蓄电池铸焊机定位压紧机构的制作方法
1.本实用新型涉及蓄电池极耳铸焊领域,尤其涉及一种蓄电池铸焊机定位压紧机构。
背景技术:
2.铅酸蓄电池是一种电极主要由铅及其氧化物制成,电解液是硫酸溶液的蓄电池。铅酸电池放电状态下,正极主要成分为二氧化铅,负极主要成分为铅;充电状态下,正极主要成分是二氧化铅,负极主要成分是海绵状铅。铅酸蓄电池的极耳需要采用铸焊机进行铸焊,极耳朝下,蓄电池顶部采用压紧机构压紧,现有技术专利cn112139479a公开了一种蓄电池生产用铸焊机及其工作方法,通过设置有液压器、缩杆以及定位模具板,开启液压器使得伸缩杆带动定位模具板以及侧卡合孔向上移动,在向上移动过程中,转动柱将与卡位块的斜面向相接触,使得转动柱在卡位块的斜面转动,并在持续向上移动过程中压缩复位弹簧,使得定位模具侧板向定位模具板贴合,以此实现能够对进行铸焊的蓄电池进行挤压定位,使蓄电池在进行铸焊的过程中,无法发生晃动,该专利通过定位模具板和定位模具侧板对蓄电池挤压定位,但是目前的铸焊机需要同时对多个蓄电池进行铸焊,多个蓄电池排成一列顶部需要下压压紧,同时侧面需要定位好位置,多个蓄电池需要单独下压压紧,需要一种装置满足以上功能。
技术实现要素:
3.为解决上述问题,本实用新型提供一种蓄电池铸焊机定位压紧机构,包括有工作箱,工作箱顶部中间设置有压紧气缸,压紧气缸底部连接有用于对电池下压的压紧机构,压紧机构位于工作箱内,所述压紧机构包括有连接在压紧气缸底部活塞杆上的移动架,移动架底部两端向内侧延伸有有间距的左右两个侧臂,两个侧臂之间上方从前往后分布有可调整高度的压紧板;侧臂内侧设置有可调整横向位置的定位板。
4.进一步改进在于,所述侧臂顶部设置有支撑柱,两个侧臂的的支撑柱顶部共同设置有安装板,压紧板分布在安装板下方中间,压紧板顶部设置有左右两个螺杆一,螺杆一向上穿过安装板的螺孔顶端通过螺母固定,螺杆一在安装板的螺孔中的位置可调,从而压紧板高度可调。
5.进一步改进在于,所述定位板底部靠近与其相近的侧臂一端设置有安装块,安装块与定位板为一体的,安装块顶部设置两个螺杆二,侧臂内横向分布有匹配螺杆二的安装螺孔,两个螺杆二向上穿过其中两个安装螺孔顶端通过螺母固定。
6.进一步改进在于,所述定位板前后两侧往中间方向设置有边定位板,靠近的边定位板与边定位板之间有间距。
7.进一步改进在于,所述工作箱内左右两侧壁设置纵向的滑轨,移动架两侧设置有滑套,滑套套在与其相近的滑轨上。
8.进一步改进在于,所述压紧板底部设置有缓冲层。
9.本实用新型的有益效果:本实用新型多个蓄电池排列一列定位放在工作箱内顶部,通过启动压紧气缸带动移动架下移,首先两个侧臂的定位板下移,若是蓄电池放置准确,则两个定位板套在一列蓄电池的两侧进行定位,移动架进一步下移,使得多个压紧板下移对一一对应的对多个蓄电池进行压紧,每个蓄电池实现单独压紧;压紧板底部通过缓冲层对蓄电池压紧避免蓄电池损伤;并且压紧板高度可调,定位板横向位置可调,适应不同尺寸的蓄电池,且压紧板和定位板作为易损件拆卸更换调整起来更加方便。
10.本实用新型的压紧板通过两个螺杆一固定在安装板下方,压紧板高度可调可拆卸,而安装板通过支撑柱设置在两个侧臂上,很好的满足压紧与定位的位置匹配;而定位板通过与其一体的安装块通过两个螺杆二固定在侧臂其中两个安装螺孔内,这样可选择性的装在其中两个安装螺孔内以适应工作的需求,定位板也可拆卸;并且定位板前后两侧还设置边定位板对蓄电池前后两侧进行定位,进一步保证蓄电池在压紧过程不会乱动。本实用新型移动架通过滑套在工作箱内的滑轨上通过压紧气缸纵向移动位置,这样移动更加顺畅准确。
附图说明
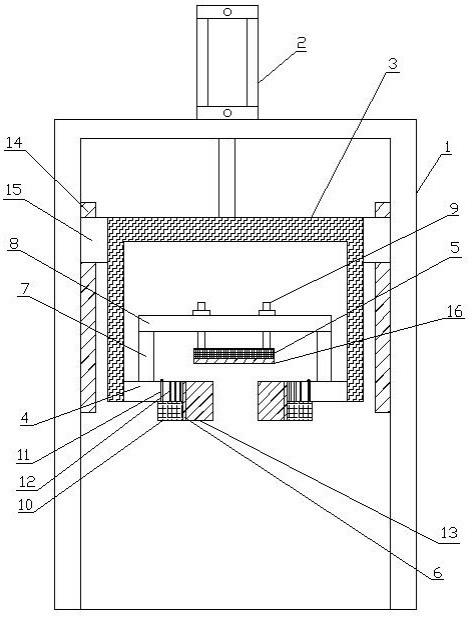
