一种锚头生产用双端面连续打磨装置的制作方法
1.本实用新型涉及锚头打磨设备技术领域,特别是一种锚头生产用双端面连续打磨装置。
背景技术:
2.锚头,是指预应力混凝土中所用的永久性锚固装置,是在后张法结构或构件中,为保持预应力筋的拉力并将其传递到混凝土内部的锚固工具,也称之为预应力锚具。混凝土预应力张拉用的锚具一般在桥梁施工中经常用到,预先安装好定位,然后浇筑混凝土。埋在混凝土的两端,也就是波纹管的两个端头,是为了张拉时千斤顶的稳定作用而设置的端面,目前的大部分预应力锚具采用圆柱体常规锚具,即将整块的圆柱形加工原料先进行特定长度的切割,然后对切割件进行打磨,最后在切割件上进行钻孔和扩孔,从而将钢筋穿过钻孔,进行张拉,从而提高张拉时千斤顶的稳定性。
3.申请号为cn201921359002.4的专利公开了一种锚具加工用打磨装置,其存在以下不足:在对锚具进行打磨的过程中,需要人工对锚具进行固定,使打磨辊对锚具的其中一个打磨面进行打磨,当需要对锚具的其余打磨面进行打磨时,需要再次通过人工对打磨面进行调整,无法实现连续打磨,导致打磨的效率较低。
技术实现要素:
4.基于此,有必要针对上述技术问题,提供一种锚头生产用双端面连续打磨装置。
5.为了实现上述目的,本实用新型提供了一种锚头生产用双端面连续打磨装置,包括:
6.机架;
7.输送机,用于输送圆块料;
8.打磨机构,用于对圆块料进行打磨;
9.夹持机构,其包括横向直线驱动机构、横移架、第一驱动电机、转轴和夹持块,横移架设置为两个,横移架上均安装有第一驱动电机和转轴,转轴转动安装在横移架上,转轴一端与第一驱动电机传动连接另一端与夹持块固定连接,横向直线驱动机构驱动两个横移架同步相向或向背运动,以使两个夹持块相配合夹持或松下圆块料;
10.活动承载机构,其包括第一竖向动力推杆、第一升降架和承载平台,第一竖向动力推杆输出端与第一升降架连接,第一升降架上端与承载平台连接,承载平台位于夹持块下方。
11.优选的,所述横向直线驱动机构包括安装座、导轨、双旋向螺杆、滑块和第二驱动电机,安装座和第二驱动电机固定安装在机架上,导轨固定安装在安装座上,双旋向螺杆转动安装在安装座上,第二驱动电机与双旋向螺杆传动连接,双旋向螺杆上螺纹安装有两个滑块,两个滑块分别位于双旋向螺杆的两个旋向相反的杆段上,滑块滑动安装在导轨上,滑块与横移架一一对应,滑块和与其对应的横移架固定连接。
12.优选的,所述打磨机构包括第二竖向动力推杆、第二升降架、第三驱动电机、打磨盘,第二竖向动力推杆固定安装在机架上,第二竖向动力推杆输出端与第二升降架连接,第三驱动电机安装在第二升降架上,第三驱动电机输出端安装有打磨盘。
13.优选的,所述承载平台由若干等距排列的承载杆构成。
14.优选的,所述机架上安装有第一推料机构,第一推料机构包括第一横向动力推杆,第一横向动力推杆输出端安装有第一横向推板,第一横向动力推杆驱动第一横向推板沿垂直于输送机输送方向的方向运动,以将输送机下料端处的圆块料推送至承载平台上料端。
15.优选的,所述第一横向推板靠近输送机下料端的一侧固定有挡料板,挡料板与第一横向推板垂直设置。
16.优选的,所述机架上安装有第二推料机构,第二推料机构包括第二横向动力推杆,第二横向动力推杆输出端安装有第二横向推板,第二横向动力推杆驱动第二横向推板沿平行于输送机输送方向的方向运动,以将承载平台上料端处的圆块料推送至两个夹持块之间。
17.优选的,所述机架上安装有第三推料机构,第三推料机构包括第三横向动力推杆、第三横向推板和下料导板,第三横向动力推杆、第三横向推板和下料导板设置在承载平台两侧,第三横向动力推杆输出端安装有第三横向推板,第三横向动力推杆驱动第三横向推板沿垂直于输送机输送方向的方向运动,以将承载平台下料端处的圆块料推送至下料导板。
18.优选的,所述夹持块相向端面上均设有用于夹持圆块料的v形槽。
19.优选的,所述机架上且位于输送机下料端处安装有接近开关。
20.与现有技术相比,本技术方案具有以下有益效果:
