一种气杆零部件打磨装置的制作方法
1.本实用新型涉及气杆加工技术领域,具体涉及一种气杆零部件打磨装置。
背景技术:
2.现如今气杆的运用前景非常广泛,有各个场地环境所运用的办公椅,有在娱乐环境场所运用的酒吧椅或者电竞椅,都会通过相应不同规格尺寸的气杆运用到不同的座椅上,利用气杆能对气杆内的内置气体进行位置变换,从而对座椅的高度进行调节。
3.现有技术中,有一些气杆零部件的加工装置尤为重要,这关乎到了气杆整体的直接使用效果顺畅与否,如授权公告号为“cn213439040u”、专利名称为“一种气杆内壁抛光装置”的实用新型专利文献公开了一种抛光机构,该抛光机构包括工作板、支架、抛光电机、抛光轴、抛光头、弧形夹板和托板,抛光电机固定在支架顶部,抛光轴装在抛光电机输出端,抛光头安装在抛光轴上,托板安装在工作板上,弧形夹板安装在托板上横向连接,该装置能够对气杆结构中具有筒状结构的零部件进行内壁抛光。
4.抛光过程中,将所需加工的气杆夹持在弧形夹板中,抛光电机带动抛光轴转动,抛光轴带动抛光头转动,当抛光头向下并伸入气杆内壁中进行打磨,但在该过程中,每次打磨的工件只能一个个进行单独加工,从而不利于提高对气杆结构中筒状零部件进行打磨的加工效率。
技术实现要素:
5.本实用新型目的是针对现有技术的不足,提出一种气杆零部件打磨装置,用于解决打磨过程中工件只能一个个进行单独加工,从而不利于提高对气杆结构中筒状零部件进行打磨的加工效率的技术问题。
6.为实现上述目的,本实用新型采用了如下的技术方案:
7.一种气杆零部件打磨装置,包括:多条支撑脚、工作板、透明挡板、打磨组件和转动组件,所述工作板固定安装在多条所述支撑脚上,所述透明挡板固定安装在工作板上,所述打磨组件滑动设于透明挡板内壁上且可竖向滑动,所述转动组件转动设于工作板上且位于打磨组件下方,所述转动组件用于竖向固定多个待打磨的气杆零部件,所述打磨组件用于竖向滑动后而同时对置于转动组件上的其中两个零部件进行打磨。
8.工作原理:
9.首先,工作人员将多个待打磨的筒状结构的气杆零部件竖向固定放置在转动组件上。
10.之后,工作人员启动打磨组件并使打磨组件做竖向滑动,直至打磨组件能同时对两个待打磨的气杆零部件的外壁打磨加工,当加工完成之后将打磨组件向上滑动,随后工作人员从转动组件上取出加工完成的气杆零部件即可,该种方式极大地提高了打磨加工的效率。
11.本实用新型的有益效果为:
12.通过设置在工作板上的转动组件,以及滑动设于透明挡板内的打磨组件之间的相互配合,所述打磨组件向下滑动能够同时对固定在转动组件上的两个气杆零部件的外壁进行同时打磨,从而与背景技术中提到的现有技术相比,本实用新型能够同时打磨两个气杆零部件,从而提高了打磨效率。
附图说明
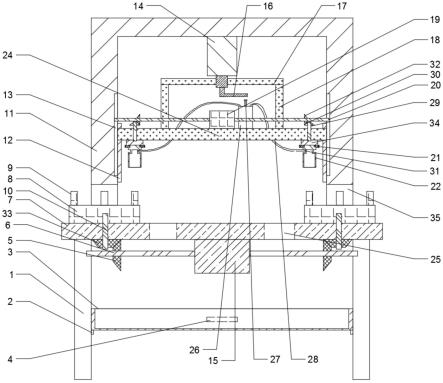
13.图1为本实用新型实施例的结构示意图。
14.附图标记说明:支撑脚1、第一滑轨2、废料箱3、把手4、第三锥齿轮5、第一转轴6、工作板7、转盘8、穿设杆9、第二转轴10、透明挡板11、第二滑轨12、滑槽13、气缸14、第一双头电机15、压杆16、第一连接杆17、第二连接杆18、第二双头电机19、第三转轴20、螺栓21、打磨套22、滑板24、落料孔25、蓄水瓶26、挤压盖27、出水管28、第四转轴29、第一锥齿轮30、注水孔31、第二锥齿轮32、第四锥齿轮33、轮盘34。
具体实施方式
15.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
16.如图1所示,一种气杆零部件打磨装置,包括:多条支撑脚1、工作板7、透明挡板11、打磨组件和转动组件,所述工作板7固定安装在多条所述支撑脚1上,所述透明挡板11固定安装在工作板7上,所述打磨组件滑动设于透明挡板11内壁上且可竖向滑动,所述转动组件转动设于工作板7上且位于打磨组件下方,所述转动组件用于竖向固定多个待打磨的气杆零部件,所述打磨组件用于竖向滑动后而同时对置于转动组件上的其中两个零部件进行打磨。通过设在转动组件上可竖向固定多个待打磨的气杆零部件,驱动打磨组件加工的同时,也能通过透明挡板11观察内部加工的过程,从而更加方便工作人员把控整个打磨过程。
