一种加工钛及钛合金带的带DLC涂层加工模具的制作方法
一种加工钛及钛合金带的带dlc涂层加工模具
技术领域
1.本实用新型涉及钛及钛合金管加工模具技术领域,更具体地说,它涉及一种加工钛及钛合金带的带dlc涂层加工模具。
背景技术:
2.在直缝焊管行业,钛及钛合金管的成型一直存在一个技术难点。因为钛尤其是纯钛质地柔软,在成型过程中由于轧辊挤压,钛极易与成型模具轧辊表面发生粘黏,一方面导致管材表面拉伤,另一方面导致模具光洁度下降。目前主流的方法一种是使用尼龙等塑料模具,但是磨损极快,只在一些不重要的成型段使用,一种是使用各类铜合金替代,因为铜合金本身具有自润滑作用,与钛管不易粘黏,寿命也远高于尼龙。但铜模模具也有自身缺点:价格贵,原因在于,以一台 30机模具为例来说明,钢模具几乎永久使用,价格1.3万一套,然而,同规格的低端铜模具大约3.5万,寿命大约2年,且需要每半月停机维修模具;中端铜模具大约6万一套,每月维修一次,寿命大约 3-4年,高端铜模具8-9万一套,每2-3月维修一次,寿命10年左右;除此之外,因为铜模磨损极快,所以一般车间都配一套铜模一套模具钢模,模具成本极高。
3.基于上述问题,本实用新型提出一种能加工钛及钛合金带的带 dlc涂层加工模具。
技术实现要素:
4.针对实际运用中这一问题,本实用新型目的在于提出一种加工钛及钛合金带的带dlc涂层加工模具,具体方案如下:
5.一种加工钛及钛合金带的带dlc涂层加工模具,是由五个连续加工的模具组成的,五个模具均包括模具本体与涂层,所述涂层设置于模具本体表面,其中:
6.模具本体采用钢制成;
7.涂层采用dlc涂层。
8.进一步的,五个模具分别包括一号模具本体、二号模具本体、三号模具本体、四号模具本体以及五号模具本体;
9.一号模具本体表面均匀开设有若干一号主齿,每两个一号主齿之间设有一号副齿;
10.二号模具本体表面均匀开设有若干二号主齿,每两个二号主齿之间设有二号副齿;
11.三号模具本体表面均匀开设有若干三号主齿;
12.四号模具本体表面均匀开设有若干四号主齿,四号主齿为连续性螺旋齿;
13.五号模具本体表面均匀设有若干五号主齿,五号主齿截面为半圆型;
14.五个模具上主齿与副齿均沿模具本体长度方向布置,且每组主齿与副齿是绕模具本体周向设置的。
15.进一步的,所述一号主齿截面呈三角型,一号副齿截面呈矩型,且所述矩型结构朝向一号模具本体中心的一端为弧型;
16.所述一号主齿的深度大于一号副齿的深度。
17.进一步的,所述一号主齿与一号副齿的齿面交接处采用圆弧过渡。
18.进一步的,所述二号主齿截面由三角型部和矩型部组合而成,其中二号主齿三角型部与一号主齿三角型一端部的部分是重合的,二号主齿矩型部的截面宽度与三角型部截面最大宽度相等,所述二号副齿截面为圆弧型结构;
19.所述二号主齿的深度与一号主齿深度相等,一号副齿的深度大于二号副齿的深度。
20.进一步的,所述三号主齿截面为矩型,三号主齿的宽度小于二号主齿矩型部的宽度;
21.所述三号主齿的深度与一号主齿、二号主齿的深度相等。
