一种应用于粉末冷压成型机的重量调节装置的制作方法
1.本实用新型涉及粉末冷压成型机技术领域,具体为一种应用于粉末冷压成型机的重量调节装置。
背景技术:
2.在对粉末冷压成型的过程中需使用到粉末冷压成型机,重量调节装置是粉末冷压成型机上的重要部件,现有的重量调节装置在使用时,配重重量的改变需要安装配重块或拆卸配重块,由于配重块自身较重,在安装配重块或拆卸配重块时,极易消耗大量的时间,从而导致重量调节装置出现调节配重不便的问题,大大降低了重量调节装置的实用性。
技术实现要素:
3.本实用新型的目的在于提供一种应用于粉末冷压成型机的重量调节装置,具备在不拆装配重块的情况下,对配重的重量进行及时调节的优点,解决了现有的重量调节装置在使用时,因配重重量的改变需要安装配重块或拆卸配重块,由于配重块自身较重,在安装配重块或拆卸配重块时,极易消耗大量的时间,从而导致重量调节装置出现调节配重不便的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种应用于粉末冷压成型机的重量调节装置,包括底座板,所述底座板顶部表面的四角均焊接有升降螺杆,所述升降螺杆外圈表面中心处的顶部套设有升降板,所述升降螺杆的表面且位于底座板和升降板之间套设有支撑弹簧,所述升降螺杆外圈表面的顶部套设有承载装置,所述升降板顶部表面的中心处固定连接有限位螺杆,所述限位螺杆的表面套设有配重板,所述限位螺杆外圈表面的顶部螺纹套设有限位螺母,所述升降板顶部表面的四角且位于升降螺杆的外侧焊接有限位导向杆,所述限位导向杆的顶部贯穿至配重板的顶部,所述配重板左右两侧的表面均开设有承载槽。
5.优选的,所述支撑弹簧的底部与底座板顶部的表面焊接固定,所述支撑弹簧的顶部与升降板底部的表面焊接固定,所述支撑弹簧的内径大于升降螺杆的外径。
6.优选的,所述配重板的数量为若干个,所述配重板顶部表面的四角均开设有安装螺孔,顶部的配重板安装螺孔的内腔螺纹连接有吊装环。
7.优选的,所述承载装置包括升降螺套,所述升降螺套的数量为两个,且两个升降螺套分别螺纹套设在前后相对应两个升降螺杆外圈表面的顶部,所述升降螺套外圈表面的底部固定套设有六角转动块,所述升降螺套外圈的表面且位于六角转动块的顶部通过轴承活动套设有活动套,两个活动套相对应的一侧纵向固定连接有连接板,所述连接板左侧的表面横向贯穿开设有移动槽口。
8.优选的,所述连接板内侧表面的前侧和后侧均焊接有复位弹簧,所述复位弹簧的内侧焊接有连接块,前后两个连接块相对应的一侧焊接有承载板,所述承载板的外侧贯穿移动槽口并延伸至连接板的外侧,所述连接板外侧表面的前侧和后侧均焊接有移动拉板,
所述承载板的表面与移动槽口的内腔为滑动接触。
9.与现有技术相比,本实用新型的有益效果如下:
10.1、本实用新型通过升降螺杆、六角转动块、升降螺套、连接块、承载板、连接板、移动拉板、复位弹簧、活动套、移动槽口和承载槽的配合使用,可在不拆装配重块的情况下,对配重的重量进行及时调节,解决了现有的重量调节装置在使用时,因配重重量的改变需要安装配重块或拆卸配重块,由于配重块自身较重,在安装配重块或拆卸配重块时,极易消耗大量的时间,从而导致重量调节装置出现调节配重不便的问题,值得推广。
11.2、本实用新型通过设置支撑弹簧,可对升降板进行弹性支撑,通过安装螺孔和吊装环的配合,方便对配重板进行吊装,通过限位螺母和限位螺杆的配合,可对配重板进行定位。
附图说明
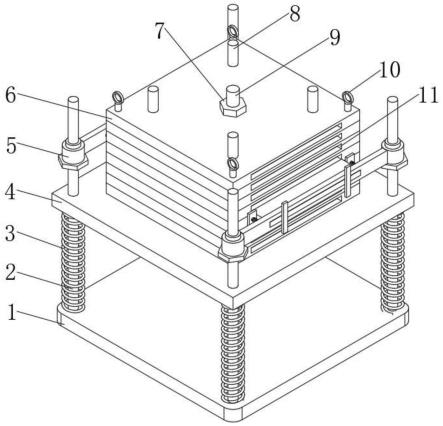
12.图1为本实用新型结构轴测图;
13.图2为本实用新型升降板结构轴测图;
14.图3为本实用新型配重板结构轴测图;
15.图4为本实用新型承载装置结构轴测图;
16.图5为本实用新型连接板结构轴测图。