17.如图1所示,所述打磨组件包括两条竖向的滑槽13、两条竖向的第二滑轨12、四根螺栓21、两个打磨套22、第二双头电机19、滑板24、两根水平且平行的第三转轴20、两根竖向的第四转轴29、两个第一锥齿轮30、两个第二锥齿轮32和两个轮盘34,两条所述滑槽13开设在透明挡板11两侧相对的内壁中,两条所述第二滑轨12固定安设在透明挡板11两侧相对的内壁上,所述滑板24两端分别滑动连接在两根第二滑轨12上,所述第二双头电机19固定安装在滑板24上侧,两根所述第三转轴20分别转动连接在第二双头电机19的两端输出端上,两个所述第一锥齿轮30分别对应固定套设在两根第三转轴20上,两根所述第四转轴29均穿设过滑板24,两个所述第二锥齿轮32分别对应固定套设在两根第四转轴29上,两个第二锥齿轮32分别与两个第一锥齿轮30对应且相互啮合,两个所述轮盘34分别固定连接在两根第四转轴29底端,两个所述打磨套22分别安设在两个轮盘34的底部,四根所述螺栓21两两一组,且两组螺栓21分别对应穿设过两个轮盘34并与两个打磨套22螺纹连接。
18.当需要对气杆零部件进行加工时,工作人员启动第二双头电机19,第二双头电机19带动两根第三转轴20进行转动,两根第三转轴20带动两个第二锥齿轮32转动,两个第二锥齿轮32带动两个第一锥齿轮30转动,两个第一锥齿轮30带动两根第四转轴29转动,两根第四转轴29带动两个轮盘34转动,两个轮盘34带动两个打磨套22转动,打磨时,所述打磨套22向下移动,并且套设在已经固定在转动组件上的气杆零部件外围,之后打磨套22相对气杆零部件转动,从而起到打磨作用,通过该种方式能够同时对两个气杆零部件进行打磨,从
而有利于提高打磨效率。
19.同时当打磨套22因长期使用会造成打磨效率降低,因此对打磨套22增加了可固定拆卸的功能,在打磨套22损耗需要更换时,及时进行更换保证加工进度。
20.如图1所示,所述转动组件包括两个第三锥齿轮5、两个第四锥齿轮33、两根第一转轴6、两个转盘8、两根第二转轴10和第一双头电机15,所述第一双头电机15固定安装在工作板7底部,两根所述第一转轴6分别转动连接在第一双头电机15的两端输出端上,两个所述第三锥齿轮5分别固定套设在两根第一转轴6上,两根第二转轴10均穿设过工作板7,两个所述第四锥齿轮33分别与两根第二转轴10固定连接,且两个第四锥齿轮33分别一一对应与两个第三锥齿轮5啮合,两个转盘8分别对应固定连接两根第二转轴10顶端,每个所述转盘8顶部边沿均匀固定有多根位于同一圆周上且竖向的穿设杆9,其中一个转盘8上的任一根穿设杆9用于随转盘8转动而与其中一个打磨套22对应,另一个转盘8上的任一根穿设杆9用于随转盘8转动而与另一个打磨套22对应。
21.当开始对气杆零部件加工时,工作人员启动第一双头电机15,第一双头电机15带动两根第一转轴6转动,两根第一转轴6分别带动两个第三锥齿轮5转动,两个第三锥齿轮5分别带动两个第四锥齿轮33转动,两个第四锥齿轮33分别带动两根第二转轴10转动,两根第二转轴10分别带动两个转盘8进行转动,此时工作人员将气杆零部件分别套设在若干个穿设杆9上,所述透明挡板11上开有两个安装孔35,两个所述转盘8分别一一对应位于两个安装孔35内,且转盘8的一部分从安装孔35一端开口伸出,转盘8的另一部分从安装孔35另一端的开口伸出,通过该种设计方式,工作人员可以将气杆零部件从穿设杆9的顶部固定套设在穿设杆9上,满足了转盘8上可以同时固定有多个待打磨的气杆零部件,当打磨时,通过两个转盘8的转动,两个转盘8能够分别将其上的一个气杆零部件转动到两个所述打磨套22的下方,之后打磨套22向下移动并套设在气杆零部件外围,进而通过打磨套22相对气杆零部件转动而完成对气杆零部件的打磨,打磨完成后,再次启动两个转盘8,两个转盘8能够同时将已经完成打磨的两个气杆零部件转动到两个安装孔35的外侧,从而方便工作人员将已经打磨完成的气杆零部件从转盘8上取下。
