一种具有超大斜度的斜滑块的压铸模具的制作方法
1.本实用新型涉及成型模具技术领域,特别涉及一种具有超大斜度的斜滑块的压铸模具。
背景技术:
2.成型模具是依据实物的形状和结构按比例制成的模具,用压制或浇灌的方法使材料成为一定形状的工具。其原理是将塑料原料加入预热的加料室,然后向压柱施加压力,塑料在高温高压下熔融,并通过模具的浇注系统进入型腔,逐渐硬化成压铸件100。所述压铸件100内部中空设置且设有开口,所述压铸件100两端分别设置成型段110,所述成型段110呈l形结构且开口角度为钝角,角度为155度。所述成型段110上设有两个通孔120,所述通孔120倒角设置。由于所述通孔120位于开口角度为钝角的所述成型段110上,因此所述通孔120 的中心轴并不是平行于水平面的,同时所述通孔120倒角设置,使得侧抽模时需要沿所述通孔120的中心轴进行抽模,这样才不会损坏倒角和保证通孔厚度相同。但是现有技术中的压铸模具大多是水平抽模或只有3到5度的倾斜,如专利号为cn202021322813.x所公开的压铸模具斜顶成型结构,该技术方案上模座和下模座合模时,斜顶块与上模仁抵触,斜顶块后退,同时斜导柱推动滑块滑入腔体,金属液体在高压下充满型腔,产品成型后,上模座和下模座分开,滑块在斜导柱的驱动下远离型腔,弹簧有效防止滑动重新滑入腔体,顶针板驱动顶针将斜顶块顶出,斜顶块将产品顶出。其斜顶块只能水平的移动,难以形成一些具有角度的通孔。
技术实现要素:
3.有鉴于此,本实用新型提供了一种具有超大斜度的斜滑块的压铸模具,以解决上述技术问题。
4.一种具有超大斜度的斜滑块的压铸模具,其用于压铸成型压铸件,所述压铸件内部中空设置且设有开口,所述压铸件两端分别设置成型段,所述成型段呈l形结构且开口角度为钝角,所述成型段上设有两个通孔,所述通孔倒角设置。所述具有超大斜度的斜滑块的压铸模具包括一个下模机构,一个设置在所述下模机构上的上模机构,以及两个设置在所述下模机构上的斜滑块机构。所述下模机构包括一个下模板,一个设置在所述下模板上的成型凸块,以及两个设置在所述下模板的滑槽。两个所述滑槽分别设置在所述下模板两端且与所述下模板一端连通,所述滑槽的底面倾斜设置且与所述斜滑块机构的滑动方向相同。所述上模机构包括一个设置在所述下模板上的上模板,以及一个设置在所述上模板上的成型凹槽。所述成型凹槽与所述成型凸块相向设置,在合模后所述成型凸块与所述成型凹槽相互间隔设置,以形成中空设置的并用于成型所述压铸件的成型空腔。所述斜滑块机构包括两个设置在所述滑槽上的固定块,一个滑动设置在所述固定块上的滑块,两个设置在所述滑块上的抽块,以及一个倾斜设置在所述上模板上的斜滑杆。所述固定块相向侧设有一个导向槽,所述导向槽与所述压铸件的所述通孔的中心轴平行。所述滑块位于两个所
述固定块之间,所述滑块朝向所述固定块的两端设有与所述导向槽的结构相互契合的滑动块,所述滑动块沿所述导向槽滑动。所述抽块一端与所述滑块连接,另一端设有用于成型所述通孔的圆台,在合模时所述抽块插入所述成型空腔中,所述斜滑杆一端设置在所述上模板上,另一端活动插设在所述滑块上。
5.进一步地,所述下模机构还包括四个设置在所述下模板的四个角上的导向孔,以及一个设置在所述下模板上的流道组件。
6.进一步地,所述流道组件包括一个设置在所述下模板上的导流柱,以及多个设置在所述下模板上的流道,所述导流柱朝向所述流道的一侧设有导流槽,所述导流槽与所述流道连通。
7.进一步地,所述具有超大斜度的斜滑块的压铸模具还包括一个设置在所述下模机构的顶针机构,所述顶针机构包括两个间隔设置在所述下模板上的底座,一个位于两个所述底座之间的顶针板,四个设置在所述顶针板的四个角上的复位针,以及多个设置在所述顶针板上的顶针。
8.进一步地,所述复位针一端与所述顶针板连接,另一端与所述下模板连接,所述顶针一端与所述顶针板连接,另一端插设在所述下模板上,所述顶针位于所述流道和所述成型凸块上。
9.进一步地,所述上模机构还包括四个设置在所述上模板的四个角上的导向柱,一个设置在所述上模板上的浇注口,以及两个设置在所述上模板上的限位块。
