一种银锭打磨抛光系统的制作方法
1.本实用新型属于打磨抛光领域,具体是涉及到一种银锭打磨抛光系统。
背景技术:
2.传统银锭抛光大多采用人工手动抛光,抛光产生的粉尘、噪音、振动有损人员身体健康,抛光以及搬运银锭,劳动强度大。操作者技术熟练程度、对质量的认知以及身心状况等因素都会影响银锭抛光质量,导致银锭质量稳定性不高。同时,非自动的抛光方式,生产效率低,生产成本高,不便于生产管理。
3.目前也有半自动化银锭抛光,银锭多面的打磨工序复杂,难以高效和高精度的完成抛光打磨,同时由于银锭的打磨要求高,多面打磨费时费力,进而导致设备的制造成本、控制成本和能耗均较高,不利于生产管理和推广应用。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种快速高精度对工件多面进行打磨的银锭打磨抛光系统。
5.本实用新型的内容包括依次设置的上料输送线、打磨装置和下料输送线,所述打磨装置包括侧面打磨组件和上下面打磨组件,所述上下面打磨组件包括移动机械手、滚轮打磨组件和翻转组件,所述移动机械手包括直线移动组件和第二夹头。
6.更进一步地,所述上料输送线、侧面打磨组件、上下面打磨组件和下料输送线依次设置。
7.更进一步地,所述侧面打磨组件和上下面打磨组件整体呈垂直状态设置。
8.更进一步地,所述滚轮打磨组件包括架体、第二打磨组件以及沿架体依次设置的若干个辊筒,所述第二打磨组件包括第二电机和第二打磨辊,第二打磨辊与辊筒平行设置,还包括驱动第二打磨辊朝向若干个辊筒形成的工作面进行升降的升降驱动组件,所述直线移动组件的移动方向与若干个辊筒排列方向一致。
9.更进一步地,所述滚轮打磨组件依次设置有若干组,相邻滚轮打磨组件的第二打磨辊精度依次提高。
10.更进一步地,每两个滚轮打磨组件之间设置有过渡辊。
11.更进一步地,所述第二电机固定设置在架体上,所述第二电机输出轴和第二打磨辊通过第二皮带组件连接,所述第二电机轴线与转动架的摆动轴线同轴。
12.更进一步地,所述移动机械手还包括连接直线移动组件和第二夹头的第二升降组件。
13.本实用新型的有益效果是,本实用新型依次设置上料输送线、侧面打磨组件、上下面打磨组件和下料输送线,或者上料输送线、上下面打磨组件、侧面打磨组件和下料输送线依次设置,一条生产线直接完成银锭的上料、四面打磨、上下面打磨和下料,极大的提高工作效率,其中,上下面打磨组件通过设置移动机械手、滚轮打磨组件和翻转组件,用于对工
件例如银锭的上下两面进行打磨,且无需将工件安装于工装夹具。
附图说明
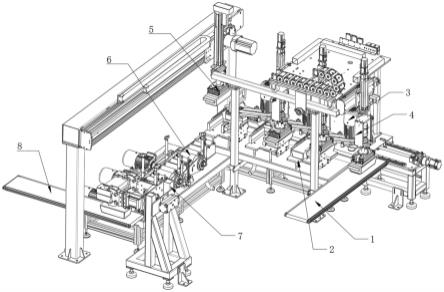
14.图1为本实用新型的第一角度结构示意图。
15.图2为本实用新型的第二角度结构示意图。
16.图3为本实用新型中侧面打磨组件的结构示意图。
17.图4为本实用新型中上下面打磨组件部分的结构示意图。
18.图5为本实用新型中上下面打磨组件第一角度的结构示意图。
19.图6为本实用新型中上下面打磨组件第二角度的结构示意图。
20.图7为本实用新型中上下面打磨组件部分第一角度的结构示意图。
21.图8为本实用新型中上下面打磨组件部分第二角度的结构示意图。
22.图9为本实用新型中转动架的结构示意图。
23.在图中,1-上料输送线;2-工装夹具;3-侧面打磨组件;301-机架;302-滑动板;304-第一打磨组件;305-直线驱动件;4-换向机械手;401-第一升降组件;402-旋转组件;403-第一夹头;5-移动机械手;501-直线移动组件;502-第二升降组件;503-第二夹头;6-滚轮打磨组件;601-架体;602-辊筒;603-第二打磨组件;6031-电机;6032-打磨辊;6033-转动架;604-打磨动力件;605-皮带组件;606-过渡辊;7-翻转组件;8-下料输送线。
具体实施方式
