方的架体均设于底座上。
12、本申请的有益效果在于:汽车油封中心螺栓热处理过程中,将螺栓从开口处装入支撑杆上端,架体采用悬空立挂工装设计,螺栓架设于支撑杆上,支撑杆长度大于35mm,即高于螺栓长度,螺栓与底板无直接接触,支撑杆使螺栓底部平面悬空垂直于架体,避免了因重量下垂挤压底部平面,控制螺栓底板平面变形。
技术特征:
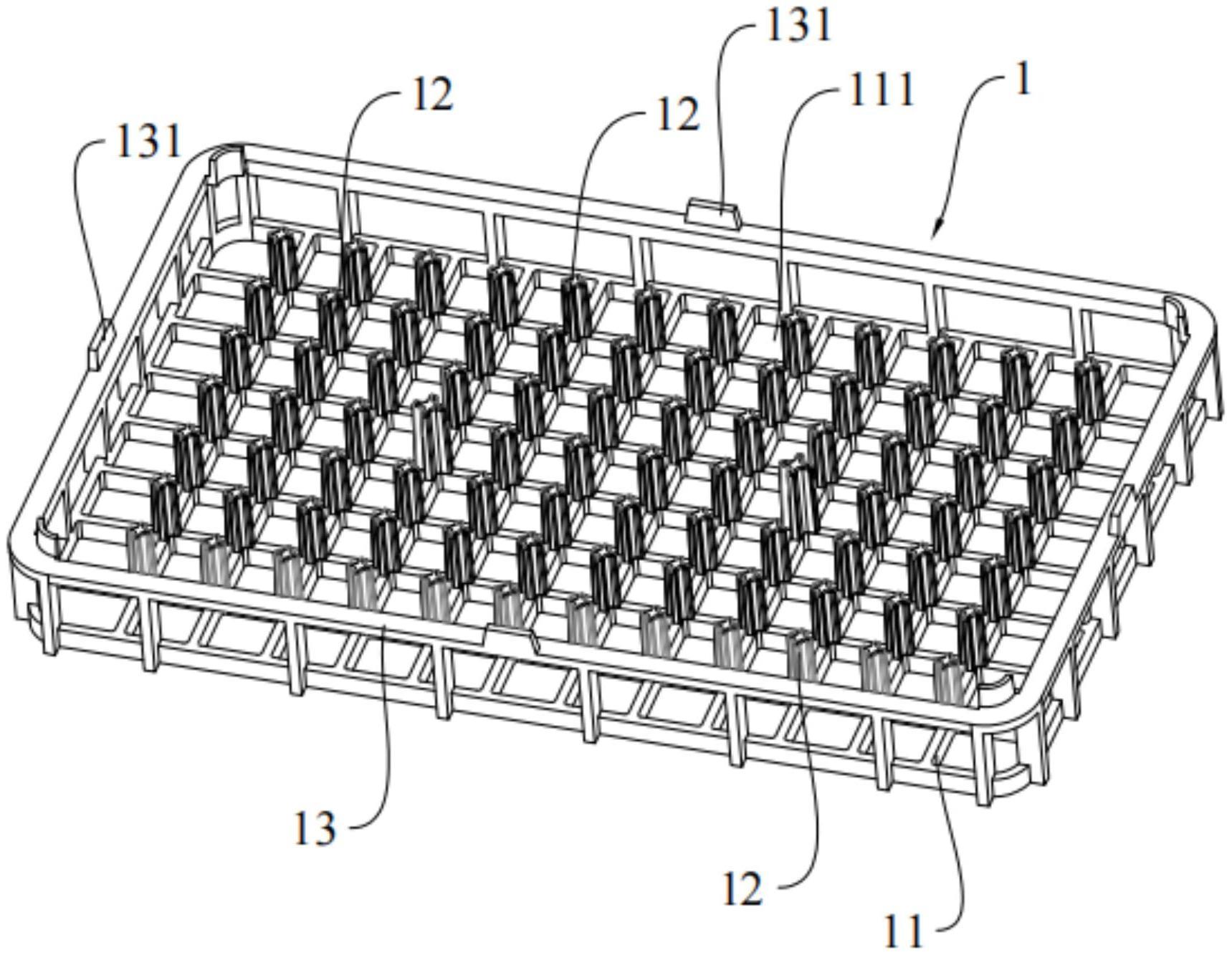
1.一种热处理防变形装料工装,其特征在于,包括架体(1),所述架体(1)包括底板(11)及多个支撑杆(12),多个所述支撑杆(12)间隔设于所述底板(11)一侧且与所述底板(11)垂直,所述支撑杆(12)横剖面为十字形,所述支撑杆(12)长度大于35mm。
2.根据权利要求1所述的热处理防变形装料工装,其特征在于,包括至少两个架体(1),至少两个所述架体(1)由上至下依次叠设形成垛体(2),所述垛体(2)中每个所述架体(1)还包括围框(13),所述围框(13)围绕所述支撑杆(12)设于所述底板(11)周缘。
3.根据权利要求2所述的热处理防变形装料工装,其特征在于,所述底板(11)上设有多个镂空位(111),相邻的两个所述镂空位(111)的交接位置分别设有一个所述支撑杆(12)。
4.根据权利要求3所述的热处理防变形装料工装,其特征在于,相邻的两个所述架体(1)中,位于下方的所述围框(13)与位于上方的所述底板(11)可拆卸式连接,且设于下方所述底板(11)上的多个所述支撑杆(12)与设于上方所述底板(11)上的多个所述支撑杆(12)均错位排列,设于下方所述底板(11)上的多个所述支撑杆(12)分别与设于上方所述底板(11)上的多个所述镂空位(111)一一对应。
5.根据权利要求2所述的热处理防变形装料工装,其特征在于,所述底板(11)上还设有若干支柱(14),若干所述支柱(14)位于底板(11)设有支撑杆(12)的一侧,所述支柱(14)与所述围框(13)同高。