21.1、通过第一推料机构将输送机下料端处的圆块料推送至承载平台上料端,通过第二推料机构将承载平台上料端处的圆块料推送至两个夹持块之间,通过横向直线驱动机构驱动两个夹持块夹持圆块料,通过打磨机构对圆块料上端面进行打磨,打磨完成后,第一驱动电机驱动夹持块、圆块料翻转180度,使得圆块料下端面翻转朝上,承载平台上升复位重新支撑圆块料,通过打磨机构对圆块料另一端面进行打磨,实现对圆块料双端面的连续自动打磨,提高生产效率;
22.2、在圆块料的两个端面打磨完成后,第二竖向动力推杆驱动打磨盘上升,夹持块松下圆块料,第二横向推板将下一圆块料推送至两个夹持块之间,打磨完成后的圆块料被下一圆块料将顶出至承载平台下料位,第三横向动力推杆驱动第三横向推板运动,第三横向推板将承载平台下料端处的圆块料推送至下料导板,圆块料由下料导板滑出,实现自动上料和下料,自动化程度高,节约人力物力。
附图说明
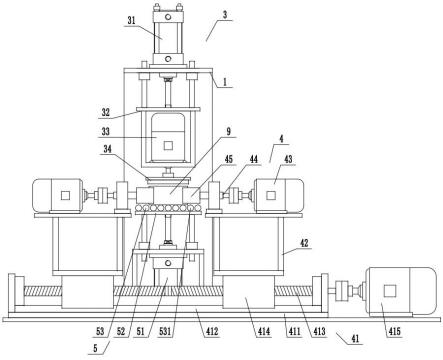
23.图1为本实用新型一实施例的结构示意图;
24.图2为图1的另一状态图(圆块料翻转中);
25.图3为本实用新型一实施例的俯视图(打磨机构未示出);
26.图4为图3的另一状态图(打磨机构未示出);
27.图中,1、机架;11、接近开关;2、输送机;3、打磨机构;31、第二竖向动力推杆;32、第
二升降架;33、第三驱动电机;34、打磨盘;4、夹持机构;41、横向直线驱动机构;411、安装座;412、导轨;413、双旋向螺杆;414、滑块;415、第二驱动电机;42、横移架;43、第一驱动电机;44、转轴;45、夹持块;5、活动承载机构;51、第一竖向动力推杆;52、第一升降架;53、承载平台;531、承载杆;6、第一推料机构;61、第一横向动力推杆;62、第一横向推板;63、挡料板;7、第二推料机构;71、第二横向动力推杆;72、第二横向推板;8、第三推料机构;81、第三横向动力推杆;82、第三横向推板;83、下料导板;9、圆块料。
具体实施方式
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
29.请继续参阅图1至图4,本技术实施例提供了一种锚头生产用双端面连续打磨装置,包括:机架1、输送机2、打磨机构3、夹持机构4和活动承载机构5;
30.其中,输送机2用于输送圆块料9;圆钢切割成圆块料9后进入输送机2上料斗,输送机2将圆块料9输送至其下料端;
31.夹持机构4包括横向直线驱动机构41、横移架42、第一驱动电机43、转轴44和夹持块45,横移架42设置为两个,横移架42上均安装有第一驱动电机43和转轴44,转轴44通过轴承转动安装在横移架42上,转轴44一端与第一驱动电机43传动连接另一端与夹持块45固定连接,第一驱动电机43选用步进电机或伺服电机,第一驱动电机43通过联轴器驱动转轴44转动,横向直线驱动机构41驱动两个横移架42同步相向或向背运动,以使两个夹持块45相配合夹持或松下圆块料9;在圆块料9的上端面打磨完成后,两个第一驱动电机43同步转动,带动转轴44、夹持块45和圆块料9翻转180度,使得圆块料9下端朝上,从而对圆块料9另一端进行连续打磨;
32.打磨机构3在夹持机构4夹持圆块料9后,对圆块料9进行打磨;
33.活动承载机构5包括第一竖向动力推杆51、第一升降架52和承载平台53,第一竖向动力推杆51输出端与第一升降架52连接,第一升降架52上端与承载平台53连接,承载平台53位于夹持块45下方。第一竖向动力推杆51选用带导向架气缸,也可选用电动缸或液压缸等直线输出的动力元件。圆块料9后通过承载平台53移动至夹持机构4处,在圆块料9的上端面打磨完成后,第一竖向动力推杆51驱动第一升降架52和承载平台53下降,承载平台53让开圆块料9的翻转空间,随后两个第一驱动电机43同步转动,带动转轴44、夹持块45和圆块料9翻转180度。