24.如附图1-9所示,本实用新型包括依次设置的上料输送线1、打磨装置和下料输送线8,所述打磨装置包括侧面打磨组件3和上下面打磨组件,所述上下面打磨组件包括移动机械手5、滚轮打磨组件6和翻转组件7,所述移动机械手5包括直线移动组件501和第二夹头503。
25.本实用新型依次设置上料输送线1、侧面打磨组件3、上下面打磨组件和下料输送线8,或者上料输送线1、上下面打磨组件、侧面打磨组件3和下料输送线8依次设置,一条生产线直接完成银锭的上料、四面打磨、上下面打磨和下料,极大的提高工作效率,其中,上下面打磨组件通过设置移动机械手5、滚轮打磨组件6和翻转组件7,用于对工件例如银锭的上下两面进行打磨,且无需将工件安装于工装夹具。
26.所述上料输送线1、侧面打磨组件3、上下面打磨组件和下料输送线8依次设置,优先进行侧面打磨再进行上下面打磨,可以避免在上下面打磨之后需要配合工装夹具进行侧面打磨,同时便于设备的衔接和过渡。
27.所述侧面打磨组件3和上下面打磨组件整体呈垂直状态设置,有效利用场地空间,提高结构紧凑性。
28.所述上下面打磨组件包括移动机械手5、滚轮打磨组件6和翻转组件7,所述移动机械手5包括直线移动组件501和第二夹头503,所述滚轮打磨组件6包括架体601、第二打磨组件603以及沿架体601依次设置的若干个辊筒602,所述第二打磨组件603包括第二电机6031和第二打磨辊6032,第二打磨辊6032与辊筒602平行设置,还包括驱动第二打磨辊6032朝向若干个辊筒602形成的工作面进行升降的升降驱动组件,其中升降驱动组件可以为设置在架体601两侧的两个气缸或液压缸,气缸或液压缸的输出端与第二打磨辊6032转动连接,所
述直线移动组件501的移动方向与若干个辊筒602排列方向一致。
29.上下面打磨组件通过设置移动机械手5、滚轮打磨组件6和翻转组件7,用于对工件例如银锭的上下两面进行打磨,且无需将工件安装于工装夹具,同时移动机械手5仅需提供移动和部分下压力,无需保证工件的平稳,有效降低移动机械手5的要求,具体而言,本实用新型的滚轮打磨组件6通过设置若干个与第二打磨辊6032相互平行的辊筒602,便于支撑工件,保证工件与第二打磨辊6032的接触,同时为工件的移动进给提供支撑,第二打磨辊6032可以朝向若干个辊筒602形成的工作面进行升降,同时配合升降驱动组件,便于实现第二打磨辊6032进给量的调节,本实用新型在使用时,工件通过机械手沿若干个辊筒602移动,直至经过第二打磨辊6032的时候进行打磨,打磨过程中,机械手或者第二打磨辊6032提供一定压力,使工件与第二打磨辊6032紧密接触,提高摩擦力,同时工件其余部分始终与多个辊筒602配合,保证工件的平稳性,提高打磨精度,有效减轻机械手的负担,本实用新型无需将工件安装在工装夹具内,仅需机械手夹持工件沿若干个辊筒602移动即可,其打磨效率极大的提高,同时辊筒602和第二打磨辊6032的位置关系有效提高打磨的稳定性和精度。
30.所述滚轮打磨组件6依次设置有若干组,相邻滚轮打磨组件6的第二打磨辊6032精度依次提高,通过设置多组滚轮打磨组件6,在移动机械手5一次移动过程中完成工件由粗至精的打磨,极大的提高了打磨效率。
31.每两个滚轮打磨组件6之间设置有过渡辊606,保证工件在经过两个滚轮打磨组件6的时候过渡平稳顺滑。
32.所述移动机械手5还包括连接直线移动组件501和第二夹头503的第二升降组件502,直线移动组件501用于提供工件的位移,第二升降组件502用于工件的夹持,下料以及与辊筒602和第二打磨辊6032形成压力。
33.所述第二电机6031固定设置在架体601上,所述第二电机6031输出轴和第二打磨辊6032通过第二皮带组件605连接,本实施例中,通过第二皮带组件605连接第二电机6031和第二打磨辊6032,保证打磨的安全性,同时极大的便于第二打磨辊6032的上下移动,在第二打磨辊6032上下移动过程中,第二电机6031无需移动,保证第二电机6031设置的稳定性。
