一种节能型铸造生产线的制作方法
1.本实用新型属于铸造技术领域,尤其涉及一种节能型铸造生产线。
背景技术:
2.铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属(例:铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。
3.铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了制作时间.铸造是现代装置制造工业的基础工艺之一。
4.传统的铸造生产线的铸造生产加工过程中造型工序的铸件质量稳定性差,加工速度慢,加工成本居高不下因此亟需研发一种能够提高浇铸质量的铸造造生产线。
技术实现要素:
5.本实用新型的目的是:提供一种节能型铸造生产线,以解决现有技术中存在的上述技术问题。
6.根据上述目的,本实用新型的基本技术方案为:一种节能型铸造生产线,包括设置于生产线上的铸造机,其特征在于:所述的铸造机至少设有两层,所述铸造机的上层上设有多个格子,每个格子内设有球模组,每个球模组下面连接有转动齿轮,所述的转动齿轮通过同步带与驱动齿轮相连接,所述的驱动齿轮通过减速传动轮系与电机相连接,通过电机旋转驱动减速传动轮系带动所述的驱动齿轮获得减速和增大的动力旋转,所述的驱动齿轮带动球模组旋转,所述的球模组旋转时,带动球模组内的熔融的浇注液均匀充满整个球模组的内腔。
7.进一步的,所述的减速传动轮系包括与电机驱动相连的太阳轮,所述的太阳轮通过安装在行星架上的行星齿轮与固定的内齿轮相啮合,所述的行星架与驱动齿轮相连接。
8.进一步的,所述的同步带为双面多楔带。
9.进一步的,所述的同步带传动的转动齿轮与驱动齿轮之间还设有涨紧轮。
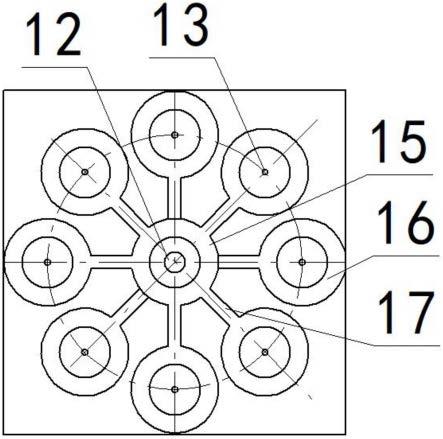
10.进一步的,所述的球模组的中间模腔与周边模腔通过孔道相连通,中间模腔上设有浇料口。
11.进一步的,所述的浇料口设在球模腔的顶部中间。
12.进一步的,所述的球模组的周边模腔上设有排气孔。
13.进一步的,所述的排气孔设在周边模腔的顶部中间。
14.与现有技术相比,本实用新型的优点及有益效果:
15.1.本实用新型产品通过在铸造机上设置旋转机构以驱动球模组旋转,减少了浇注球气孔的产生,提高了浇注的质量;
16.2.本实用新型产品通过行星传动轮系,减速驱动驱动齿轮旋转,该结构体积小,重量轻,不仅可以减速,还可以增大驱动力矩;
17.3.本实用新型产品通过多楔带将驱动齿轮的力量传输给转动齿轮以带动球模组转动,这种方式传动力量均衡,保证球械模组运转平稳顺畅,产品质量得到稳定。
附图说明
18.图1是本实用新型产品的原理结构示意图;
19.图2是本实用新型产品的球模组原理结构示意图;
20.图3是本实用新型产品的减速传动轮系的原理结构示意图;
21.图4是本实用新型产品的球模组动力传动箱实施例一原理结构示意图;
22.图5是本实用新型产品的球模组动力传动箱实施例二原理结构示意图;
23.图6是本实用新型产品的球模组动力传动箱实施例三原理结构示意图;
24.在图中:1.铸造机;2.球模组;3.转动齿轮;4.驱动齿轮;5.同步带;6.涨紧轮;7.行星架;8.内齿轮;9.行星齿轮;10.太阳轮;11.驱动电机;12.浇料口;13.排气孔;14.减速传动轮系;15.中间模腔;16.周边模腔;17.孔道。
具体实施方式
25.结合图1至图6,为本实用新型节能型铸造生产线产品实施例结构示意图,包括设置于生产线上的铸造机1,所述的铸造机1至少设有两层,所述铸造机1的上层上设有多个格子,每个格子内设有球模组2,每个球模组2下面连接有转动齿轮3,所述的转动齿轮3通过同步带5与驱动齿轮4相连接,所述的驱动齿轮4通过减速传动轮系14与电机11相连接,通过电机11旋转驱动减速传动轮系14带动所述的驱动齿轮4获得减速和增大的动力旋转,所述的驱动齿轮4带动球模组2旋转,所述的球模组2旋转时,带动球模组2内的熔融的浇注液均匀充满整个球模组2的内腔;所述的减速传动轮系14包括与电机11驱动相连的太阳轮10,所述的太阳轮10通过安装在行星架7上的行星齿轮9与固定的内齿轮8相啮合,所述的行星架7与驱动齿轮4相连接;所述的同步带5为双面多楔带,如图5、图6所示,所述的同步带5传动的转动齿轮3与驱动齿轮4之间还设有涨紧轮6;所述的球模组2的中间模腔15与周边模腔16通过孔道17相连通,中间模腔15上设有浇料口12,所述的浇料口12设在球模腔的顶部中间,所述的球模组2的周边模腔16上设有排气孔13,所述的排气孔13设在周边模腔16的顶部中间。