11.图1是本实用新型的正面截面图。
12.图2是图1定位板处的放大视图。
13.图3是本实用新型定位板处的俯视图。
14.图4是本实用新型安装板处的侧视图。
15.其中:1-工作箱,2-压紧气缸,3-移动架,4-侧臂,5-压紧板,6-定位板,7-支撑柱,8-安装板,9-螺杆一,10-安装块,11-螺杆二,12-安装螺孔,13-边定位板,14-滑轨,15-滑套,16-缓冲层。
具体实施方式
16.为了加深对本实用新型的理解,下面将结合实施例对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
17.如图1-4所示,本实施例提供一种蓄电池铸焊机定位压紧机构,包括有工作箱1,工作箱1顶部中间设置有压紧气缸2,压紧气缸2底部连接有用于对电池下压的压紧机构,压紧机构位于工作箱1内,所述压紧机构包括有连接在压紧气缸2底部活塞杆上的移动架3,移动架3底部两端向内侧延伸有有间距的左右两个侧臂4,两个侧臂4之间上方从前往后分布有可调整高度的压紧板5;所述压紧板5底部设置有缓冲层16;侧臂4内侧设置有可调整横向位置的定位板6。这样多个蓄电池排列一列定位放在工作箱1内顶部,通过启动压紧气缸2带动移动架3下移,首先两个侧臂4的定位板6下移,若是蓄电池放置准确,则两个定位板6套在一列蓄电池的两侧进行定位,移动架3进一步下移,使得多个压紧板5下移对一一对应的对多个蓄电池进行压紧,每个蓄电池实现单独压紧;压紧板5底部通过缓冲层16对蓄电池压紧避免蓄电池损伤;并且压紧板5高度可调,定位板6横向位置可调,适应不同尺寸的蓄电池,且压紧板5和定位6板作为易损件拆卸更换调整起来更加方便。
18.所述侧臂4顶部设置有支撑柱7,两个侧臂的4的支撑柱7顶部共同设置有安装板8,压紧板5分布在安装板8下方中间,压紧板5顶部设置有左右两个螺杆一9,螺杆一9向上穿过
安装板8的螺孔顶端通过螺母固定,螺杆一9在安装板8的螺孔中的位置可调,从而压紧板5高度可调;压紧板5通过两个螺杆一9固定在安装板8下方,压紧板5高度可调可拆卸,而安装板8通过支撑柱7设置在两个侧臂4上,很好的满足压紧与定位的位置匹配。所述定位板6底部靠近与其相近的侧臂4一端设置有安装块10,安装块10与定位板6为一体的,安装块10顶部设置两个螺杆二11,侧臂4内横向分布有匹配螺杆二11的安装螺孔12,两个螺杆二11向上穿过其中两个安装螺孔12顶端通过螺母固定。所述定位板6前后两侧往中间方向设置有边定位板13,靠近的边定位板13与边定位板13之间有间距。而定位板6通过与其一体的安装块10通过两个螺杆二11固定在侧臂4其中两个安装螺孔12内,这样可选择性的装在其中两个安装螺孔12内以适应工作的需求,定位板6也可拆卸;并且定位板6前后两侧还设置边定位板13对蓄电池前后两侧进行定位,进一步保证蓄电池在压紧过程不会乱动。
19.所述工作箱1内左右两侧壁设置纵向的滑轨14,移动架3两侧设置有滑套15,滑套15套在与其相近的滑轨14上。移动架3通过滑套15在工作箱1内的滑轨14上通过压紧气缸纵向移动位置,这样移动更加顺畅准确。
20.实际使用时:首先将多个蓄电池排成一列放在工作箱1内顶部,蓄电池极耳朝下与铸焊机构定位好位置,之后启动压紧气缸2带动移动架3下移,首先两个定位板6和边定位板13下移套在一列蓄电池外,实现对蓄电池的位置定位,之后多个压紧板5下移对一一对应的对多个蓄电池进行压紧,每个蓄电池实现单独压紧,压紧的同时定位板6和边定位板13对蓄电池包住,实现稳固的压紧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1