10.进一步地,所述导向柱插设在所述导向孔内。
11.进一步地,所述限位块设置在所述上模板两端,两个所述限位块的排列方向平行于两个所述滑槽的排列方向,在合模时所述限位块抵顶在所述斜滑块机构上。
12.与现有技术相比,本实用新型提供的具有超大斜度的斜滑块的压铸模具的两个所述滑槽分别设置在所述下模板两端且与所述下模板一端连通,所述滑槽的底面倾斜设置且与所述斜滑块机构的滑动方向相同。所述固定块设置在所述滑槽上,所述固定块相向侧设有一个导向槽,所述导向槽与所述压铸件的所述通孔的中心轴平行。所述滑块朝向所述固定块的两端设有与所述导向槽的结构相互契合的滑动块。在开模时,通过开模运动使所述滑块通过所述滑动块沿所述导向槽滑动将所述抽块抽出时,从而保证所述抽块能沿所述通孔的中心轴抽出,可以很好的形成所述通孔和倒角,保证通孔和倒角成型完整,提高产品质量。
附图说明
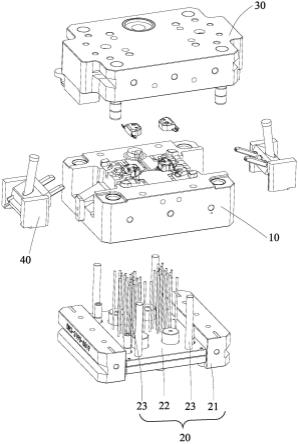
13.图1为本实用新型提供的一种具有超大斜度的斜滑块的压铸模具的结构示意图。
14.图2为图1的具有超大斜度的斜滑块的压铸模具的分解结构图。
15.图3为图1的具有超大斜度的斜滑块的压铸模具所具有的下模机构的结构示意图。
16.图4为图1的具有超大斜度的斜滑块的压铸模具所具有的上模机构的结构示意图。
17.图5为图1的具有超大斜度的斜滑块的压铸模具所具有的斜滑块机构的结构示意图。
18.图6为图1的具有超大斜度的斜滑块的压铸模具的剖视图。
19.图7为图1的具有超大斜度的斜滑块的压铸模具所要压铸的压铸件的结构示意图。
20.图8为图1的具有超大斜度的斜滑块的压铸模具所要压铸的压铸件的侧视图。
具体实施方式
21.以下对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
22.如图1至图8所示,其为本实用新型提供的具有超大斜度的斜滑块的压铸模具的结构示意图。所述具有超大斜度的斜滑块的压铸模具包括一个下模机构 10,一个设置在所述下模机构10的顶针机构20,一个设置在所述下模机构10 上的上模机构30,以及两个设置在所述下模机构10上的斜滑块机构40。可以想到的是,所述具有超大斜度的斜滑块的压铸模具还包括其他的一些功能模块,如组装组件,导向组件,调温组件,以及浇注组件等等,其为本领域技术人员所习知的技术,在此不再赘述。
23.首先需要说明的是,所述具有超大斜度的斜滑块的压铸模具用于将压铸溶液浇注成压铸件100。所述压铸件100内部中空设置且设有开口,所述压铸件 100两端分别设置成型段110,所述成型段110呈l形结构且开口角度为钝角。所述成型段110上设有两个通孔120,所述通孔120倒角设置。
24.所述下模机构10包括一个下模板11,一个设置在所述下模板11上的成型凸块12,四个设置在所述下模板11的四个角上的导向孔13,一个设置在所述下模板11上的流道组件14,以及两个设置在所述下模板11的滑槽15。
25.所述成型凸块12设置在下模板11朝向所述上模机构30的一个端面,在合模后所述成型凸块12与下述的成型凹槽33相互间隔设置,从而形成中空设置的并用于成型所述压铸件100的成型空腔,所述成型空腔的结构与所述压铸件100的结构相同,从而在压铸溶液通过流道组件14流入所述成型空腔并冷却硬化后,形成所述压铸件100。所述导向孔13用于与所述上模机构30配合来提高开合模的精度和稳定性。所述流道组件14包括一个设置在所述下模板11上的导流柱141,以及多个设置在所述下模板11上的流道142。所述导流柱141朝向所述流道142的一侧设有导流槽143,所述导流槽143与所述流道142连通,所述导流柱141和所述导流槽143用于均匀压铸溶液流动的速度,压铸溶液会顺着所述导流槽143流入所述流道142中,从而避免压铸溶液刚进入流道142 时压力过大。所述流道142与所述成型空腔连通,使压铸溶液能均匀的流入所述成型空腔中。两个所述滑槽15分别设置在所述下模板11两端且与所述下模板11一端连通。所述滑槽15用于设置所述斜滑块40。所述滑槽15的底面倾斜设置且与所述斜滑块机构40的滑动方向相同,从而防止所述斜滑块机构40滑动的时候出现偏移的现象。