22.如图1所示,还包括顶部开口的废料箱3、若干个落料孔25、把手4和两条第一滑轨2,两条所述第一滑轨2分别对应固定在两根支撑脚1相对的内侧,且两条第一滑轨2水平等高且平行,所述废料箱3底部滑动连接在两条第一滑轨2上,所述把手4固定安装在废料箱3一侧,若干个所述落料孔25开设在工作板7上,所述落料孔25与所述废料箱3上下对应。该种设计方式,打磨过程中会产生一定的碎屑,此时碎屑将通过落料孔25落入到所述废料箱3内,此时能够收集碎屑至废料箱3,使环境得到了一定保护效果,当需要清理废料箱3内的碎屑时,工作人员通过握持把手4滑动废料箱3,将废料箱3滑动到不影响工作的位置后,再将废料箱3内的废料取出。
23.如图1所示,还包括伸缩端竖直向下的气缸14、两根第一连接杆17和两根第二连接杆18,所述气缸14固定安装在透明挡板11顶部,两根所述第一连接杆17固定安装在气缸14伸缩端的两侧,两根所述第二连接杆18分别一一对应与两根第一连接杆17固定连接,且所述滑板24与两根第二连接杆18固定连接。该种设计方式通过工作人员启动气缸14,气缸14的伸缩端带动两根第一连接杆17,两根第一连接杆17同时带动两根第二连接杆18,两根第二连接杆18带动滑板24进行竖向移动,不仅能控制所需待打磨加工气杆零部件的打磨长
度,并且气缸14的设置能够机械式地驱动所述滑板24竖向滑动,进而有利于提高加工效率。
24.如图1所示,所述气缸14为多节式伸缩结构,还包括压杆16、蓄水瓶26、挤压盖27和两根出水管28,两根所述第一连接杆17固定在气缸14的第一节伸缩节上,所述压杆16固定安装在气缸14第二节伸缩节上,所述蓄水瓶26固定安装在滑板24上方,所述挤压盖27设在蓄水瓶26上,两个所述打磨套22侧壁上均开有注水孔31,两根所述出水管28固定安装在蓄水瓶26上且与蓄水瓶26导通,两根出水管28的另一端分别对应与两个注水孔31导通。该种设计方式通过气缸14上的第二节伸缩节对压杆16进行挤压,挤压出的冷却水从蓄水瓶26中通过两根出水管28分别流向两个注水孔31,并从打磨套22的内壁向下流动,从而在高速打磨的同时,通过冷却水对打磨接触部位进行水冷,保障了打磨套22的使用寿命,并且有利于提高打磨效率和打磨质量。如图1所示,所述出水管28为弹性材质。通过该种方式解决了打磨组件在上下移动时出现的位移会使出水管28一直处于拉扯状态,从而造成出水管28的使用寿命变短的问题。
25.工作原理:
26.首先,工作人员启动第一双头电机15,第一双头电机15带动两根第一转轴6转动,两根第一转轴6分别带动两个第三锥齿轮5转动,两个第三锥齿轮5分别带动两个第四锥齿轮33转动,两个第四锥齿轮33分别带动两根第二转轴10转动,两根第二转轴10分别带动两个转盘8进行转动,此时工作人员将气杆零部件分别套设在若干个穿设杆9上。
27.当开始对气杆零部件进行加工时,工作人员启动第二双头电机19,第二双头电机19带动两根第三转轴20转动,两根第三转轴20分别带动两个第二锥齿轮32转动,两个第二锥齿轮32分别带动两个第一锥齿轮30转动,两个第一锥齿轮30分别带动两根第四转轴29转动,两根第四转轴29分别带动两个轮盘34进行转动,两个轮盘34分别带动两个打磨套22进行转动。
28.接着工作人员启动气缸14,气缸14的第一节伸缩节带动两根第一连接杆17向下移动,两根第一连接杆17带动两根第二连接杆18向下移动,两根第二连接杆18带动滑板24进行竖向滑动,并对固定在穿设杆9上的气杆零部件进行打磨加工,在打磨加工的同时,气缸14的第二节伸缩节带动压杆16向下移动,并使得压杆16向下施加压力,从而与蓄水瓶26导通的两根出水管28进行出水冷却。
29.然后在加工完成之后,从穿设杆9上取出被加工完成后的气杆零部件,并且工作人员将废料从落料孔25排出加工中所产生的废料,并移动废料箱3处理即可。
30.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1