22.进一步的,每组所述二号副齿沿圆柱本体的周向均匀且间隔开设有若干个。
23.与现有技术相比,本实用新型的有益效果如下:
24.(1)完全抛弃钛管专用的尼龙模具和铜模具,使用模具钢模具替代,降低模具成本;
25.(2)减少2/3模具储备量,因为不使用尼龙和铜模具后做不锈钢和做钛可以用同一组模具,相应的制管生产线避免了跟换模具造成的闲置,也可以降低生产线数量或者提升整体产能;
26.(3)模具维护周期增加10倍以上,常规模具钢模具做不锈钢每两周都需要对模具进行抛光维护;dlc涂层具有金刚石的硬度,几乎不会被磨损,且表面摩擦系数只有0.01以下,也几乎不会刮伤管材;
27.(3)dlc涂层具有耐腐蚀性能,对模具本身就是一种保护,尤其是工作表面因为经常摩擦,现有的防锈手段都不起作用,使用dlc 涂层后能解决该问题。
附图说明
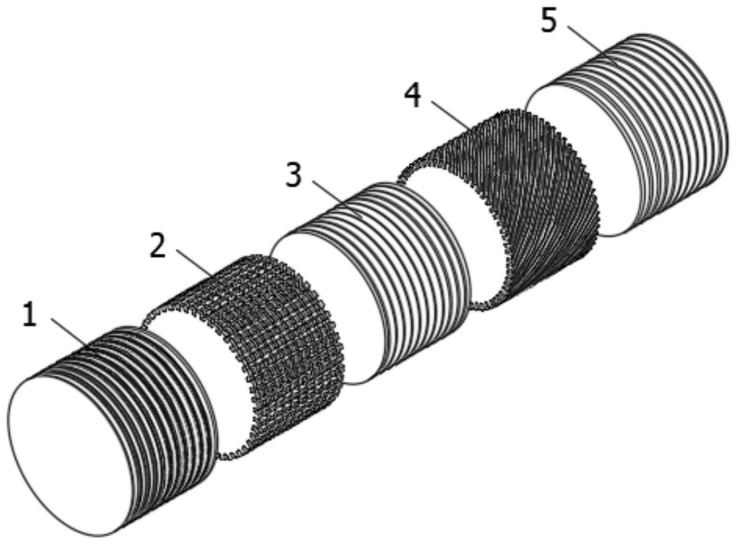
28.图1为本实用新型中五个模具的整体示意图;
29.图2为本实用新型中一号模具的剖视图;
30.图3为本实用新型图2中a处放大图;
31.图4为本实用新型中轧制出的齿形带示意图。
32.附图标记:11、模具本体;22、涂层;
33.1、一号模具本体;2、二号模具本体;3、三号模具本体;4、四号模具本体;5、五号模具本体。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
35.如图1所示,一种钛及钛合金管的带dlc涂层齿形带加工模具,是由五个连续加工
的模具组成的,用于加工钛及钛合金直缝焊管的齿形带。
36.五个模具均包括模具本体11与涂层22,涂层22设置于模具本体11表面,其中:模具本体11采用钢制成;涂层22采用dlc涂层 22(类金刚石涂层22)。图示2-3中,以第一个模具为例展示说明。
37.需要注意的是,dlc涂层22技术是现有技术中比较完善的技术,其制备原理是利用气象物理沉积技术在物体表面形成一层0.5-5微米的金刚石镀层,因此在此不再赘述其镀层的实现过程。
38.本技术所设计的加工模具,以钢模具作为基底,外表面镀层dlc 涂层22,替代现有方法中采用铜模具的方式,来实现钛及钛合金管的成型过程中齿形带的加工,完全抛弃钛管专用的尼龙模具和铜模具,使用钢模具替代。
39.采用上述结构的模具,在加工钛及钛合金管时的优点是:模具不与钛等金属发生粘黏;非常耐磨:原本模具钢虽然可以永久使用,但还是要定期表面抛光,但是采用本技术的方式,在钢模具表面镀层 dlc涂层22后,dlc涂层22硬度达到金刚石的硬度,几乎不会被划伤磨损,几乎可以永久使用不需维护;可修复:即使被磕碰导致破损重新镀层即可,且镀层成本相对于模具价格可以忽略不计;模具表面光洁度极高,加工出的管材表面几乎不会有损伤;可以完全抛弃尼龙模具铜模具,减少一半模具用量,同一组模具可做不锈钢管也能做钛及钛合金管,节约了换模具时间以及模具维护时间。
