一种加工发电机壳体的模芯结构的制作方法
1.本实用新型涉及汽车发电机技术领域,特别是涉及一种加工发电机壳体的模芯结构。
背景技术:
2.汽车发电机是汽车的主要电源,其功用是在发电机正常运转时,向所有用电设备供电,同时向蓄电池充电,近年来,随着我国经济发展,汽车产销量不断增长,目前我国已成为全世界第一大汽车产销国。
3.发电机壳体是汽车发电机的重要组成部件之一,如图5所示,发电机壳体包括发电机壳体主体19和对接座20,发电机壳体主体19具有一内腔23,发电机壳体主体19顶部设有对接座20,该对接座20侧边开设有对接孔位21,发电机壳体主体19的侧面还有网格状的筋面22,为了确保模具能够生产结构较为复杂的发电机壳体,需要设计合理的流道以及渣包设置点等结构来完成产品成型。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种加工发电机壳体的模芯结构,浇注流道的底面为逐级抬升的阶梯面,不同高度的阶梯面与成型区域之间均设置有一连接流道,阶梯面的设计不仅能引导金属熔液往连接流道分流,还能减少金属熔液的冲击力。
5.本实用新型解决其技术问题所采用的技术方案是:提供一种加工发电机壳体的模芯结构,包括上模芯和下模芯,所述的上模芯与下模芯之间设有模腔,所述的下模芯上端中部安装有成型内腔镶块,所述的上模芯与下模芯之间位于成型内腔镶块的前后左右分别布置有四个抽芯块,四个抽芯块围成模腔的侧壁,所述的上模芯下端设置有成型区域,该上模芯下端位于成型区域的前侧设置有浇注口,所述的浇注口的出口处分叉形成两个浇注流道,所述的浇注流道的底面为逐级抬升的阶梯面,不同高度的阶梯面与成型区域之间均设置有一连接流道。
6.作为对本实用新型所述的技术方案的一种补充,所述的上模芯下端位于成型区域后侧的边缘均匀设置有若干个渣包。
7.作为对本实用新型所述的技术方案的一种补充,所述的成型区域内部开设有成型凹腔,所述的上模芯上方一侧安装有侧孔辅助装置,该侧孔辅助装置包括油缸和侧孔镶针,所述的油缸活塞杆的一端倾斜向下并通过联轴器与侧孔镶针相连,该侧孔镶针一端插入到成型凹腔内。
8.作为对本实用新型所述的技术方案的一种补充,所述的连接流道一端设置有与成型区域相连的对接口,该对接口的底面朝着成型区域方向倾斜向下,所述的对接口的宽度朝着成型区域方向逐渐变大。
9.作为对本实用新型所述的技术方案的一种补充,所述的下模芯上端围绕着成型内腔镶块的前后左右分别布置有四排渣包,每排渣包分成两组渣包,所述的下模芯上端的四
个角落处均安装有一凸台,每个凸台上端均开设有一集中腔,每个集中腔分别与相邻的两组渣包相连。
10.作为对本实用新型所述的技术方案的一种补充,所述的凸台上开设有连接集中腔的引出槽。
11.作为对本实用新型所述的技术方案的一种补充,每组渣包之间均设置有一连接凹槽,该连接凹槽一端与集中腔相连。
12.有益效果:本实用新型涉及一种加工发电机壳体的模芯结构,上模芯下端位于成型区域的前侧设置有浇注口,浇注口的出口处分叉形成两个浇注流道,通过两个浇注流道使得产品左右填充速度能大致保持一致,大大提高了产品的质量,同时提高了生产效率,且金属熔液是从产品的顶部流向产品的全部,这样得到产品比较结实,不会产生气孔、气泡等缺陷,提高了产品的质量;浇注流道的底面为逐级抬升的阶梯面,不同高度的阶梯面与成型区域之间均设置有一连接流道,阶梯面的设计不仅能引导金属熔液往连接流道分流,还能减少金属熔液的冲击力;下模芯上端围绕着成型内腔镶块的前后左右分别布置有四排渣包,四排渣包较为均匀布置,能有效防止产品产生冷滆的效果。
附图说明
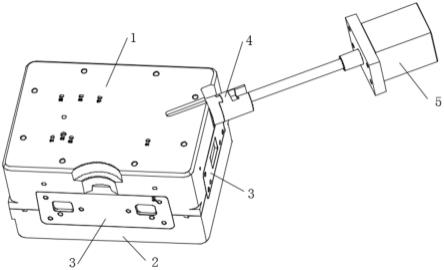
13.图1是本实用新型的结构示意图;
14.图2是本实用新型所述的下模芯和抽芯块的结构示意图;
15.图3是本实用新型所述的上模芯的结构示意图;
