一种蠕墨铸铁V型缸体的铸造工艺结构的制作方法
一种蠕墨铸铁v型缸体的铸造工艺结构
技术领域
1.本实用新型涉及柴油发动机缸体铸造领域,具体涉及一种蠕墨铸铁v型缸体的铸造工艺结构。
背景技术:
2.传统的v型缸体设计的浇注工艺形式为缸底面向下,采取底注式,这种工艺浇注中产生的缺陷会集中在缸体顶部。缸体顶部缸筒处为关键工作部位,且v型蠕墨铸铁缸体主要壁厚为4mm,这就使得缺陷在薄壁中尤为明显,使缸体的致废率升高。因此,需重新设计浇注工艺。新的浇注工艺为v型缸体缸顶面向下,浇注系统还采取底注式,但从缸筒处进行浇注,这样会使浇注中产生的缺陷存在于发动机非主要工作面的缸底侧,从而提高铸造缸体的合格率。
3.如图3所示,中国发明专利cn108941466a公开了一种v型结构船用气缸体的铸造工艺方法,该铸造工艺方法采用铸件机脚面(即缸底面)朝上垂直放置的立注铸造工艺,并采用底注式的浇注系统,浇注系统包括:浇口杯、直浇道、铸件、内浇道和横浇道。该发明同样采用了缸底面朝上的铸造工艺,但该发明的浇注系统设计有诸多问题,首先,直浇道设置在铸件的长度方向一侧,铁水流到远离直浇道的另一侧距离长,铁水流到此降温多,铁水进入型腔中温度不均,温度梯度差,且由于紧挨内浇道的缸筒壁厚薄,铁水流过后温度降低的幅度大,远离直浇道部分易产生冷隔缺陷。其次,缸顶面形状为v型面,内浇道竖直连接型腔,铁水会冲到砂芯上,容易冲砂及产生紊流,影响铸件质量。最后,蠕墨铸铁铁水蠕化处理会产生较多一次渣,该铸造工艺未采取措施防止夹渣。
技术实现要素:
4.为解决现有技术v型缸体的铸造工艺不合理,铸件产生质量问题风险高的技术问题,提供一种蠕墨铸铁v型缸体的铸造工艺结构,以提高铸造缸体的合格率。
5.本实用新型提供的技术方案是,一种蠕墨铸铁v型缸体的铸造工艺结构,包括缸体铸件、浇注系统和溢流系统,缸体铸件的缸底朝上竖直放置,缸筒朝向下前方和下后方,溢流系统设置在缸底位置,浇注系统为底注式浇注系统,其中,浇注系统包括连接浇口杯的直浇棒,直浇棒设置在缸体铸件的前侧中间,直浇棒的下侧连接左右对称设置的横浇道,横浇道上还设置有过滤片,横浇道从直浇棒位置一分二,延伸到缸体铸件的正下方中间位置二分四后,连接到水平设置且平行于缸筒端面的第五横浇道,第五横浇道与缸筒端面之间设置有垂直于缸筒端面的若干内浇口。
6.进一步地,左右两侧的第五横浇道连通。
7.进一步地,横浇道包括上下交替设置的多段横浇道,多段横浇道之间搭接连接。
8.进一步地,多段横浇道包括从直浇棒位置水平一分二到左右两侧均依次设置的第一横浇道及第二横浇道,第二横浇道设置在第一横浇道的上方,朝向缸体铸件后侧设置的第三横浇道,第三横浇道设置在第二横浇道的下方。
9.进一步地,两侧横浇道二分四形成四条第四横浇道,第四横浇道垂直于第五横浇道,并与第五横浇道搭接。
10.进一步地,溢流系统包括连接缸底端面的若干溢流片,溢流片上侧设置有溢流块,溢流块上侧设置有若干第二溢流棒。
11.进一步地,溢流系统包括连接缸底中间槽内端面的若干第一溢流棒,第一溢流棒上端依次设置有溢流块和若干第二溢流棒。
