热处理胀形工装的制作方法
本申请涉及航空航天工业,尤其涉及一种热处理胀形工装。
背景技术:
1、现有的飞行器发动机舱体大都为金属筒体,为保证飞行器发动机舱体的强度,常在金属筒体上加装环形的加强框,加强框为合金材质,在加强框的加工过程中需要对其进行热处理以提高材料机械性能。
2、在热处理过程中,由于加强框在加热过程中的内应力释放或其他原因,极易导致加强框发生形变。
3、如何在热处理过程中保证加强框的尺寸精度,成为本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本申请提出了一种热处理胀形工装,用于在热处理过程中对加强框进行夹持,以减小热处理过程中加强框的形变,进而保证尺寸精度。
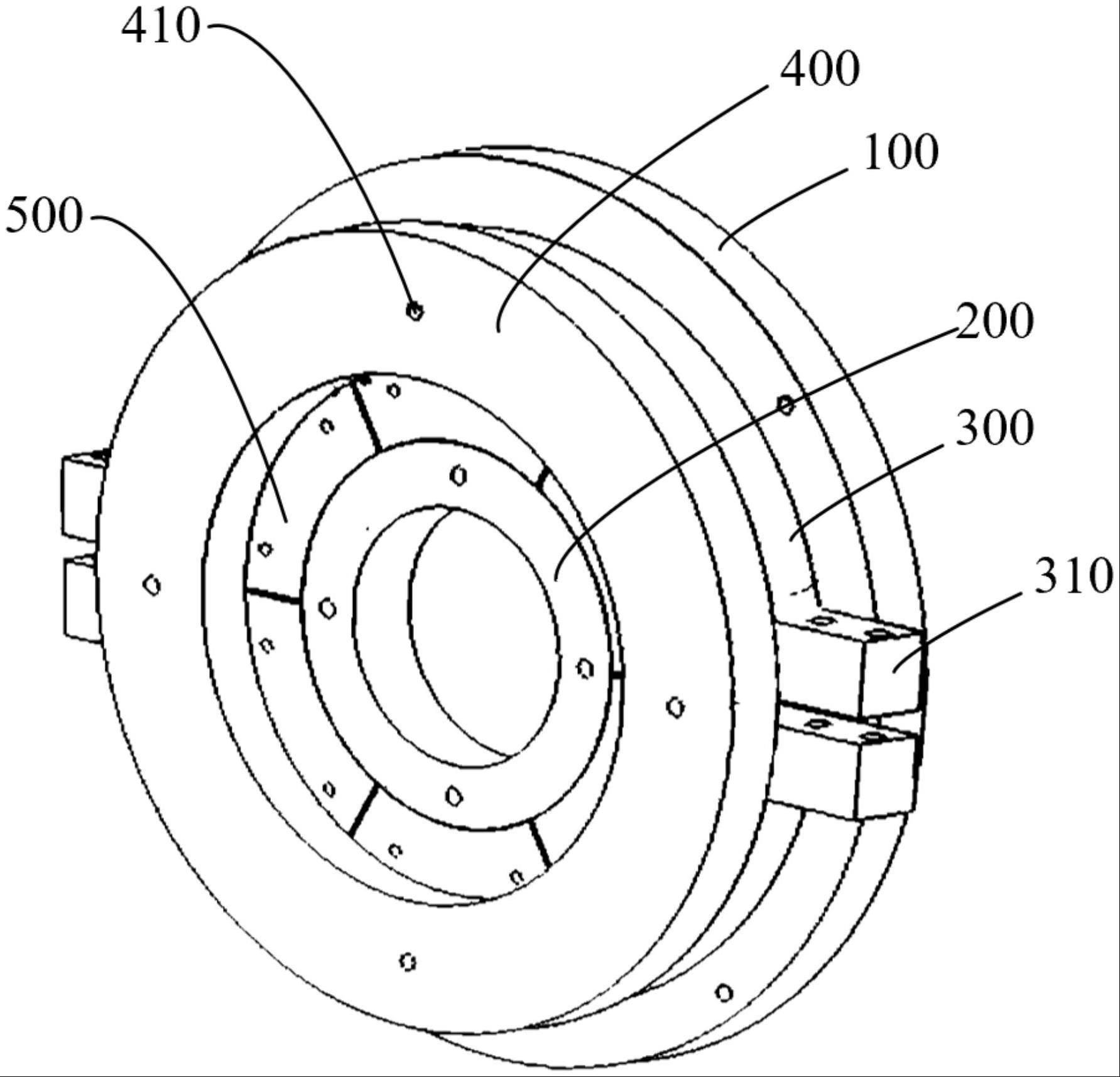
2、根据本申请的一方面,提供了一种热处理胀形工装,适用于在热处理过程中对加强框进行夹持,包括:
3、底板、热胀部、压板和卡箍;
4、所述热胀部设置在所述底板的一侧面,所述热胀部与所述加强框的内侧壁相匹配;
5、所述压板设置在所述热胀部的背离所述底板一侧,所述压板的一侧面朝向所述压板;
6、所述卡箍为环形结构,所述卡箍围绕所述热胀部设置,苏松户卡箍位于所底板和所述压板之间,所述卡箍与所述加强框的外侧壁相匹配。
7、在一种可能的实现方式中,所述压板与所述卡箍可拆卸连接。
8、在一种可能的实现方式中,所述底板设有胀芯;
9、所述胀芯位于所述底板的朝向所述压板一侧面,所述热胀部的主体呈环形结构,所述热胀部套设在所述胀芯上。
10、在一种可能的实现方式中,所述热胀部包括两个以上的胀块;
11、两个以上的所述胀块沿圆周排布组成环形。
12、在一种可能的实现方式中,所述胀块为六个,六个所述胀块结构相同。
13、在一种可能的实现方式中,所述压板开设有安装孔,所述卡箍设有与所述安装孔相匹配的螺纹孔。
14、在一种可能的实现方式中,所述安装孔为两个以上,两个以上的所述安装孔呈圆周排布与所述卡箍的环形结构相匹配;
15、所述螺纹孔的数量与所述安装孔一致,所述安装孔和所述螺纹孔一一对应设置。
16、在一种可能的实现方式中,所述卡箍的内侧壁设有定位槽;
17、所述定位槽与所述加强框的外侧壁相匹配。
18、在一种可能的实现方式中,所述卡箍包括两个以上的卡箍段;
19、所述卡箍段呈弧形,两个以上的所述卡箍段依次连接形成环形结构,相邻的两个所述卡箍段之间可拆卸连接。
20、在一种可能的实现方式中,所述卡箍段为两个;
21、所述卡箍段的体长方向两端均设有安装部,所述安装部上开设有紧固孔。