16.图4是本实用新型所述的下模芯的结构示意图;
17.图5是本实用新型加工的发电机壳体的结构示意图。
18.图示:1、上模芯,2、下模芯,3、抽芯块,4、联轴器,5、油缸,6、成型内腔镶块,7、凸台,8、成型区域,9、浇注口,10、浇注流道,11、连接流道,12、成型凹腔,13、侧孔镶针,14、渣包,15、对接口,16、引出槽,17、集中腔,18、连接凹槽,19、发电机壳体主体,20、对接座,21、对接孔位,22、筋面,23、内腔。
具体实施方式
19.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
20.本实用新型的实施方式涉及一种加工发电机壳体的模芯结构,如图1-4所示,包括上模芯1和下模芯2,所述的上模芯1和下模芯2安装在上模框与下模框之间,所述的上模芯1与下模芯2之间设有模腔,所述的下模芯2上端中部安装有成型内腔镶块6,成型内腔镶块6用于辅助内腔23的成型,所述的上模芯1与下模芯2之间位于成型内腔镶块6的前后左右分别布置有四个抽芯块3,四个抽芯块3围成模腔的侧壁,所述的上模芯1下端设置有成型区域8,该成型区域8为模腔的顶部,所述的上模芯1下端位于成型区域8的前侧设置有浇注口9,该浇注口9的出口处分叉形成两个浇注流道10,通过两个浇注流道10使得产品左右填充速度能大致保持一致,大大提高了产品的质量,同时提高了生产效率,且金属熔液是从产品的
顶部流向产品的全部,这样得到产品比较结实,不会产生气孔、气泡等缺陷,提高了产品的质量,所述的浇注流道10的底面为逐级抬升的阶梯面,不同高度的阶梯面与成型区域8之间均设置有一连接流道11;阶梯面的设计不仅能引导金属熔液往连接流道11分流,还能减少金属熔液的冲击力。
21.所述的上模芯1下端位于成型区域8后侧的边缘均匀设置有若干个渣包14。
22.所述的成型区域8内部开设有成型凹腔12,所述的上模芯1上方一侧安装有侧孔辅助装置,该侧孔辅助装置包括油缸5和侧孔镶针13,所述的油缸5安装在上模框外侧,所述的油缸5活塞杆的一端倾斜向下并通过联轴器4与侧孔镶针13相连,该侧孔镶针13一端插入到成型凹腔12内,所述的成型凹腔12用于辅助成型对接座20;侧孔镶针13的数量为2个,用于辅助对接孔位21的成型。
23.所述的连接流道11一端设置有与成型区域8相连的对接口15,该对接口15的底面朝着成型区域8方向倾斜向下,所述的对接口15的宽度朝着成型区域8方向逐渐变大,对接口15的形状设计是为了金属熔液更加快速的流入模腔,提高效率。
24.参照图4所示,所述的下模芯2上端围绕着成型内腔镶块6的前后左右分别布置有四排渣包14,四排渣包14较为均匀布置,能有效防止产品产生冷滆的效果,每排渣包14分成两组渣包14,每组渣包14包含三个渣包14,所述的下模芯2上端的四个角落处均安装有一凸台7,每个凸台7上端均开设有一集中腔17,每个集中腔17分别与相邻的两组渣包14相连;四个凸台7还能分别引导四个抽芯块3导向滑动。
25.所述的上模框与下模框之间安装有排气块组,所述的凸台7上开设有连接集中腔17的引出槽16,该引出槽16一端引出与排气块组相连。
26.每组渣包14之间均设置有一连接凹槽18,该连接凹槽18一端与集中腔17相连。
27.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
28.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述做出相应解释。
29.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
30.以上对本技术所提供的一种加工发电机壳体的模芯结构,进行了详细介绍,本文
中应用了具体例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1