一种超薄裁刀高精度磨加工工装的制作方法
1.本实用新型涉及磨加工技术领域,尤其涉及一种超薄裁刀高精度磨加工工装。
背景技术:
2.裁刀是超长、超薄、狭窄型的部件,对其进行精加工,特别是磨加工的技术难度较大。对裁刀进行磨加工时,先将裁刀即工件装夹在夹具上,通过夹具对工件施加夹紧力的方式固定裁刀,然后对位于工件前端的刃口进行磨加工。
3.传统的夹具通常包括两个夹紧块,两个夹紧块之间通过螺栓连接,在磨加工时将工件的后端部分夹在两个夹紧块之间,旋拧螺栓缩短夹紧块之间的距离,两个夹紧块对工件后端部分施加夹紧力以此固定工件,然后对刃口进行磨加工。但是,由于刃口不受夹紧力固定,并且工件较长、较窄,受夹紧力固定的后端部分距离刃口较远,使得刃口在磨加工时极易发生弹性变形。刃口在发生弹性形变的受力状态下进行磨加工后,从夹具板上取下后易呈现厚薄不均匀的现象,导致工件的磨加工精度降低。
技术实现要素:
4.本实用新型所需要解决的技术问题是提供一种超薄裁刀高精度磨加工工装,采用该工装能提高工件的磨加工精度。
5.为解决上述问题,提供以下技术方案:
6.本实用新型的超薄裁刀高精度磨加工工装,包括工件和夹具板,其特点是,夹具板上有与工件一端转动连接的限位组件一,夹具板上设有磁钢和限位组件二,磁钢和限位组件二均沿工件的长度方向设置,其中,磁钢用于将工件吸在夹具板上,限位组件二用于抵住工件的一侧。
7.其中,所述限位组件一包括与夹具板相连的挂销,工件的一端具有与挂销相连的让位孔,限位组件二包括多个定位销,定位销与工件一侧相抵。
8.所述磁钢用于吸附工件的一面与所述工件的宽度相适应,并且所有磁钢大小一致,磁钢用于吸附工件的一面处在同一平面上。
9.所述夹具板顶部一侧具有磨口,工件的刃口伸在磨口处,限位组件二设在工件远离磨口的一侧。
10.所述磁钢为永磁铁。
11.采用上述方案,具有以下优点:
12.由于本实用新型的一种超薄裁刀高精度磨加工工装包括工件和夹具板,夹具板上有与工件一端转动连接的限位组件一,夹具板上设有磁钢和限位组件二,磁钢和限位组件二均沿工件的长度方向设置,其中,磁钢用于将工件吸在夹具板上,限位组件二用于抵住工件的一侧。磁钢受到夹具板的磁性吸力,对工件施加夹紧力将其夹紧在夹具板上,代替了传统夹具通过夹紧工件后端部分的方式固定工件。沿着工件的长度方向在工件上均匀设置多个磁钢,磁钢对工件的多个接触部分施加夹紧力将整个工件夹紧在夹具板上,刃口被夹紧
力固定,在磨加工时刃口不易发生弹性形变,在磨加工完成后刃口薄厚均匀,提高了工件的磨加工精度。
附图说明
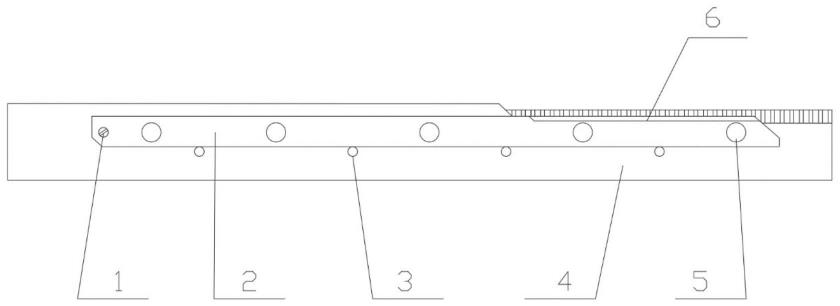
13.图1为本实用新型的主视结构示意图;
14.图2为本实用新型的图1的剖面示意图。
具体实施方式
15.以下结合附图对本实用新型作进一步详细描述。
16.如图1和图2所示,本实用新型的一种超薄裁刀高精度磨加工工装包括工件2和夹具板4,夹具板4上有与工件2一端转动连接的限位组件一,夹具板4上设有磁钢5和限位组件二,磁钢5和限位组件二均沿工件2的长度方向设置,其中,磁钢5用于将工件2吸在夹具板4上,限位组件二用于抵住工件2的一侧。该工装的磁钢5受到夹具板的磁性吸力,对工件2施加夹紧力将其夹紧在夹具板4上,代替了传统夹具通过夹紧工件2后端部分的方式固定工件2。沿着工件2的长度方向在工件2上均匀设置多个磁钢5,磁钢5对工件2的多个接触部分施加夹紧力,刃口6进行磨加工时,刃口6被磁钢5固定并且与其他部分所受夹紧力一致,刃口6不易发生弹性形变,刃口6在完成磨加工后薄厚均匀,提高了工件2的磨加工精度。该工装在装夹不同尺寸的工件2时,可以根据工件2的长度设置对应数量的磁钢5和限制组件二,即可将工件2牢牢固定在夹具板4上,操作便捷,方便不同尺寸的工件2进行装夹。