34.为驱动两个横移架42同步相向或向背运动,设置横向直线驱动机构41包括安装座411、导轨412、双旋向螺杆413、滑块414和第二驱动电机415,安装座411和第二驱动电机415固定安装在机架1上,导轨412固定安装在安装座411上,双旋向螺杆413转动安装在安装座411上,第二驱动电机415选用步进电机或伺服电机,第二驱动电机415与双旋向螺杆413传动连接,双旋向螺杆413上螺纹安装有两个滑块414,两个滑块414分别位于双旋向螺杆413的两个旋向相反的杆段上,滑块414滑动安装在导轨412上,滑块414与横移架42一一对应,
滑块414和与其对应的横移架42固定连接。双旋向螺杆413由两个旋向相反的螺杆焊接而成,第二驱动电机415通过联轴器驱动双旋向螺杆413转动,在导轨412的导向限位作用下,滑块414将双旋向螺杆413的旋转运动转化为直线运动,从而实现两个滑块414的同步相向或向背运动。
35.为实现对圆块料9的打磨,设置打磨机构3包括第二竖向动力推杆31、第二升降架32、第三驱动电机33、打磨盘34,第二竖向动力推杆31固定安装在机架1上,第二竖向动力推杆31输出端与第二升降架32连接,第三驱动电机33安装在第二升降架32上,第三驱动电机33输出端安装有打磨盘34。第二竖向动力推杆31选用带导向架气缸,也可选用电动缸或液压缸等直线输出的动力元件。在夹持块45夹持好圆块料9后,第二竖向动力推杆31驱动第二升降架32、第三驱动电机33、打磨盘34下降,第三驱动电机33驱动打磨盘34旋转,由打磨盘34对圆块料9上端面进行打磨。
36.为承载圆块料9,同时便于将打磨产生的废屑排出,避免废屑积聚在承载平台53上,设置承载平台53由若干等距排列的承载杆531构成。承载杆531间具有间隙,打磨产生的废屑可由间隙自动排出。
37.为便于将输送机2下料端处输送的圆块料9输送至承载平台53上料端,在机架1上安装有第一推料机构6,第一推料机构6包括第一横向动力推杆61,第一横向动力推杆61输出端安装有第一横向推板62,第一横向动力推杆61驱动第一横向推板62沿垂直于输送机2输送方向的方向运动,以将输送机2下料端处的圆块料9推送至承载平台53上料端。第一横向动力推杆61选用带导向架气缸,也可选用电动缸或液压缸等直线输出的动力元件。第一横向动力推杆61驱动第一横向推板62运动,第一横向推板62将输送机2下料端处输送的圆块料9输送至承载平台53上料端。
38.为避免输送机2上的圆块料9由其下料端落下,在第一横向推板62靠近输送机2下料端的一侧固定有挡料板63,挡料板63与第一横向推板62垂直设置。挡料板63可挡住输送机2上的圆块料9,起到防护作用,避免输送机2上的圆块料9排出。
39.为便于将承载平台53上料端处的圆块料9输送至两个夹持块45之间的夹持位处,在机架1上安装有第二推料机构7,第二推料机构7包括第二横向动力推杆71,第二横向动力推杆71输出端安装有第二横向推板72,第二横向动力推杆71驱动第二横向推板72沿平行于输送机2输送方向的方向运动,以将承载平台53上料端处的圆块料9推送至两个夹持块45之间。第二横向动力推杆71选用带导向架气缸,也可选用电动缸或液压缸等直线输出的动力元件。第二横向动力推杆71驱动第二横向推板72运动,第二横向推板72将承载平台53上料端处的圆块料9输送至两个夹持块45之间的夹持位处,便于夹持块45夹持。
40.为便于将打磨后的圆块料9推出承载平台53,在机架1上安装有第三推料机构8,第三推料机构8包括第三横向动力推杆81、第三横向推板82和下料导板83,第三横向动力推杆81、第三横向推板82和下料导板83设置在承载平台53两侧,第三横向动力推杆81输出端安装有第三横向推板82,第三横向动力推杆81驱动第三横向推板82沿垂直于输送机2输送方向的方向运动,以将承载平台53下料端处的圆块料9推送至下料导板83。第三横向动力推杆81选用带导向架气缸,也可选用电动缸或液压缸等直线输出的动力元件。在圆块料9打磨完成后,第二推料机构7将下一圆块料9推送至两个夹持块45之间,下一圆块料9将打磨完成后的圆块料9顶出至承载平台53下料位,第三横向动力推杆81驱动第三横向推板82运动,第三