12.本实用新型的蠕墨铸铁v型缸体的铸造工艺结构,将直浇棒设置在缸体铸件长度方向的中间位置,并通过横浇道一分二、二分四后连接内浇口,使铁水进入型腔的温度均匀,形成较好的温度梯度,利于铸件凝固形成致密的组织结构;设置过滤片,能吸附铁水中的一次渣;内浇口垂直于缸筒端面,避免了铁水冲砂及产生紊流,保证铸件质量。
附图说明
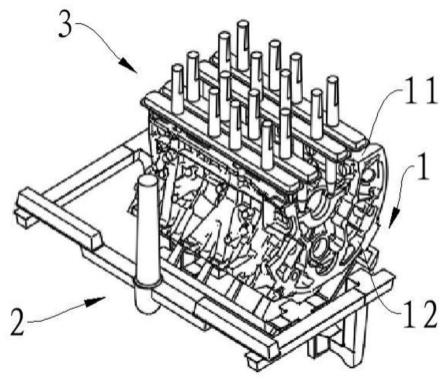
13.图1是本实用新型的结构示意图;
14.图2是本实用新型浇注系统与溢流系统的示意图;
15.图3是现有技术的结构示意图;
16.图标:1、缸体铸件;11、缸底;12、缸筒;2、浇注系统;21、直浇棒;22、第一横浇道;23、第二横浇道;24、第三横浇道;25、直浇道;26、过滤片;27、第四横浇道;28、第五横浇道;29、内浇口;31、第一溢流棒;32、溢流块;33、第二溢流棒。
具体实施方式
17.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型的一种蠕墨铸铁v型缸体的铸造工艺结构做进一步详细的描述。
18.如图1和图2所示,一种蠕墨铸铁v型缸体的铸造工艺结构,包括缸体铸件1、浇注系统2和溢流系统3,缸体铸件1的缸底11朝上竖直放置,缸筒12朝向下前方和下后方,溢流系统3设置在缸底11位置,浇注系统2为底注式浇注系统,浇注系统2包括连接浇口杯的直浇棒21,直浇棒21设置在缸体铸件1的前侧中间,直浇棒21的下侧连接左右对称设置的横浇道,横浇道上还设置有过滤片26,设置过滤片26,能吸附铁水中的一次渣。横浇道从直浇棒21位置一分二,延伸到缸体铸件1的正下方中间位置二分四后,连接到水平设置且平行于缸筒12端面的第五横浇道28,第五横浇道28与缸筒12端面之间设置有垂直于缸筒12端面的若干内浇口29。将直浇棒21设置在缸体铸件长度方向的中间位置,并通过横浇道一分二、二分四后连接内浇口29,使铁水进入型腔的温度均匀,形成较好的温度梯度,内浇口29垂直于缸筒12端面,避免了铁水冲砂及产生紊流,可以保证铸件质量。
19.本实施例中,横浇道从直浇棒21位置水平一分二到左右两侧设置,包括第一横浇道22及第二横浇道23,第二横浇道23设置在第一横浇道21的上方,朝向缸体铸件1后侧设置有第三横浇道24,第三横浇道24设置在第二横浇道23的下方,第一横浇道22与第二横浇道23、第二横浇道23与第三横浇道24搭接连接。交替设置的横浇道能够降低铁水的流速,同时能沉积一部分杂质。
20.第三横浇道24连接竖直的直浇道25后,引入到缸体铸件1的下方,直浇道25连接设置过滤片26的横浇道,在该横浇道的端部再次一分二,即两侧二分四形成四条第四横浇道
27,第四横浇道27同时垂直于第五横浇道28,并与第五横浇道28搭接。两侧的第五横浇道28连通。
21.本实施例中,溢流系统3包括连接缸底11端面溢流片,溢流片上侧设置有溢流块32,溢流块32上侧设置有第二溢流棒33。还包括连接缸底11中间槽内端面的第一溢流棒31,第一溢流棒31上端依次设置有溢流块32和第二溢流棒33。设置第一溢流棒31、溢流块32和第三溢流棒33可将杂质排出并起到补缩作用,保证缸底11部位的质量。
22.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本申请的权利要求范围内的实施例都属于本实用新型所保护的范围内。
