一种涡轮发动机叶片热等静压处理用工装结构的制作方法
1.本实用新型涉及热等静压技术领域,具体涉及一种涡轮发动机叶片热等静压处理用工装结构。
背景技术:
2.热等静压工艺是将制品放于密闭容器中,用氮气、氩气等惰性气体为传压介质,在高温和高压共同作用下对制品施加各向同等的压力,将制品进行压制烧结处理的工艺技术。由于被处理工件各向均匀受压,在高温高压的共同作用下,产品致密度高、均匀性好、性能优异。热等静压处理可显著改善铸件的疏松、缩孔等缺陷,提高铸件产品各项性能,被国外学者冠以“铸件的伟大拯救者”的称谓。
3.涡轮发动机是航天飞机的动力系统,是战斗机研制技术的核心,被誉为现代工业的“工业之花”。发动机的性能将直接影响航空飞机的高空运动能力、飞行可靠性和经济性,是一个国家科学技术水平和国防力量水平的重要体现。涡轮叶片是涡轮发动机的核心部件,发动机工作时涡轮叶片高速运转,受到高温燃气的高速冲击,承受复杂热应力和多钟腐蚀性气体的共同作用,工作环境十分严酷。
4.现有技术存在以下不足:
5.1.若干个涡轮叶片在进行热等静压时容易受热发生扭曲而粘接在一起,从而造成损坏,因而降低了成品率。
6.2.无法进行批量热等静压工作,降低了产量和效率。
技术实现要素:
7.本实用新型的目的在于提供一种涡轮发动机叶片热等静压处理用工装结构。
8.为达此目的,本实用新型采用以下技术方案:
9.提供一种涡轮发动机叶片热等静压处理用工装结构,包括外框和四个支撑脚,所述外框为圆形框体结构,四个支撑脚等间距设置在外框的底部,
10.还包括定位机构和托举机构,
11.托举机构设在外框的内部以用来支撑定位机构,托举机构包括支撑圆柱、支撑组件和若干个插杆,支撑圆柱固定设在外框的内侧底部,若干个插杆等间距设置在支撑圆柱的顶部和外框的内壁之间,支撑组件设在若干个插杆的顶部,
12.定位机构设在托举机构的顶部以用来放置涡轮发动机叶片,定位机构包括若干个弧形底板和若干个卡接组件,若干个弧形底板固定设在支撑组件的顶部,每个卡接组件均设在一个弧形底板的顶部。
13.优选的,支撑组件包括四个环形托板,每个环形托板的底部均设有供若干个插杆插入的凹槽。
14.优选的,外框的圆周方向上的内壁上固定设有若干个垫块,支撑圆柱的顶部和每个垫块的顶部均设有供插杆插入的插槽。
15.优选的,每个卡接组件均包括两个限位板、四个夹块、四个导杆和四个抵紧弹簧,两个限位板均固定设在弧形底板的顶部,四个导杆分别插设在两个限位板的外壁上,每个抵紧弹簧均套设在一个导杆的外壁上,每个夹块均固定设在一个导杆远离限位板的一端外壁上,夹块的外壁和限位板的外壁分别与抵紧弹簧的两端抵触,每个弧形底板的顶部均开设有供涡轮发动机叶片插入的容纳槽。
16.优选的,外框的内侧底部中心固定设有螺纹杆,支撑圆柱的内壁与螺纹杆螺纹连接。
17.优选的,外框的圆周方向上的外壁上等间距设置有若干个通孔。
18.本实用新型的有益效果:
19.1.本实用新型通过设计若干个卡接组件,每个卡接组件均包括两个限位板、四个夹块、四个导杆和四个抵紧弹簧,进行叶片的热等静压时,通过人工将叶片的窄端竖直插入容纳槽的内部,四个夹块分别对叶片的窄端和宽端进行卡接,进行限位,四个抵紧弹簧对四个夹块进行抵紧,从而使得四个夹块对叶片的窄端和宽端进行抵紧,进而方便不同大小的叶片均能塞入卡接组件内,满足不通尺寸的叶片进行热等静压处理,提升了本结构的实用性和灵活性。
20.2.本实用新型通过设计外框、定位机构和托举机构,能够同时夹持多个涡轮发动机叶片,若干个通孔的设计,可以保证叶片内压力均匀,保证热等降压环境具有较高的一致性,热等静压处理时每片叶片可获得均匀的温度和静压力,有助于提高叶片的整体热等静压效果,提升热等静压处理的工艺稳定性。
21.3.本实用新型通过设计弧形底板和若干个卡接组件,同时通过设计插槽、凹槽和螺纹杆,能够方便本工装结构内的定位机构能够快速拆装,在损坏时,方便更换,进一步提升了本结构的实用性。
附图说明
22.为了更清楚地说明本发明实施例的技术方案,下面对本发明实施例中的附图作简单地介绍。
