一种用于真空铸造的蜡模结构的制作方法
本技术涉及汽车零件加工,具体涉及一种用于真空铸造的蜡模结构。
背景技术:
1、在机械制造业中,大型零部件的制造通常采用铸造成型工艺,特别是对于一些形状复杂的零部件,适宜采用铸造成型工艺,在熔模铸造工艺中,铸件蜡模和模头主浇道一直是独立开模、制蜡,之后通过组树工艺将铸件蜡模和模头主浇道连接成铸件树结构。
2、真空吸铸作为一种特种铸造工艺,是一种先进铸造技术。因其工艺过程中,需回流主浇道钢液,因而有液体金属利用率高、节约能源、成本低等优点,广泛用于商业机械、枪械零件、汽轮机叶片、导弹机翼等许多重要的精密铸件制造中。
3、目前,现有蜡模结构中,由于结构设置问题,模头主浇道的重量较重,导致铸件树上的铸件蜡模必须减少,同时无法保证钢液的上升及回流,使得铸件的得料率较低,需要回收的废料较多;生产成本较高。
技术实现思路
1、针对上述的技术问题,本技术方案提供了一种用于真空铸造的蜡模结构,主要用于精密制作涡轮增压连接板,顶部的铸件蜡模为连接板蜡模结构;圆盘上镂空部的设置,减轻了棒柱的重量,将减轻的棒柱重量转换成铸件,使得每个蜡模结构都可以多生产几个铸件,增加了有用的铸件,减少了废料的产生,增加了生产效率;同时,“工”字型螺母的设置,起到了衔接的作用,可以连接外接部件,便于后期的制壳操作,进一步的增加生产效率;能有效的解决上述问题。
2、本实用新型通过以下技术方案实现:
3、一种用于真空铸造的蜡模结构,包括棒柱和设置在棒柱顶部的圆盘,圆盘的顶面上固定设置有多个铸件蜡模,多个铸件蜡模均匀的分布在圆盘上;所述圆盘的圆心设置在棒柱的中轴线上,且圆盘的中部设置有多个镂空部;所述棒柱的底部嵌入式固定连接有“工”字型螺母,“工”字型螺母的中轴线与棒柱的中轴线重合为一体,且“工”字型螺母的中部设置有内螺纹,“工”字型螺母通过内螺纹可拆卸固定式连接有外接部件。
4、进一步的,圆盘的中心处设置有向上凸起的定位点,定位点的中轴线、圆盘的圆心和棒柱的中轴线设置在同一条直线上。
5、进一步的,所述的多个镂空部设置在圆盘与棒柱衔接部的外侧和圆盘的外边缘之间。
6、进一步的,所述的多个镂空部均匀分布在圆盘上。
7、进一步的,所述的多个铸件蜡模均匀的分布在圆盘的边沿和中间位置,且避开镂空部件固定在圆盘上。