22、本申请适用于在热处理过程中对加强框进行夹持。通过在底板上设置热胀部,将加强框套设在热胀部上,卡箍套设在加强框的外部,在热处理过程中,热胀部受热膨胀,紧撑加强框的内侧壁,卡箍夹紧加强框的外侧壁,进而减少热处理过程中加强框所发生的形变,保证尺寸精度。通过设置底板和压板,分别对加强框的开口方向相对两端进行固定,进一步保证对加强框的夹持。
23、根据下面参考附图对示例性实施例的详细说明,本申请的其它特征及方面将变得清楚。
技术特征:
1.一种热处理胀形工装,其特征在于,适用于在热处理过程中对加强框进行夹持,包括:
2.根据权利要求1所述的热处理胀形工装,其特征在于,所述压板与所述卡箍可拆卸连接。
3.根据权利要求1所述的热处理胀形工装,其特征在于,所述底板设有胀芯;
4.根据权利要求3所述的热处理胀形工装,其特征在于,所述热胀部包括两个以上的胀块;
5.根据权利要求4所述的热处理胀形工装,其特征在于,所述胀块为六个,六个所述胀块结构相同。
6.根据权利要求2所述的热处理胀形工装,其特征在于,所述压板开设有安装孔,所述卡箍设有与所述安装孔相匹配的螺纹孔。
7.根据权利要求6所述的热处理胀形工装,其特征在于,所述安装孔为两个以上,两个以上的所述安装孔呈圆周排布与所述卡箍的环形结构相匹配;
8.根据权利要求1至7任一所述的热处理胀形工装,其特征在于,所述卡箍的内侧壁设有定位槽;
9.根据权利要求8所述的热处理胀形工装,其特征在于,所述卡箍包括两个以上的卡箍段;
10.根据权利要求9所述的热处理胀形工装,其特征在于,所述卡箍段为两个;
技术总结
本申请涉及一种热处理胀形工装,包括:底板、热胀部、压板和卡箍。热胀部设置在底板的一侧面,热胀部与加强框的内侧壁相匹配。压板设置在热胀部的背离底板一侧,压板的一侧面朝向压板。卡箍为环形结构,卡箍围绕热胀部设置,苏松户卡箍位于所底板和压板之间,卡箍与加强框的外侧壁相匹配。通过在底板上设置热胀部,将加强框套设在热胀部上,卡箍套设在加强框的外部,在热处理过程中,热胀部受热膨胀,紧撑加强框的内侧壁,卡箍夹紧加强框的外侧壁,进而减少热处理过程中加强框所发生的形变,保证尺寸精度。通过设置底板和压板,分别对加强框的开口方向相对两端进行固定,进一步保证对加强框的夹持。
技术研发人员:束永中,胡建国,李峰
受保护的技术使用者:河北方斯精密机械制造有限公司
技术研发日:20220928
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!