6.根据权利要求5所述的热处理防变形装料工装,其特征在于,相邻的两个所述架体(1)中,位于上方的所述底板(11)上的若干所述支柱(14)与位于下方所述底板(11)上的若干所述支柱(14)分别一一同轴。
7.根据权利要求2所述的热处理防变形装料工装,其特征在于,所述围框(13)上还设有卡接位(131),位于下方的所述围框(13)与位于上方的所述底板(11)通过所述卡接位(131)卡接。
8.根据权利要求1所述的热处理防变形装料工装,其特征在于,多个所述支撑杆(12)均分成多行排列于所述底板(11)上,每行排列的多个所述支撑杆(12)分别与其他行排列的多个所述支撑杆(12)一一正对。
9.根据权利要求2所述的热处理防变形装料工装,其特征在于,还包括底座(3),所述垛体(2)由上至下依次叠设的所述架体(1)中,位于最下方的所述架体(1)设于所述底座(3)上。
10.根据权利要求9所述的热处理防变形装料工装,其特征在于,包括至少两个所述垛体(2),每个所述垛体(2)中位于最下方的所述架体(1)均设于所述底座(3)上。
技术总结
本申请提供一种热处理防变形装料工装,包括架体,架体包括底板及支撑杆,支撑杆间隔设于底板一侧且与底板垂直,支撑杆横剖面为十字形,支撑杆长度大于35mm;汽车油封中心螺栓热处理过程中,将螺栓从开口处装入支撑杆上端,架体采用悬空立挂工装设计,使螺栓底部平面悬空垂直于架体,避免了因重量下垂挤压底部平面,控制螺栓底板平面变形。
技术研发人员:黄文威,黄志光,彭德榜,杨中全
受保护的技术使用者:惠州市锦龙精密真空热处理有限公司
技术研发日:20220530
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!