26.所述顶针机构20包括两个间隔设置在所述下模板11上的底座21,一个位于两个所述底座21之间的顶针板22,四个设置在所述顶针板22的四个角上的复位针23,以及多个设置在所述顶针板22上的顶针24。
27.所述底座21作为整个压铸模具的基座用于承载重量。所述复位针23一端与所述顶针板22连接,另一端与所述下模板11连接,从而连接所述顶针板22 并导向所述顶针板22的移动方向。所述顶针24一端与所述顶针板22连接,另一端插设在所述下模板11上,所述顶针24位于所述流道142和所述成型凸块 12上,从而使所述顶针24能在所述顶针板22的带动下,将所述压铸件100和流道内的残渣都顶出,实现出料。
28.所述上模机构30包括一个设置在所述下模板11上的上模板31,四个设置在所述上模板31的四个角上的导向柱32,一个设置在所述上模板31上的成型凹槽33,一个设置在所述上模板31上的浇注口34,以及两个设置在所述上模板31上的限位块35。
29.所述导向柱32插设在所述导向孔13内,在合模时可以提高上模机构30移动的稳定性,提高开合模精度。所述成型凹槽33与所述成型凸块12相向设置,从而在合模后形成所述成型空腔。所述导流柱133位于所述浇注口34内,压铸溶液从所述浇注口34进入,然后顺着导流槽143流入所述流道142中。所述限位块35设置在所述上模板31两端,两个所述限位块35的排列方向平行于两个所述滑槽15的排列方向,从而使所述限位块35和所述滑槽15位于同一侧。在合模时,所述限位块35抵顶在所述斜滑块机构40上,以避免所述斜滑块机构 40移动,保证成型质量。
30.所述斜滑块机构40包括两个设置在所述滑槽15上的固定块41,一个滑动设置在所述固定块41上的滑块42,两个设置在所述滑块42上的抽块43,以及一个倾斜设置在所述上模板31上的斜滑杆44。
31.所述固定块41相向侧设有一个导向槽411,所述导向槽411与所述压铸件 100的所述通孔120的中心轴平行。所述滑块42位于两个所述固定块41之间,所述滑块42朝向所述固定块41的两端设有与所述导向槽411的结构相互契合的滑动块421。所述滑动块421沿所述导向槽411滑动,所述抽块43一端与所述滑块42连接,另一端设有用于成型所述通孔120的圆台431,在合模时所述抽块43插入所述成型空腔中,使所述圆台431成型出所述通孔120,同时由于圆台结构因此也能很好的成型出通孔上的倒角。
32.由于所述导向槽411与所述通孔120的中心轴平行,因此当所述滑块42通过所述滑动块421沿所述导向槽411滑动将所述抽块43抽出时,可以保证所述抽块43能沿所述通孔120的中心轴抽出,不会影响到倒角,保证通孔的成型质量。所述斜滑杆44一端设置在所述上模板31上,另一端活动插设在所述滑块 42上,由于所述斜滑杆44倾斜设置,因此当所述上模机构30垂直移动进行开模时,可以通过开模的动力,来带动所述滑块42沿所述导向槽411滑动。
33.与现有技术相比,本实用新型提供的具有超大斜度的斜滑块的压铸模具的两个所述滑槽15分别设置在所述下模板11两端且与所述下模板11一端连通,所述滑槽15的底面倾斜设置且与所述斜滑块机构40的滑动方向相同。所述固定块41设置在所述滑槽15上,所述固定块41相向侧设有一个导向槽411,所述导向槽411与所述压铸件100的所述通孔120的中心轴平行。所述滑块42朝向所述固定块41的两端设有与所述导向槽411的结构相互契合的滑动块421。在开模时,通过开模运动使所述滑块42通过所述滑动块421沿所述导向槽411 滑动将所述抽块43抽出时,从而保证所述抽块43能沿所述通孔120的中心轴抽出,可以很好的形成所述通孔120和倒角,保证通孔和倒角成型完整,提高产品质量。
34.以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1