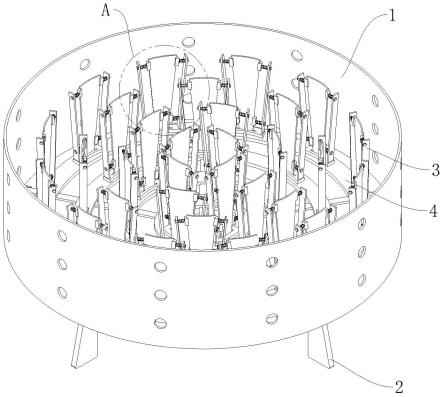
23.图1为本实用新型的立体结构示意图;
24.图2为图1中的a处放大图;
25.图3为本实用新型除去定位机构的立体结构示意图图;
26.图4为图3中的b处放大图;
27.图5为本实用新型支撑圆柱、四个环形托板和若干个插杆的立体分解示意图图;
28.图6为本实用新型外框的平面剖视图;
29.图7为图6中的c处放大图;
30.图中:外框1,支撑脚2,定位机构3,托举机构4,支撑圆柱5,支撑组件6,插杆7,弧形底板8,卡接组件9,环形托板10,凹槽11,垫块12,插槽13,限位板14,夹块15,导杆16,抵紧弹簧17,容纳槽18,螺纹杆19,通孔20。
具体实施方式
31.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
32.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
33.参照图1所示,一种涡轮发动机叶片热等静压处理用工装结构,包括外框1和四个支撑脚2,所述外框1为圆形框体结构,四个支撑脚2等间距设置在外框1的底部,
34.还包括定位机构3和托举机构4,
35.托举机构4设在外框1的内部以用来支撑定位机构3,托举机构4包括支撑圆柱5、支撑组件6和若干个插杆7,支撑圆柱5固定设在外框1的内侧底部,若干个插杆7等间距设置在支撑圆柱5的顶部和外框1的内壁之间,支撑组件6设在若干个插杆7的顶部,
36.定位机构3设在托举机构4的顶部以用来放置涡轮发动机叶片,定位机构3包括若干个弧形底板8和若干个卡接组件9,若干个弧形底板8固定设在支撑组件6的顶部,每个卡接组件9均设在一个弧形底板8的顶部。
37.参照图5所示,支撑组件6包括四个环形托板10,每个环形托板10的底部均设有供若干个插杆7插入的凹槽11,四个环形托板10由内而外直径依次变大,从而使得四个环形托板10上放置叶片数量呈圈状依次增多,直至填满整个外框1的内部,同时若干个卡接组件9之间具有一定间隙,进而使得若干个叶片在热等静压时,不会因为扭曲变形而粘接在一起,避免损坏,提高成品率。
38.参照图4所示,外框1的圆周方向上的内壁上固定设有若干个垫块12,支撑圆柱5的顶部和每个垫块12的顶部均设有供插杆7插入的插槽13,当支撑圆柱5旋紧后,将每个插杆7插入支撑圆柱5的顶部和垫块12的顶部之间,然后将四个环形托板10放到若干个插杆7的顶部,保持凹槽11与若干个插杆7套接。
39.参照图2所示,每个卡接组件9均包括两个限位板14、四个夹块15、四个导杆16和四个抵紧弹簧17,两个限位板14均固定设在弧形底板8的顶部,四个导杆16分别插设在两个限位板14的外壁上,每个抵紧弹簧17均套设在一个导杆16的外壁上,每个夹块15均固定设在一个导杆16远离限位板14的一端外壁上,夹块15的外壁和限位板14的外壁分别与抵紧弹簧17的两端抵触,每个弧形底板8的顶部均开设有供涡轮发动机叶片插入的容纳槽18,进行叶片的热等静压时,通过人工将叶片的窄端竖直插入容纳槽18的内部,四个夹块15分别对叶片的窄端和宽端进行卡接,进行限位,四个抵紧弹簧17对四个夹块15进行抵紧,从而使得四个夹块15对叶片的窄端和宽端进行抵紧,进而方便不同大小的叶片均能塞入卡接组件9内,满足不通尺寸的叶片进行热等静压处理,提升了本结构的实用性和灵活性。
40.参照图7所示,外框1的内侧底部中心固定设有螺纹杆19,支撑圆柱5的内壁与螺纹杆19螺纹连接,安装托举机构4时,首先将支撑圆柱5套到螺纹杆19的外壁上,然后旋紧。
41.参照图6所示,外框1的圆周方向上的外壁上等间距设置有若干个通孔20,若干个通孔20的设计,可以保证叶片内压力均匀,保证热等降压环境具有较高的一致性,热等静压处理时每片叶片可获得均匀的温度和静压力,有助于提高叶片的整体热等静压效果,提升热等静压处理的工艺稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1