一种可调整辊模内孔直径的辊模的制作方法
1.本实用新型涉及轧辊制造领域,尤其涉及一种可调整辊模内孔直径的辊模。
背景技术:
2.辊模是生产离心轧辊必不可少的重要工装,在实际生产中每一种规格的轧辊都要设计专用的辊模,在长期的生产过程中就需要添置大量的辊模,辊模的单重都比较大,一般都在1.5~4.0吨左右,这样长此以往就会在这方面加大公司的资金投入。为了降低公司在工装方面的资金投入,减少资金占用,同时也可以缩短辊模的准备时间,缩短生产周期,保证及时交货,特设计发明了这种可调整离心辊模内孔直径的内模。
技术实现要素:
3.(一)要解决的技术问题
4.为了解决现有技术的上述问题,本实用新型提供一种可调整辊模内孔直径的辊模,在没有尺寸合适的辊模的情况下,可利用现有的辊模,这些可利用的辊模限定在长度合适,只是直径大的辊模,且直径大于要求直径(根据订货图纸核算应该设计的辊模直径)50mm以上。
5.(二)技术方案
6.为了达到上述目的,本实用新型采用的主要技术方案包括:
7.一种可调整辊模内孔直径的辊模,包括中空的辊模及其与中空内孔相配合的可替换内模;所述内模为外径与辊模中心内径相等的圆筒结构;所述辊模两端设有端盖;所述端盖的内孔斜面内设有紧贴内模端面设置的型砂层;所述端盖通过固定销与辊模固定连接。
8.进一步的,所述辊模两端容置端盖的开口孔径大于中部连接内模的孔径从而在辊模两端形成限位端盖的台阶孔。
9.进一步的,所述辊模两端的台阶孔呈锥形。
10.进一步的,所述端盖中部开口向外侧突出形成端盖子口;所述型砂层的外端面与端盖子口平齐。
11.进一步的,所述内孔斜面底部设有与型砂层配合的限位槽。
12.进一步的,所述型砂层内侧面呈弧形。
13.进一步的,所述型砂层内侧的内孔直径小于内模的内孔直径。
14.进一步的,所述固定销呈锥形。
15.进一步的,所述辊模外侧对称设有两圈用于与离心机配合的辊模跑道。
16.进一步的,所述辊模两端开口的周向设有若干朝向圆心设置的与固定销配合的固定孔。
17.(三)有益效果
18.本实用新型的有益效果是:该可调整离心辊模内孔直径的内模具有方便、实用、安全可靠、操作简单,实用性强的特点,不仅节省了重新制作辊模的时间,加快了生产节奏,提
高了生产效率,保证了为客户按时交货,同时还可大量节省辊模的制作费用,减少资金占用,提高企业的经济效益。
附图说明
19.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
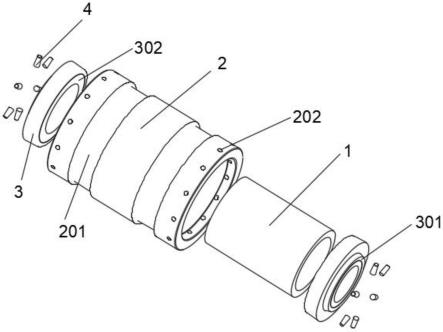
20.图1是本实用新型爆炸图;
21.图2是本实用新型结构剖视图;
具体实施方式
22.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
23.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
25.实施例一,请参照图1-2所示:
26.一种可调整辊模内孔直径的辊模,包括中空的辊模2及其与中空内孔相配合的可替换内模1;所述内模1为外径与辊模2中心内径相等的圆筒结构;辊模2两端形成有容置端盖3的开口,开口的孔径大于中部连接内模1的孔径从而在辊模2两端形成限位端盖3的台阶孔,台阶孔一方面能够方便内模1的安装,使得内模1具备直接插入辊模2内部进行安装的可能,另一方面能够方便对端盖3进行限位,同时由于端盖3的设置也对内模1的位置进行了校准。所述辊模2两端的台阶孔呈锥形,使得端盖3安装更加便携,能够利用锥形进行导向,方便安装。
27.所述端盖3的内孔斜面303内设有紧贴内模1端面设置的型砂层302。所述端盖3中
部开口向外侧突出形成端盖子口301;所述型砂层302的外端面与端盖子口301平齐。所述内孔斜面303底部设有与型砂层302配合的限位槽304。型砂层302的内侧面呈弧形,即型砂层302的内孔呈一大一小的喇叭形,型砂层302内孔较小孔径的一端设置在端盖子口301处并保持平齐;内孔孔径较大的一端朝向内模1设置,且该孔径小于内模1的内孔直径,这样能够在型砂层302紧贴内模1设置时在内模1端部形成一个向内的台阶,保证与内模1端部的完整接触并且提供良好的密封效果,防止由此处在外层离心浇注时跑铁(跑钢);型砂层302的内侧面呈弧形设置的好处是进行离心铸造的时候,圆弧形状的端盖砂型利于渣滓往内表面方向漂浮,填芯的时候会随着玻璃浮渣带到冒口部分,而现有技术中非圆弧的形状,或圆弧形状不规则则不利渣滓上浮,易产生夹渣缺陷。通过该形状的设置能够有效的提升轧辊离心浇注的质量。所述端盖3通过固定销4与辊模2固定连接,辊模2两端开口的轴向设置若干朝向圆心设置的与固定销4配合的固定孔202,固定销4呈锥形,固定销插入固定孔202后,抵靠在端盖3的外侧实现对端盖3的固定。所述辊模2外侧对称设有两圈用于与离心机配合的辊模跑道201。辊模跑道201与离心机配合后,在离心机的托轮作用下进行旋转,从而实现离心浇注。
28.内模1的直径和长度是根据轧辊订货图纸在直径和长度上按加工余量和金属从液态到固态的收缩量计算出来,在内表面涂挂耐火材料后就形成了轧辊辊身的型腔。辊模2的主要作用是在离心机上高速旋转,同时内孔与内模1的外圆配合,起到加固和吸收液态金属热量加速凝固的作用。辊模2两侧的端盖3造好砂型后,用固定销4安装于辊模2的两端,与辊模2内模型腔共同组成一个完整的轧辊辊身型腔。
29.该产品的生产操作过程:首先将内模1装入辊模2的内孔。两侧的端盖3造型,在端盖3的内孔斜面303内形成紧实的型砂层302并与端盖子口301修平,刷挂耐火涂料层,完成造型。将造好型的两侧端盖3安装于辊模2的两个端面,并用固定销4打紧、压实,确保端盖3的型砂层302与内模1之间压紧,没有任何间隙,防止由此处在外层离心浇注时跑铁(跑钢)。至此利用大直径的辊模配以辊模内模铸造轧辊的型腔制作完成,配合其他的铸造工序就可顺利完成铸造工作了。
30.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1