34.所述第二电机6031轴线与转动架6033的摆动轴线同轴,以此,在转动架6033进行转动的同时第二皮带组件605与其同步转动,进而实现相对静止,第二皮带组件605无需在转动架6033转动时做对应的调节,简化结构复杂性,所述第二皮带组件605还包括设置在转动架6033上的张紧轮,使第二皮带组件605的皮带始终与主动轮和从动轮保持紧密配合。
35.所述侧面打磨组件3包括机架301、滑动设置在机架301上的滑动板302、设置在滑动板302上的第一打磨组件304和换向机械手4,还包括驱动滑动板302沿机架301移动的第二直线驱动件305以及设置在机架301上的工装夹具2,所述第一打磨组件304、换向机械手4和工装夹具2沿滑动板302滑动方向对应设置有两组或两组以上,相对应的换向机械手4相对于第一打磨组件304往上料输送线1方向偏置一个工位,移动机械手5与最后一个第一打磨组件304相对应,多组第一打磨组件304的打磨精度依次递增,所述换向机械手4包括依次设置的第一升降组件401、旋转组件402和第一夹头403。
36.通过依次设置上料输送线1、打磨装置3和移动机械手5,对工件进行上料,多方位打磨,下料,其中多工件多方位的打磨装置3通过在滑动板302上设置两组或者两组以上第一打磨组件304,并且在机架301上设置对应数量的工装夹具2,可以实现一次性多个工件同
时的移动、夹具限位或打磨,多个工件同步进行打磨,节省了工件移动和对位上的时间消耗,有效提高工作效率,第二直线驱动件305的移动既可以实现第一打磨组件304的进给,又可以驱动换向机械手4夹取工件和将工件安装至工装夹具2内,极大的提高了第二直线驱动件305的作用,进而降低设备成本和控制成本,简化设备的结构,其中多个第一打磨组件304用于设置不同打磨精度,实现工件依次由粗至细进行打磨加工,同时,换向机械手4以及工装夹具2相互配合可以在同一工位中多次调整工件的方位,进而实现工件的全方位打磨,极大的保证效率和打磨的精度;多个第一打磨组件304可以用于打磨工件的不同部位,本实施例中,换向机械手4以及工装夹具2实现工件在不同工位的不同位置摆放,最终实现一套设备完成工件各个方位的打磨,极大的提高工作效率,另外,相对应的换向机械手4相对于第一打磨组件304往上料输送线1方向偏置一个工位,以此便于工件的夹取和放置与工装夹具2内,提高工作效率,降低第二直线驱动件305的移动行程;移动机械手5与最后一个第一打磨组件304相对应,用于对最后一个工装夹具2内的工件进行换向和下料,具体地,以设置三组为例:第一个换向机械手4用于将上料输送线1上的工件夹持至第一个工装夹具2内,第二个换向机械手4用于将第一个工装夹具2内的工件进行换向,以及在打磨之后转移至第二个工装夹具2内,第三个换向机械手4用于将第二个工装夹具2内的工件进行换向,以及在打磨之后转移至第三个工装夹具2内,保证各个换向机械手4和工装夹具2的合理利用,降低能耗,提高效率,多组第一打磨组件304的打磨精度依次递增;所述换向机械手4包括依次设置的第一升降组件401、旋转组件402和第一夹头403,用于完全工件的抓取和换向。
37.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本技术的保护范围限于这些例子;在本技术的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本技术中一个或多个实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
38.本技术中一个或多个实施例旨在涵盖落入本技术的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本技术中一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1