17.其中,所述限位组件一包括与夹具板4相连的挂销1,工件2的一端具有与挂销1相连的让位孔,限位组件二包括多个定位销3,定位销3与工件2一侧相抵。所述定位销3用于为工件2提供向上的支撑力。
18.所述磁钢5用于吸附工件2的一面与工件2的宽度相适应,并且所有磁钢5大小一致,磁钢5用于吸附工件2的一面处在同一平面上。根据工件2的长度、宽窄任意选择磁钢5的多少与大小,针对不同尺寸的工件2装夹操作便利。
19.所述夹具板4顶部一侧具有磨口,工件2的刃口6伸在磨口处,限位组件二设在工件2远离磨口的一侧。所述磨口是空缺部分,工件2在磨口处对刃口6的双面进行磨加工。
20.所述磁钢5为永磁铁。所述磁钢5受到的磁性吸力不会随使用时间增长而减弱。
21.本实用新型的具体工作流程是:
22.先将工件2的让位孔与挂销1插接,使工件2水平紧贴在夹具板4上并根据工件2长度插接对应数量的定位销3,再根据工件2的宽度和长度,在工件2的表面贴紧对应大小、数量的磁钢5,在磨口处对刃口6的双面进行磨加工。
技术特征:
1.一种超薄裁刀高精度磨加工工装,包括工件(2)和夹具板(4),其特征在于,所述夹具板(4)上有与所述工件(2)一端转动连接的限位组件一,所述夹具板(4)上设有磁钢(5)和限位组件二,所述磁钢(5)和限位组件二均沿工件(2)的长度方向设置,其中,磁钢(5)用于将工件(2)吸在夹具板(4)上,限位组件二用于抵住工件(2)的一侧。2.根据权利要求1所述的一种超薄裁刀高精度磨加工工装,其特征在于,所述限位组件一包括与夹具板(4)相连的挂销(1),所述工件(2)的一端具有与挂销(1)相连的让位孔,所述限位组件二包括多个定位销(3),所述定位销(3)与工件(2)一侧相抵。3.根据权利要求2所述的一种超薄裁刀高精度磨加工工装,其特征在于,所述磁钢(5)用于吸附工件(2)的一面与所述工件(2)的宽度相适应,并且所有磁钢(5)大小一致,所述磁钢(5)用于吸附工件(2)的一面处在同一平面上。4.根据权利要求1所述的一种超薄裁刀高精度磨加工工装,其特征在于,所述夹具板(4)顶部一侧具有磨口,所述工件(2)的刃口(6)伸在磨口处,所述限位组件二设在工件(2)远离磨口的一侧。5.根据权利要求1-4任一项所述的一种超薄裁刀高精度磨加工工装,其特征在于,所述磁钢(5)为永磁铁。
技术总结
本实用新型涉及磨加工技术领域,尤其涉及一种超薄裁刀高精度磨加工工装,它包括工件和夹具板,夹具板上有与工件一端转动连接的限位组件一,夹具板上设有磁钢和限位组件二,磁钢和限位组件二均沿工件的长度方向设置,其中,磁钢用于将工件吸在夹具板上,限位组件二用于抵住工件的一侧。采用该工装能提高工件的磨加工精度。工精度。工精度。
技术研发人员:张义 唐星龙
受保护的技术使用者:无锡易玛卡机械科技有限公司
技术研发日:2022.10.08
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1