一种复杂砂型铸件局部加强排气装置的制作方法
1.本实用新型涉及一种复杂砂型铸件局部加强可调节排气装置,属于铸造技术领域。
背景技术:
2.复杂结构铸件零件广泛应用于大型装备中,为满足其成型要求,该类零件的砂型铸造过程往往需要复杂砂芯。砂芯联结剂通常由树脂等材料组成,其在浇铸过程中受热释放大量气体,及时排出气体对保证铸件关键尺寸精度和表面质量至关重要。然而,由于复杂结构铸件零件的砂型模具造型复杂,常规排气孔数目和结构的设置空间受限,往往无法满足浇铸过程中的排气要求,造成零件表面出现气孔等缺陷,严重影响零件成型质量和使役性能。
3.目前,增加排气孔数目、优化模具结构、调整砂芯成分等工艺措施在一定程度上改善了复杂结构零件浇铸过程中由于排气不畅引发的缺陷问题。中国专利授权公告号cn212094238u的“大型铸件局部加强排气结构”公布了一种通过在砂芯结构上设置石棉层和设置复杂排气柱的方法,避免复杂结构铸件气孔缺陷的问题。然而,该加强排气结构只能依托气体扩散实现被动排气,且排气通道结构复杂、受限于零件结构,无法彻底满足复杂结构铸件零件排气要求,且通用性较差,实际应用较为困难。中国专利授权公告号cn209303649u的“一种智能高端纺机墙板铸件砂型的排气结构”公布了一种砂型排气孔结构,通过放置泡沫陶瓷排气片、排气型砂等结构,减少砂型型腔内的气体和气体压力,避免铸件内产生气孔等缺陷。然而,该技术通过增加排气孔并优化排气孔结构,在一定程度增加了浇铸过程中的排气量,但排气孔内气体流速仍然受制于其内外压力差,无法从根本上解决复杂结构铸件的排气问题。
4.因此,单纯依靠排气孔被动排气,无法彻底解决因铸件零件结构复杂引起的排气不畅问题,必须主动增加砂型型腔排气孔内外气体的压力差,增强浇铸过程中型腔排气孔内气体流速,才能在不改变或复杂化模具结构的基础上,避免复杂结构铸件零件因排气不畅引发的气孔缺陷问题,提高零件成型质量和使役性能。
技术实现要素:
5.本实用新型针对现有技术的局限性和缺陷,提供了一种复杂砂型铸件局部加强排气装置,本装置在不改变砂型模具排气孔结构和不增加排气孔数目的基础上,通过增加砂型型腔排气孔内外气体的压力差,调节气体排出速度,从根本上避免了复杂结构铸件零件因排气不畅引发的气孔缺陷问题,有效提高零件成型质量和使役性能。
6.本实用新型所采用的技术方案在于:复杂砂型铸件局部加强排气装置包括与砂型铸件排气孔相连的排气管、装于排气管上的一个以上气体喷射管、与气体喷射管相连的气体压缩机。
7.所述气体喷射管包括进气管、出气管;所述出气管设置于排气管内;所述进气管出
气端穿过排气管外壁伸入排气管内与出气管进气端相连通,进气管进气端置于排气管外与气体压缩机相连。
8.所述排气管进气端连接于砂型铸件排气孔外端;所述出气管出气端朝向排气管出气端。
9.所述出气管中心轴线与所述排气管中心轴线位于同一直线。
10.所述进气管与出气管之间的夹角呈120
°
~150
°
。
11.所述排气管出气端与气体净化机相连。
12.所述进气管与气体压缩机之间的管路上设置有高压气体压力调节阀。
13.所述气体压缩机为往复活塞式、旋转叶片式或旋转螺杆式。
14.所述进气管进气端内径大于出气管进气端内径。
15.所述进气管、出气管为圆管或方管。
16.所述排气管为圆管或方管。
17.所述气体压缩机的压缩介质为空气或惰性气体。
18.本实用新型的工作机理为:气体压缩机通过导气管将高速压缩气体注入气体喷射管中,高压气体快速喷射出,由伯努利现象可知,气体喷射管两端由于气体流速差异而形成压力差,以此将砂型型腔内气体抽出,送入气体净化机内进行净化。