8、进一步的,所述的外接部件包括通过螺纹与“工”字型螺母连接的丝杆,丝杆上通过螺纹固定连接有底盖和紧固螺母。
9、进一步的,所述丝杆的底部设置有挂钩。
10、进一步的,所述“工”字型螺母的顶面和/或底面设置有多个凹槽。
11、进一步的,所述“工”字型螺母中部的外壁设置有凹槽。
12、有益效果
13、本实用新型提出的一种用于真空铸造的蜡模结构,与现有技术相比较,其具有以下有益效果:
14、(1)本技术方案主要用于精密制作涡轮增压连接板,顶部的铸件蜡模为连接板蜡模结构;圆盘上镂空部的设置,减轻了棒柱的重量,将减轻的棒柱重量转换成铸件,使得每个蜡模结构都可以多生产几个铸件,增加了有用的铸件,减少了废料的产生,增加了生产效率;同时,“工”字型螺母的设置,起到了衔接的作用,可以连接外接部件,便于后期的制壳操作,进一步的增加生产效率。
15、(2)本技术方案中的“工”字型螺母作为连接件,其中部的凹部和顶面与底面的凹槽,使得在铸造蜡模时,蜡可以充分的与“工”字型螺母进行接触,在蜡硬化后与“工”字型螺母结合为一体。“工”字型螺母底部连接的挂钩便于在后期制壳时进行浸浆、淋沙、干燥和烧结的操作。
16、(3)本技术方案中的“工”字型螺母和底盖的设置,在后期进行脱蜡的操作时,随着蜡的融化,“工”字型螺母和底盖可以去除,形成排出蜡液的出口。同时,在浇筑时,可以将壳体倒过来,蜡液的排出口可以作为钢液的入口;铸件的壳体在底部,便于钢液能充满所有铸件壳体的内腔,便于铸件的形成。
17、(4)本技术方案中定位点的设置,定位点与后期震动设备和悬吊机上的定位点相匹配,便于铸件进行震壳和震断的操作,可以减少铸件的装机时间,进一步的增加生产效率。
技术特征:
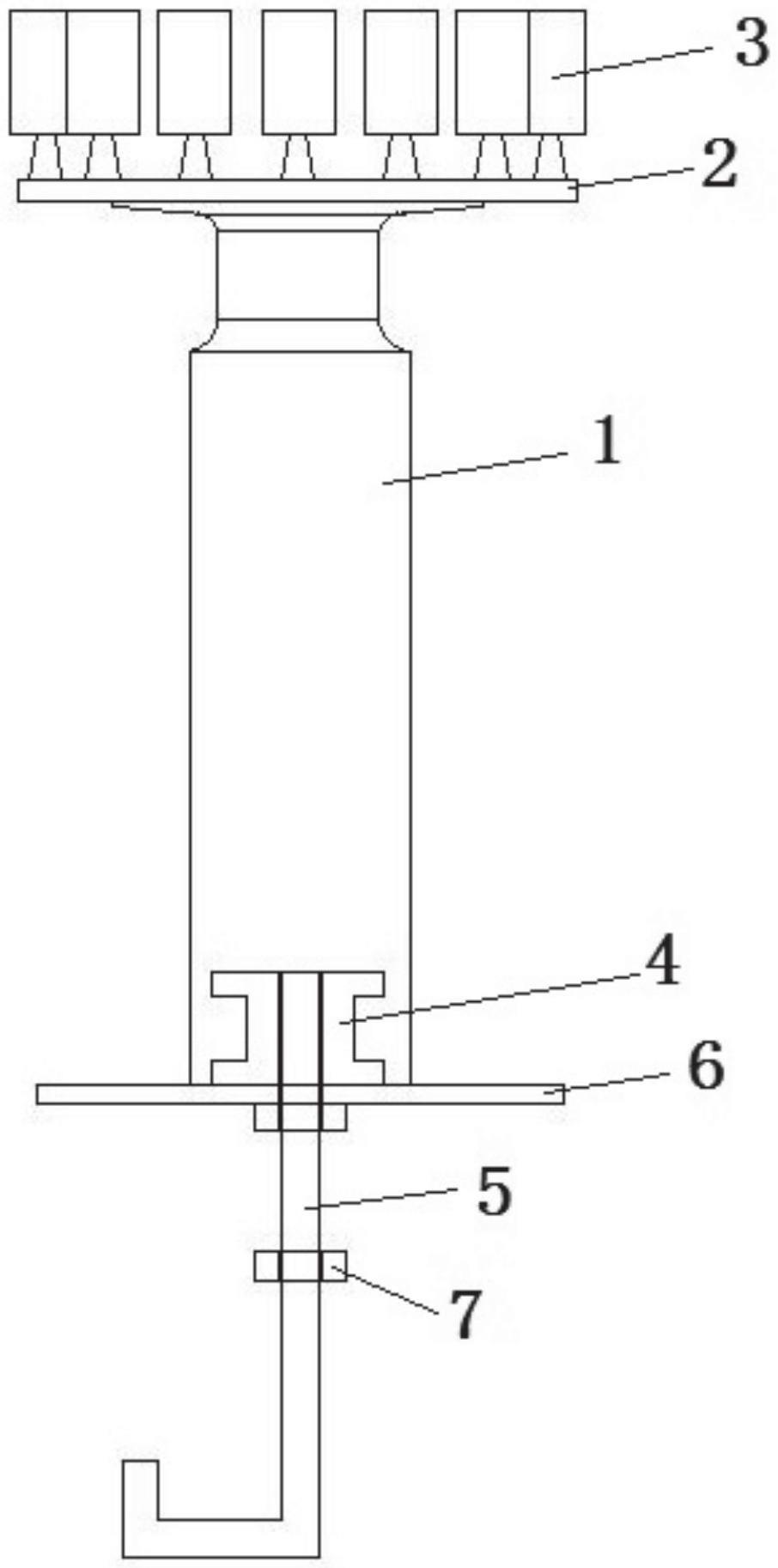
1.一种用于真空铸造的蜡模结构,包括棒柱(1)和设置在棒柱(1)顶部的圆盘(2),圆盘(2)的顶面上固定设置有多个铸件蜡模(3),多个铸件蜡模(3)均匀的分布在圆盘(2)上;其特征在于:所述圆盘(2)的圆心设置在棒柱(1)的中轴线上,且圆盘(2)的中部设置有多个镂空部(21);所述棒柱(1)的底部嵌入式固定连接有“工”字型螺母(4),“工”字型螺母(4)的中轴线与棒柱(1)的中轴线重合为一体,且“工”字型螺母(4)的中部设置有内螺纹,“工”字型螺母(4)通过内螺纹可拆卸固定式连接有外接部件。
