一种浇口造型模具的制作方法
本技术属于铸造造型,具体涉及一种浇口造型模具。
背景技术:
1、砂型铸造指在砂型中生产铸件的铸造方法,是应用范围最广的工艺方法,浇口是浇注时金属液进入铸型的入口和通道;目前,浇口入口处的浇口杯主要是依靠手工开设,大小深度不规范。浇口杯开设不规范,会影响铝液流速,造成卷气,产生铸造缺陷;采用手工开设的浇口杯表面不规整,强度不够,存在浮砂,浇注时受液流影响砂粒容易卷入浇道,仍会造成铸造缺陷。
技术实现思路
1、有鉴于此,本实用新型提供了一种浇口造型模具,不仅能够规范浇口杯的尺寸和深度,且浇口杯表面规整光洁紧实,强度高,减少铸造缺陷,还能够根据实际需要调节直浇道的规格,灵活使用,除此之外,模具还具有操作简单,耐用和方便起模的优点。
2、本实用新型是通过下述技术方案实现的:
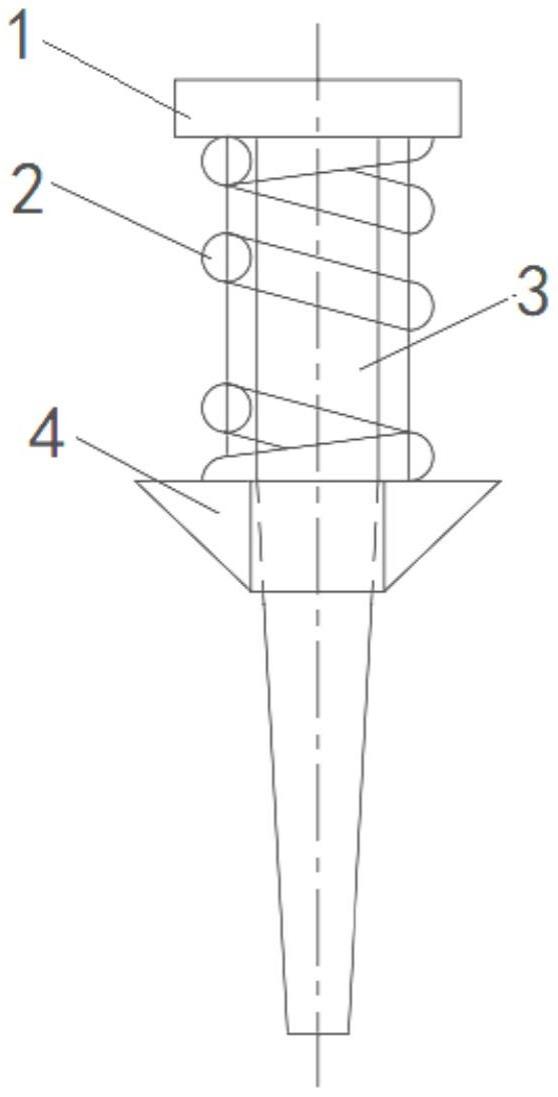
3、一种浇口造型模具,包括:固定板、弹簧、直浇道模具和浇口杯模具;
4、直浇道模具的一端与固定板固定连接,浇口杯模具同轴嵌套在直浇道模具的外部,与直浇道模具间隙配合;
5、弹簧嵌套在直浇道模具外部,且位于固定板和浇口杯模具的端面之间,弹簧的一端与固定板固定连接,另一端与浇口杯模具固定连接;
6、浇口杯模具在直浇道模具外部沿直浇道模具的轴线自由移动。
7、进一步的,所述固定板上加工有通孔b,通孔b的内侧加工有内螺纹;
8、直浇道模具与固定板固定连接的一端设置有外螺纹;
9、直浇道模具与固定板螺纹配合安装。
10、进一步的,所述浇口杯模具为圆台形结构ⅱ,沿圆台形结构ⅱ的中轴线加工有通孔a,通孔a的直径大于直浇道模具的外径;
11、浇口杯模具的大径端端面与固定板相对。
12、进一步的,所述直浇道模具由一个圆柱形结构和一个圆台形结构ⅰ一体成型,圆柱形结构的一端与固定板固定连接,圆柱形结构的另一端与圆台形结构ⅰ的大径端同轴对接,圆柱形结构的外径与圆台形结构ⅰ的大径端的外径相等。
13、进一步的,所述弹簧一端与浇口杯模具的端面焊接,另一端与固定板焊接。
14、有益效果:
15、(1)本实用新型直浇道模具的一端与固定板固定连接,浇口杯模具同轴嵌套在直浇道模具的外部,与直浇道模具间隙配合;弹簧同轴嵌套在直浇道模具外部,且位于固定板和浇口杯模具的端面之间,弹簧的一端与固定板固定连接,另一端与浇口杯模具固定连接,浇口杯模具在直浇道模具外部沿直浇道模具的轴线自由移动。本实用新型能通过以下方式使用,在砂型铸造的造型步骤中,先将浇口造型模具放置在浇口所在位置,再在砂铸模具中填满铸造砂,将铸造砂表面抹平后,直浇道模具埋入铸造砂内,浇口杯模具的一端与铸造砂表面留有一定距离,且此时弹簧处于自然状态;然后,人力将浇口杯模具按压至铸造砂内,按压后,浇口杯模具另一端端面与铸造砂表面持平,松手后浇口杯模具在弹簧的拉力作用下脱离铸造砂复位;然后将浇口造型模具整体拿出铸造砂内部,浇口形成。