40.以往dlc涂层22常用在刀具、冲压模具、导轨、柱销等大挤压力的摩擦滑动表面。像制管模具这种滚压类模具是不会去做镀层的。但是仅针对钛及钛合金管的加工中,基于钛及钛合金管加工使用铜模具的原因仅仅是因为防粘黏,因此抛弃价格高、使用寿命短的铜模具,而采用价格低、使用寿命长的钢模具,在钢模具表面镀层dlc涂层 22来主要解决粘黏的问题,而实际使用之后,还附加有耐磨、低摩擦系数的好处。
41.具体地,以钢模具为基底,外表面镀层dlc涂层22的五个模具的结构为:
42.五个模具分别包括一号模具本体1、二号模具本体2、三号模具本体3、四号模具本体4以及五号模具本体5;每个模具本体11均为圆柱型结构。
43.一号模具本体1表面均匀开设有若干一号主齿,每两个一号主齿之间设有一号副齿;一号主齿截面呈三角型,一号副齿截面呈矩型,且矩型结构朝向一号模具本体1中心的一端为弧型;一号主齿的深度大于一号副齿的深度。一号主齿与一号副齿的齿面交接处采用圆弧过渡。圆弧过渡的结构。
44.二号模具本体2表面均匀开设有若干二号主齿,每两个二号主齿之间设有二号副齿;二号主齿截面由三角型部和矩型部组合而成,其中二号主齿三角型部与一号主齿三角型一端部的部分是重合的,二号主齿矩型部的截面宽度与三角型部截面最大宽度相等,二号副齿截面为圆弧型结构;二号主齿的深度与一号主齿深度相等,一号副齿的深度大于二号副齿的深度;每组二号副齿沿圆柱本体的周向均匀且间隔开设有若干个。
45.三号模具本体3表面均匀开设有若干三号主齿;三号主齿截面为矩型,三号主齿的宽度小于二号主齿矩型部的宽度;三号主齿的深度与一号主齿、二号主齿的深度相等。
46.四号模具本体4表面均匀开设有若干四号主齿,四号主齿为连续性螺旋齿。
47.五号模具本体5表面均匀设有若干五号主齿,五号主齿截面为半圆型;五个模具上主齿与副齿均沿模具本体11长度方向布置,且每组主齿与副齿是绕模具本体11周向设置
的。
48.采用一号模具、二号模具、三号模具、四号模具以及五号模具依次钛及钛合金的带进行齿形轧制,得到如图4所示的带,图示中,从左至右的每个齿形带依次是一号模具轧制的带,有主副齿交错排列纵向分布的齿形、二号模具轧制的带,具有主副齿交错排列纵向分布的齿形、三号模具轧制的带、具有断续外伸结构的副齿结构,方向上垂直主齿齿面、四号模具轧制的带,具有垂直针状结构,方向竖直向上、五号模具轧制的带、具有间断或连续的圆弧弯曲半封闭结构。
49.基于上述模具生产制作出来的齿形带,具有以下有益效果:
50.1、可以模具钢替代合金铜模,可以使用一种模具加工所有产品,减伤了2/3模具储备量,每10条线可节约模具购置费近百万/年;
51.2、使得钛管生产模具从原来的易损件变成了永久使用,每10条线可节约模具维修费用10余万元/年;
52.3、采用同一材质的模具,模具统一后可减少因为模具更换造成的停工,停机,提高生产效率;
53.4、dlc涂层22的耐磨性使得模具的维护周期延长10余倍;
54.5、涂层22的耐腐蚀性能保护模具,几乎不再需要维护。
55.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1