2.根据权利要求1所述的一种用于真空铸造的蜡模结构,其特征在于:所述圆盘(2)的中心处设置有向上凸起的定位点(22),定位点(22)的中轴线、圆盘(2)的圆心和棒柱(1)的中轴线设置在同一条直线上。
3.根据权利要求1所述的一种用于真空铸造的蜡模结构,其特征在于:所述的多个镂空部(21)设置在圆盘(2)与棒柱(1)衔接部的外侧和圆盘(2)的外边缘之间。
4.根据权利要求1-3任一条所述的一种用于真空铸造的蜡模结构,其特征在于:所述的多个镂空部(21)均匀分布在圆盘(2)上。
5.根据权利要求4所述的一种用于真空铸造的蜡模结构,其特征在于:所述的多个铸件蜡模(3)均匀的分布在圆盘(2)的边沿和中间位置,且避开镂空部(21)件固定在圆盘(2)上。
6.根据权利要求1所述的一种用于真空铸造的蜡模结构,其特征在于:所述的外接部件包括通过螺纹与“工”字型螺母(4)连接的丝杆(5),丝杆(5)上通过螺纹固定连接有底盖(6)和紧固螺母(7)。
7.根据权利要求6所述的一种用于真空铸造的蜡模结构,其特征在于:所述丝杆(5)的底部设置有挂钩。
8.根据权利要求1或6或7所述的一种用于真空铸造的蜡模结构,其特征在于:所述“工”字型螺母(4)的顶面和/或底面设置有多个凹槽。
9.根据权利要求8所述的一种用于真空铸造的蜡模结构,其特征在于:所述“工”字型螺母(4)中部的外壁设置有凹槽。
技术总结
一种用于真空铸造的蜡模结构,包括棒柱和设置在棒柱顶部的圆盘,圆盘的顶面上固定设置有多个铸件蜡模,多个铸件蜡模均匀分布在圆盘上;圆盘的圆心设置在棒柱的中轴线上,且圆盘的中部设置有多个镂空部;棒柱的底部嵌入式固定连接有“工”字型螺母,“工”字型螺母的中轴线与棒柱的中轴线重合为一体,且“工”字型螺母的中部设置有内螺纹,“工”字型螺母通过内螺纹可拆卸固定式连接有外接部件。本技术中圆盘上镂空部的设置,减轻了棒柱的重量,将减轻的棒柱重量转换成铸件,使得每个蜡模结构都可以多生产几个铸件,增加了有用的铸件,减少了废料的产生,增加了生产效率。同时,“工”字型螺母的设置,可以连接外接部件,便于后期的制壳操作。
技术研发人员:许振声
受保护的技术使用者:连云港冠钰精密工业有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!