横向推板82将承载平台53下料端处的圆块料9推送至下料导板83,圆块料9由下料导板83滑落至下一加工位。
41.为提高夹持块45与圆块料9的夹持效果,在夹持块45相向端面上均设有用于夹持圆块料9的v形槽。通过设置v形槽,使得夹持块45有两个面与圆块料9接触,提高夹持效果。
42.为便于检测输送机2下料端处圆块料9的位置,从而控制输送机2启停,控制第一推料机构6工作,在机架1上且位于输送机2下料端处安装有接近开关11。接近开关11选用涡流式接近开关11,也可选用光电式接近开关11或霍尔接近开关11等。接近开关11检测到信号时,有圆块料9通过,当信号消失时,圆块料9移动至输送机2下料端,接近挡料板63,此时输送机2停止工作,可启动第一推料机构6工作,将圆块料9推送至承载平台53上料端;在承载平台53上料端的圆块料9被推送至夹持机构4处时,输送机2再次启动,将下一圆块料9输送至其下料端。
43.本实施例的工作步骤:
44.s1、输送机2将圆块料9输送至其下料端,接近开关11检测圆块料9通过的信号后,输送机2暂停工作;
45.s2、第一推料机构6工作,第一横向动力推杆61驱动第一横向推板62运动,第一横向推板62将输送机2下料端处输送的圆块料9输送至承载平台53上料端;
46.s3、第二推料机构7工作,第二横向动力推杆71驱动第二横向推板72运动,第二横向推板72将承载平台53上料端处的圆块料9输送至两个夹持块45之间,便于夹持块45夹持;随后重复s1和s2步骤,使承载平台53上料端始终有圆块料9;
47.s4、第二驱动电机415驱动双旋向螺杆413转动,两个滑块414同步相向运动,进而带动横移架42、转轴44、夹持块45相向运动,夹持块45配合夹持圆块料9;
48.s5、第二竖向动力推杆31驱动第二升降架32、第三驱动电机33、打磨盘34下降,第三驱动电机33驱动打磨盘34旋转,由打磨盘34对圆块料9上端面进行打磨;
49.s6、在圆块料9的上端面打磨完成后,第二竖向动力推杆31驱动第二升降架32、第三驱动电机33、打磨盘34上升,第一竖向动力推杆51驱动第一升降架52和承载平台53下降,承载平台53让开圆块料9的翻转空间,两个第一驱动电机43同步转动,带动转轴44、夹持块45和圆块料9翻转180度,随后第一竖向动力推杆51驱动第一升降架52和承载平台53上升,承载平台53再次承载圆块料9;
50.s7、第二竖向动力推杆31再次驱动第二升降架32、第三驱动电机33、打磨盘34下降,第三驱动电机33驱动打磨盘34旋转,由打磨盘34对圆块料9的另一端面进行打磨;
51.s8、在圆块料9的两个端面打磨完成后,第二竖向动力推杆31驱动第二升降架32、第三驱动电机33、打磨盘34上升;
52.s9、第二驱动电机415驱动双旋向螺杆413反向转动,两个滑块414同步相背运动,进而带动横移架42、转轴44、夹持块45相背运动,夹持块45松下圆块料9;
53.s10、第二横向动力推杆71驱动第二横向推板72运动,第二横向推板72将下一圆块料9推送至两个夹持块45之间,打磨完成后的圆块料9被下一圆块料9将顶出至承载平台53下料位;
54.s11、第三横向动力推杆81驱动第三横向推板82运动,第三横向推板82将承载平台53下料端处的圆块料9推送至下料导板83,圆块料9由下料导板83滑出。
55.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
56.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
57.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
58.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
59.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1