19.本实用新型提出的一种复杂砂型铸件局部加强可调节排气装置,其优点是:1)无需改变砂型模具排气孔结构和数目,通用性强,适用性广;2)巧妙利用伯努利现象,主动增加砂型型腔排气孔内外气体的压力差,可调节气体排出速度;3)从根本上避免了复杂结构铸件零件因排气不畅引发的气孔缺陷问题,显著提高零件成型质量和使役性能;4)通过废气收集处理,避免大气污染和优化工人工作环境。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
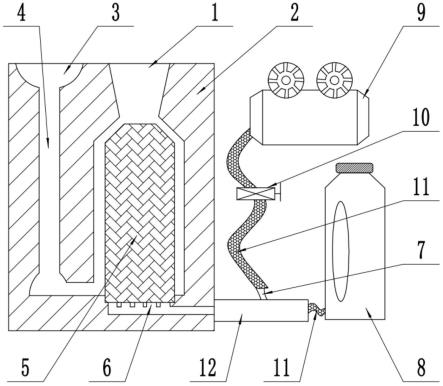
21.图1是本实用新型的结构示意图,其中:1为冒口,2为砂型模具,3为浇口,4为流道,5为砂芯,6为排气孔,7为气体喷射管,8为气体净化机,9为气体压缩机,10为高压气体压力调节阀,11为导气管,12、排气管。
22.图2是本实用新型气体喷射管部分的结构示意图,其中:71为进气管,72为出气管。
23.图3是采用本实用新型的铸件表面荧光检测结果。
24.图4是未采用本实用新型的铸件表面荧光检测结果。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没
有开展创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。
27.实施例1
28.图1、图2中,本实用新型所提供的复杂砂型铸件局部加强排气装置,包括与砂型铸件排气孔相连的排气管12、装于排气管12上的一个气体喷射管7、与气体喷射管7相连的气体压缩机9。
29.气体喷射管7包括进气管71、出气管72;出气管72设置于排气管12内;出气管72中心轴线与排气管12中心轴线位于同一直线。进气管71出气端穿过排气管外壁伸入排气管12内与出气管72进气端相连通,进气管71进气端置于排气管12外经导气管11与气体压缩机9相连。进气管71与出气管72之间的夹角呈130
°
。进气管71进气端内径大于出气管72进气端内径。进气管71、出气管72、排气管12为圆管。进气管71与气体压缩机9之间的导气管11上设置有高压气体压力调节阀10。气体压缩机9为往复活塞式。气体压缩机9的压缩介质为空气。
30.排气管12进气端连接于砂型铸件排气孔外端;出气管72出气端朝向排气管12出气端。排气管12出气端经导气管11与气体净化机8相连。
31.本实用新型的工作机理为:气体压缩机9通过导气管11将高速压缩气体由进气管71注入出气管72中,高压气体快速喷射出,由伯努利现象可知,空气流速越快,则起压强越小,因此,排气管12两端由于气体流速差异而形成压力差,以此将砂型型腔内气体抽出,送入气体净化机8内进行净化。
32.图3是采用本实用新型的铸件表面荧光检测结果,铸件表面无气孔等缺陷,显著提高了零件成型质量和使役性能,并将废气收集处理,避免大气污染和优化工人工作环境。
33.实施例2
34.实施例2为实施例1的对比例。该实施例2未采用本实用新型所提出复杂砂型铸件局部加强可调节排气装置,仅包括图1中的冒口1,砂型模具2,浇口3,流道4,砂芯5,排气孔6。图4是未采用本实用新型的铸件表面荧光检测结果,铸件表面有明显气孔等缺陷,无法满足要求。
35.由上述实施例可知,采用本实用新型所提出复杂砂型铸件局部加强可调节排气装置,铸件表面无气孔等缺陷,显著提高零件成型质量和使役性能,并将废气收集处理,避免大气污染和优化工人工作环境。
36.以上所述仅为本实用新型的示例性实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1