16、所以,一方面,本实用新型能够规范浇口杯的开口的尺寸和深度,且在将浇口杯模具按压至铸造砂内的过程能够使开口处铸造砂紧实,表面光洁,能够解决卷气和砂粒卷入浇道造成的铸造缺陷;
17、另一方面,利用弹簧连接固定板与浇口杯模具,能够在松手后浇口杯模具在弹簧的拉力作用下脱离铸造砂复位,方便起模;
18、且在浇口杯模具按压和复位的过程中,直浇道模具都能对浇口杯模具起到导向作用,使浇口杯模具的位置不发生偏移,此外,本实用新型结构简单,易于加工,操作简单且耐用。
19、(2)本实用新型直浇道模具与固定板螺纹配合安装,可以根据实际直浇道的需要对直浇道模具进行更换,以满足不同工况的需要。
20、(3)本实用新型直浇道模具由由一个圆柱形结构和一个圆台形结构ⅰ对接而成,圆柱形结构的一端与固定板1固定连接,圆柱形结构的另一端与圆台形结构ⅰ的大径端同轴连接,圆柱形结构的外径与圆台形结构ⅰ的大径端的外径相等。采用圆台形结构ⅰ一方面便于在形成浇口后,在浇筑时对铝液引流;另一方面便于将浇口造型模具从铸造砂中取出,便于起模。
技术特征:
1.一种浇口造型模具,其特征在于,包括:固定板(1)、弹簧(2)、直浇道模具(3)和浇口杯模具(4);
2.如权利要求1所述一种浇口造型模具,其特征在于,所述固定板(1)上加工有通孔b,通孔b的内侧加工有内螺纹;
3.如权利要求1所述一种浇口造型模具,其特征在于,所述浇口杯模具(4)为圆台形结构ⅱ,沿圆台形结构ⅱ的中轴线加工有通孔a,通孔a的直径大于直浇道模具(3)的外径;
4.如权利要求1-3任意一项所述一种浇口造型模具,其特征在于,所述直浇道模具(3)由一个圆柱形结构和一个圆台形结构ⅰ一体成型,圆柱形结构的一端与固定板(1)固定连接,圆柱形结构的另一端与圆台形结构ⅰ的大径端同轴对接,圆柱形结构的外径与圆台形结构ⅰ的大径端的外径相等。
5.如权利要求1-3任意一项所述一种浇口造型模具,其特征在于,所述弹簧(2)一端与浇口杯模具(4)的端面焊接,另一端与固定板(1)焊接。
技术总结
本技术公开了一种浇口造型模具,包括:固定板、弹簧、直浇道模具和浇口杯模具;直浇道模具的一端与固定板固定连接,浇口杯模具同轴嵌套在直浇道模具的外部,与直浇道模具间隙配合;弹簧嵌套在直浇道模具外部,且位于固定板和浇口杯模具的端面之间,弹簧的一端与固定板固定连接,另一端与浇口杯模具固定连接;浇口杯模具在直浇道模具外部沿直浇道模具的轴线自由移动;本技术不仅能够规范浇口杯的尺寸和深度,且浇口杯表面规整光洁紧实,强度高,减少铸造缺陷,还能够根据实际需要调节直浇道的规格,灵活使用,除此之外,模具还具有操作简单,耐用和方便起模的优点。
技术研发人员:李燕霞,李鹏
受保护的技术使用者:河北汉光重工有限责任公司
技术研发日:20220901
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!