技术特征:
1.一种蠕墨铸铁v型缸体的铸造工艺结构,包括缸体铸件(1)、浇注系统(2)和溢流系统(3),缸体铸件(1)的缸底(11)朝上竖直放置,缸筒(12)朝向下前方和下后方,溢流系统(3)设置在缸底(11)位置,浇注系统(2)为底注式浇注系统,其特征在于,浇注系统(2)包括连接浇口杯的直浇棒(21),直浇棒(21)设置在缸体铸件(1)的前侧中间,直浇棒(21)的下侧连接左右对称设置的横浇道,横浇道上还设置有过滤片(26),横浇道从直浇棒(21)位置一分二,延伸到缸体铸件(1)的正下方中间位置二分四后,连接到水平设置且平行于缸筒(12)端面的第五横浇道(28),第五横浇道(28)与缸筒(12)端面之间设置有垂直于缸筒(12)端面的若干内浇口(29)。2.根据权利要求1所述的蠕墨铸铁v型缸体的铸造工艺结构,其特征在于,左右两侧的第五横浇道(28)连通。3.根据权利要求1所述的蠕墨铸铁v型缸体的铸造工艺结构,其特征在于,横浇道包括上下交替设置的多段横浇道,多段横浇道之间搭接连接。4.根据权利要求3所述的蠕墨铸铁v型缸体的铸造工艺结构,其特征在于,多段横浇道包括从直浇棒(21)位置水平一分二到左右两侧均依次设置的第一横浇道(22)及第二横浇道(23),第二横浇道(23)设置在第一横浇道(22)的上方,朝向缸体铸件后侧设置的第三横浇道(24),第三横浇道(24)设置在第二横浇道(23)的下方。5.根据权利要求1所述的蠕墨铸铁v型缸体的铸造工艺结构,其特征在于,两侧横浇道二分四形成四条第四横浇道(27),第四横浇道(27)垂直于第五横浇道(28),并与第五横浇道(28)搭接。6.根据权利要求1所述的蠕墨铸铁v型缸体的铸造工艺结构,其特征在于,溢流系统(3)包括连接缸底(11)端面的若干溢流片,溢流片上侧设置有溢流块(32),溢流块(32)上侧设置有若干第二溢流棒(33)。7.根据权利要求6所述的蠕墨铸铁v型缸体的铸造工艺结构,其特征在于,溢流系统(3)包括连接缸底(11)中间槽内端面的若干第一溢流棒(31),第一溢流棒(31)上端依次设置有溢流块(32)和若干第二溢流棒(33)。
技术总结
本实用新型提供一种蠕墨铸铁V型缸体的铸造工艺结构,包括缸体铸件、浇注系统和溢流系统,缸体铸件的缸底朝上竖直放置,缸筒朝向下前方和下后方,溢流系统设置在缸底位置,浇注系统为底注式浇注系统,其中,浇注系统包括连接浇口杯的直浇棒,直浇棒设置在缸体铸件的前侧中间,直浇棒的下侧连接左右对称设置的横浇道,横浇道上还设置有过滤片,横浇道从直浇棒位置一分二,延伸到缸体铸件的正下方中间位置二分四后,连接到水平设置且平行于缸筒端面的第五横浇道,第五横浇道与缸筒端面之间设置有垂直于缸筒端面的若干内浇口。合理设置浇注系统使铁水进入型腔的温度均匀,形成较好的温度梯度,能吸附铁水中的一次渣,可以避免了铁水冲砂及产生紊流。冲砂及产生紊流。冲砂及产生紊流。
技术研发人员:张强 卫方楠 张平宽
受保护的技术使用者:亚新科国际铸造(山西)有限公司
技术研发日:2022.09.01
技术公布日:2023/3/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1