17.图中:1底座板、2升降螺杆、3支撑弹簧、4升降板、5承载装置、51六角转动块、52升降螺套、53连接块、54承载板、55连接板、56移动拉板、57复位弹簧、58活动套、59移动槽口、6配重板、7限位螺母、8限位导向杆、9限位螺杆、10吊装环、11承载槽。
具体实施方式
18.请参阅图1-图5,一种应用于粉末冷压成型机的重量调节装置,包括底座板1,底座板1顶部表面的四角均焊接有升降螺杆2,升降螺杆2外圈表面中心处的顶部套设有升降板4,升降螺杆2的表面且位于底座板1和升降板4之间套设有支撑弹簧3,通过设置支撑弹簧3,可对升降板4进行弹性支撑,升降螺杆2外圈表面的顶部套设有承载装置5,升降板4顶部表面的中心处固定连接有限位螺杆9,限位螺杆9的表面套设有配重板6,限位螺杆9外圈表面的顶部螺纹套设有限位螺母7,升降板4顶部表面的四角且位于升降螺杆2的外侧焊接有限位导向杆8,限位导向杆8的顶部贯穿至配重板6的顶部,配重板6左右两侧的表面均开设有承载槽11,升降板4顶部表面的四角均贯穿开设有与升降螺杆2配合使用的升降孔,配重板6顶部表面的四角均贯穿开设有与限位导向杆8配合使用的限位导向孔,配重板6顶部表面的中心处贯穿开设有与限位螺杆9配合使用的通孔,通过限位螺母7和限位螺杆9的配合,可对配重板6进行定位,限位导向杆8的竖向长度与限位螺杆9的竖向长度相同,限位导向杆8的外径小于限位螺杆9的外径,底部的配重板6底部的表面与升降板4顶部的表面相接触,限位螺母7底部的表面与顶部的配重板6顶部的表面相接触;
19.支撑弹簧3的底部与底座板1顶部的表面焊接固定,支撑弹簧3的顶部与升降板4底部的表面焊接固定,支撑弹簧3的内径大于升降螺杆2的外径;
20.配重板6的数量为若干个,配重板6顶部表面的四角均开设有安装螺孔,顶部的配重板6安装螺孔的内腔螺纹连接有吊装环10,通过安装螺孔和吊装环10的配合,方便对配重
板6进行吊装;
21.承载装置5包括升降螺套52,升降螺套52的数量为两个,且两个升降螺套52分别螺纹套设在前后相对应两个升降螺杆2外圈表面的顶部,升降螺套52外圈表面的底部固定套设有六角转动块51,升降螺套52外圈的表面且位于六角转动块51的顶部通过轴承活动套设有活动套58,两个活动套58相对应的一侧纵向固定连接有连接板55,连接板55左侧的表面横向贯穿开设有移动槽口59,活动套58底部的表面与六角转动块51顶部的表面为滑动接触;
22.连接板55内侧表面的前侧和后侧均焊接有复位弹簧57,复位弹簧57的内侧焊接有连接块53,前后两个连接块53相对应的一侧焊接有承载板54,承载板54的外侧贯穿移动槽口59并延伸至连接板55的外侧,连接板55外侧表面的前侧和后侧均焊接有移动拉板56,承载板54的表面与移动槽口59的内腔为滑动接触,承载板54与承载槽11配合使用,承载板54的表面与承载槽11的内腔为滑动接触。
23.使用时,当配重板6的数量需要减少时,向外拉动移动拉板56带动承载板54外移,与此同时复位弹簧57被压缩,然后利用扳手反转六角转动块51,带动升降螺套52在升降螺杆2表面反转上升,从而带动活动套58上升,从而使得连接板55上升,使得承载板54上升,当承载板54上升到与对应配重板6的承载槽11对应时,此时停止拉动移动拉板56,复位弹簧57带动承载板54复位,承载板54进入承载槽11的内腔,继续反转六角转动块51,承载板54带动配重板6上升,使得上升的配重板6与其下方的配重板6停止接触,从而达到目的。
24.综上所述:该应用于粉末冷压成型机的重量调节装置,通过升降螺杆2、六角转动块51、升降螺套52、连接块53、承载板54、连接板55、移动拉板56、复位弹簧57、活动套58、移动槽口59和承载槽11的配合使用,解决了现有的重量调节装置在使用时,因配重重量的改变需要安装配重块或拆卸配重块,由于配重块自身较重,在安装配重块或拆卸配重块时,极易消耗大量的时间,从而导致重量调节装置出现调节配重不便的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1