26.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
27.尽管本文较多地使用了:1.铸造机;2.球模组;3.转动齿轮;4.驱动齿轮;5.同步带;6.涨紧轮;7.行星架;8.内齿轮;9.行星齿轮;10.太阳轮;11.驱动电机;12.浇料口;13.排气孔;14.减速传动轮系;15.中间模腔;16.周边模腔;17.孔道等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
28.以上对本实用新型所提供的节能型铸造生产线进行了介绍,该介绍中应用了具体优选实施例对本实用新型的原理及实施方式进行了阐述,这些实施例只是用于帮助理解本实用新型的原理及核心思想,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型设计思想的前提下,上述实施例中的实施方案可以进一步组合或替换,可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
技术特征:
1.一种节能型铸造生产线,包括设置于生产线上的铸造机(1),其特征在于:所述的铸造机(1)至少设有两层,所述铸造机(1)的上层上设有多个格子,每个格子内设有球模组(2),每个球模组(2)下面连接有转动齿轮(3),所述的转动齿轮(3)通过同步带(5)与驱动齿轮(4)相连接,所述的驱动齿轮(4)通过减速传动轮系(14)与电机(11)相连接,通过电机(11)旋转驱动减速传动轮系(14)带动所述的驱动齿轮(4)获得减速和增大的动力旋转,所述的驱动齿轮(4)带动球模组(2)旋转,所述的球模组(2)旋转时,带动球模组(2)内的熔融的浇注液均匀充满整个球模组(2)的内腔。2.根据权利要求1所述的节能型铸造生产线,其特征在于:所述的减速传动轮系(14)包括与电机(11)驱动相连的太阳轮(10),所述的太阳轮(10)通过安装在行星架(7)上的行星齿轮(9)与固定的内齿轮(8)相啮合,所述的行星架(7)与驱动齿轮(4)相连接。3.根据权利要求1所述的节能型铸造生产线,其特征在于:所述的同步带(5)为双面多楔带。4.根据权利要求1所述的节能型铸造生产线,其特征在于:所述的同步带(5)传动的转动齿轮(3)与驱动齿轮(4)之间还设有涨紧轮(6)。5.根据权利要求1所述的节能型铸造生产线,其特征在于:所述的球模组(2)的中间模腔(15)与周边模腔(16)通过孔道(17)相连通,中间模腔(15)上设有浇料口(12)。6.根据权利要求5所述的节能型铸造生产线,其特征在于:所述的浇料口(12)设在球模腔的顶部中间。7.根据权利要求1所述的节能型铸造生产线,其特征在于:所述的球模组(2)的周边模腔(16)上设有排气孔(13)。8.根据权利要求7所述的节能型铸造生产线,其特征在于:所述的排气孔(13)设在周边模腔(16)的顶部中间。
技术总结
本实用新型提供的一种节能型铸造生产线涉及铸造技术领域,克服了现有铸造生产线质量稳定性差的缺陷,包括铸造机,所述的铸造机至少设有两层,所述铸造机的上层上设有多个格子,每个格子内设有球模组,每个球模组下面连接有转动齿轮,所述的转动齿轮通过同步带与驱动齿轮相连接,所述的驱动齿轮通过减速传动轮系与电机相连接,通过电机旋转驱动减速传动轮系带动所述的驱动齿轮获得减速和增大的动力旋转,所述的驱动齿轮带动球模组旋转,所述的球模组旋转时,带动球模组内的熔融的浇注液均匀充满整个球模组的内腔;本实用新型产品通过在铸造机上设置旋转机构以驱动球模组旋转,减少了浇注球气孔的产生,提高了浇注的质量,产品质量得到稳定。品质量得到稳定。品质量得到稳定。
技术研发人员:胡高文
受保护的技术使用者:安徽新高新钢球集团有限公司
技术研发日:2022.07.20
技术公布日:2022/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1